Схема сварочного аппарата вду 506
Обновлено: 02.07.2024
Общий вид выпрямителя типа ВДУ-506показан на рис. 4. Сварочный выпрямитель состоит из трехфазного силового трансформатора стержневого типа Т1, силового блока тиристоров СТВ, собранного по шестифазной схеме с уравнительным реакторомL1, из дросселя сварочной цепиL2, сетевого автоматического выключателяQF, блока защиты от помех радиоприему, вентилятора М, блока питания, блока управления, блока обратной связи по току с шунтомRS.В тексте в скобках указаны номера позиций по рис. 4. Буквенные и цифровые обозначения в тексте соответствуют принципиальной электрической схеме на рис. 5.
Выпрямитель является универсальным и имеет падающие (крутопадающие) и жесткие (пологопадающие) внешние характеристики. Плавное регулирование сварочного тока (при падающих) и напряжения (при жестких внешних характеристиках) осуществляется резистором на блоке управления (местное регулирование), а также с полуавтомата или автомата (дистанционное регулирование).
Для подключения питающей сети со стороны задней стенки имеется разъем ХР1 (3) с емкостными фильтрами С1 С3 и резисторами R1 R3 для защиты от помех радиоприему, возникающих при сварке.
Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF (4), расположенным на задней стенке.
Для подсоединения сварочных кабелей на передней стенке имеются два разъема: один из них XS5 (15) обозначен знаком « + », другой XS6 (30) знаком « – ».
В правой верхней части передней стенки установлен блок управления выпрямителем (10). Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1 (29), выключатель SA1 (26) трансформатора Т2 (11) питания цепей управления полуавтомата, автомата и подогревателя газа, а также кнопки включения — отключения выпрямителя — «пуск» SB7 (28) и «стоп» SB6 (27).
Под крышей кожуха внутри выпрямителя расположены предохранители: FV1, FV5 – для защиты трансформатора Т2 (11), FV2, FV3, FV4 – для защиты двигателя вентилятора; FV6, FV7, FV8 – для защиты вспомогательного трансформатора Т3 блока управления.
Обмоточные данные силового трехфазного трансформатора Т1 (14), трансформатора Т2 (11), вспомогательного трансформатора Т3 блока управления, уравнительного реактора L1 (12), дросселя в сварочной цепи L2 (13) представлены в паспорте выпрямителя.
Дроссель в сварочной цепи L2 (13) имеет рабочие (I, II) и вспомогательные (III, IV) обмотки. В цепь вспомогательных обмоток включены тиристоры VS7, VS8. При работе на падающих внешних характеристиках переключатель SA3.7 соединяет управляющие электроды тиристоров с их катодами. Тиристоры постоянно закрыты, вспомогательные обмотки дросселя отключены. При работе на жестких внешних характеристиках на управляющие электроды тиристоров VS7 и VS8 постоянно подано напряжение от выпрямителей V31, V32. Поэтому тиристоры открываются анодным напряжением. Наводимая в обмотках дросселя переменная э. д. с. и протекающий по ним ток управления обеспечивают автоматическое уменьшение индуктивности дросселя при работе выпрямителя на малых режимах и получение дополнительных пиков тока, что дает возможность производить сварку электродной проволокой диаметром 1,2 мм на токах 60 А.
Силовой выпрямительный блок состоит из шести тиристоров VS1 VS6 (7) типа Т161—Т160, собранных по шестифазной схеме выпрямления с уравнительным реактором. Уравнительный реактор L1 (12) имеет две одинаковые полуобмотки.
Вентиляция выпрямителя воздушная, принудительная. Вентилятор выпрямителя (8) приводится во вращение трехфазным асинхронным двигателем М. Правильное направление вращения вентилятора — левое (против часовой стрелки), глядя со стороны лицевой панели. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. Нормальная работа системы вентиляции контролируется ветровым реле (9), имеющим контакт SQ8 в цепи обмотки реле КVЗ. При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети.
Дли защиты выпрямителя от длительных перегрузок небольшой кратности пускатель КМ2 снабжен тепловым реле КМ2—FР.
Защита тиристоров от перенапряжений осуществляется резисторно-емкостной цепью R5, С4. Подключение этой цепи к соответствующей паре тиристоров производится диодным коммутатором V26 V28. Конденсатор С4 шунтирован разрядным резистором R4.
Блок управления (10) выпрямителя включает в себя: электронные платы А1 — формирования напряжения управления; А2 — формирования импульсов управления тиристорами; вспомогательный трансформатор Т3; выпрямительные блоки со стабилитронами и емкостными фильтрами.
На лицевой панели блока управления выпрямителя расположены:
резистор-регулятор тока — напряжения RР16 (23), крайнее левое положение ручки которого соответствует минимальному значению выпрямленного напряжения и тока сварки;
тумблер предварительной установки напряжения на жестких внешних характеристиках SА2 (25);
переключатель вида внешних характеристик SA3 (21) для включения выпрямителя на работу с падающими или жесткими внешними характеристиками;
переключатель места управления (местное - дистанционное) SA4 (22);
тумблер включения сварочной цепи SA5 (24), имеющий фиксированное среднее положение, для местного включения и отключения сварочной цепи;
вольтметр РV(19) и амперметр РА (20) для контроля режима сварки.
При дистанционном управлении с пульта управления автомата или горелки полуавтомата резистор RP16 и выключатель SA5 отключены.
Включение тумблера SA2 позволяет в сочетании с RP16 предварительно установить рабочее напряжение при работе на жестких внешних характеристиках.
Вду 506с Схема Электрическая
Условия эксплуатации Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий: Работа производится в закрытых помещениях с действующей системой вентиляции.
Запрещено эксплуатировать аппарат с нарушениями токопроводящей изоляции. При работе на падающих внешних характеристиках переключатель SA3.
Включением автомата QF подается напряжение на вспомогательные цени, при этом загорается сигнальная лампа Н1. Поэтому тиристоры открываются анодным напряжением.
Самодельный сварочный аппарат: управление тиристорами.
В этом случае следует проверить по напряжению цепь обратной связи — где-то произошел обрыв.
Уравнительный реактор L1 Частые поломки и способы их устранения В процессе эксплуатации пользователь может столкнуться со следующими проблемами: Прибор постоянно отключается от питающей сети.
Заключение Гарантийный срок эксплуатации сварочного выпрямителя ВДУ составляет 12 месяцев, с момента его запуска в работу. Соседние файлы в папке ЭСО.
Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже.

Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF 4 , расположенным на задней стенке. При отсутствии напряжения в одной из фаз включать выпрямитель запрещается, т.
Сварочный выпрямитель: видео работы
Описание файла
Данные работы обязан проводить квалифицированный электрик. Не допускается использование выпрямителей во взрывоопасной среде, содержащей токопроводящую пыль, едкие пары и газы, разрушающие металлы и изоляцию.
Вид внешних характеристик показан на рис 5,6 и 7.
Такая картина наблюдается при обрыве цепи вспомогательной обмотки дросселя. Величина номинального сварочного тока составляет А.
На выходе выпрямителя появляется напряжение.
При этом частота сети остается неизменной — 50 Гц.

В верхней части передней стенки слева расположена ниша 18 для установки блока управления полуавтомата, который вставляется в нишу и подключается к выпрямителю через разъем XS2. Отсутствует напряжение на выходе.
Схема установки выпрямителя на колеса приведена в приложении 4.
Конструктивные особенности сварочных аппаратов
Похожие материалы
Расшифровка символических обозначений, нанесенных на панелях выпрямителя, приведена на рис. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Каждый выпрямитель выполняется только на одно из указанных в табл. Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1
Марка электродов должна соответствовать марке свариваемых материалов и роду сварочного тока.
Обмоточные данные трансформатора приведены в табл. Единственный недостаток — один пост. Отсутствует напряжение на выходе. При работе в закрытых помещениях для улавливания образующихся в процессе сварки аэрозолей и дымовыделений на pабочих местах необходимо предусматривать местные отсосы и вентиляцию.
Переключатель вида внешних характеристик SA3 служит для включения выпрямителя на работу с падающими или жесткими внешними характеристиками. Вспомогательный трансформатор ТЗ трехфазный. При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
Сварочный выпрямитель: виды, схемы, где купить, принцип действия — Asutpp
Установите выпрямитель на месте производства сварочных работ. Уровень напряжения на холостом ходу не превышает 70 В.
Финишные работы по механической очистке сварочного шва необходимо проводить в защитных очках, во избежание попадания осколков шлака. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. В правой верхней части передней стенки установлен блок управления выпрямителем
Питание выпрямителя производится от промышленной трехфазной сети переменного тока. Отсутствует напряжение на выходе.
ВДУ 506
Приложение 3
Зачистку сварных швов от шлака следует производить только после полного остывания шва и обязательно в очках с простыми стеклами. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД.
Вид внешних характеристик показан на рис 5,6 и 7. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Диапазон регулировки тока зависит от внешних характеристик.
В правой верхней части передней стенки установлен блок управления выпрямителем Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта предприятием-изготовителем не принимаются. Драгоценные материалы, указанные в ГОСТ 2.
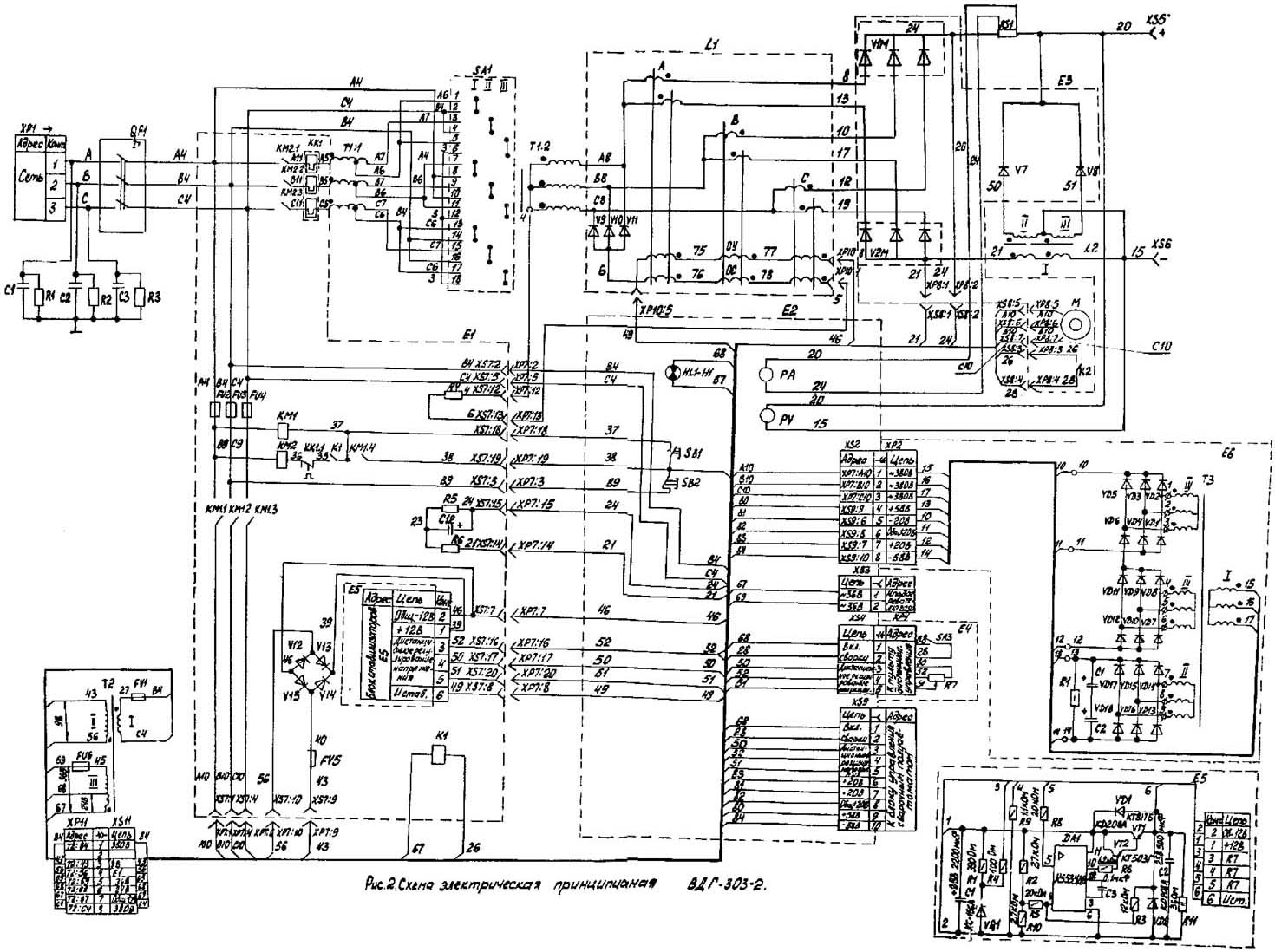
Принципиальная электрическая схема приведена на рис. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. При сварке на ПХ на прямой полярности к разъему «—» подключить кабель, соединенный с электродом. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Заземлить в зависимости от полярности сварки один из выходных зажимов выпрямителя. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Запрещено эксплуатация без защитного кожуха. Вид внешних характеристик показан на рис 5,6 и 7.
Информация о файле
При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. Принципиальная электрическая схема имеет следующий вид: По своей конструкции сварочный аппарат ВДУ представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. При обслуживании и эксплуатации выпрямителя необходимо соблюдать требования нормативных документов по безопасности труда, действующие в регионе выполнения сварочных работ.
Каждый выпрямитель выполняется только на одно из указанных в табл. Драгоценные материалы, указанные в ГОСТ 2. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 7 типа Т—Т, собранных по шестифазной схеме выпрямления с уравнительным реактором. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей.
ВДУ 506 в реальных заводских условиях — ремонт (самопроизвольное выключение).
Технические характеристики сварочного выпрямителя ВДУ-506
Сварочный выпрямитель ВДУ-506 – это универсальное оборудование, которое имеет репутацию надежного и недорого агрегата для выполнения различных работ. Простота конструкции, доступная стоимость и высокая производительность обеспечивает модели устойчивый интерес со стороны строительных и ремонтных предприятий.
Общие сведения

Данный аппарат характеризуется разнообразием выполняемых работ. В зависимости от типа исполнения, выпрямитель можно использовать в следующих видах сварочных работ:
- . В качестве присадочного материала используют покрытые электроды. . В этом случая оборудование комплектуют подающим механизмом типа ПДГО-510. . Для работы в полуавтоматическом режиме. В данных работах присадочным материалом является порошковая проволока.
- Работы манипулятором. Некоторые модели оснащены выпрямителем, в качестве источника тока.
Структура условного обозначения
Проведем расшифровку названия на примере выпрямителя сварочного ВДУ-506С УЗ1:
- В – выпрямитель.
- Д – дуговой;
- У – универсальный;
- 5 – сила сварочного тока, которую обозначают в сотнях ампер;
- 06 – порядковый номер модели;
- С – маркировка производителя. В данном случае выпрямитель выпущен электромашиностроительным заводом «СЕЛМА», находящимся в Крыму.
- УЗ1 – это характер исполнения и категория размещения модели.
[stextbox эксплуатации подчиняются требованиям Межгосударственных стандартов.[/stextbox]
Устройство и принцип работы
Общий вид выпрямителя и его габаритные размеры показаны на рисунке.

- «1» – указатель датчика перегрузки;
- «2» – указатель питания сети;
- «3» – гнездо для подключения подогрева, при работе с защитным газом;
- «4» – гнездо для подключения управляющего блока полуавтомата;
- «5» – место для установки управляющего блока полуавтомата;
- «6» – Управляющий блок аппарата;
- «7» – кнопка включения/отключения дистанционного управления;
- «8» – указатель силы тока;
- «9» – указатель напряжения;
- «10» – выбор внешних характеристик «жесткие/падающие»;
- «11» – переключатель сварочного режима;
- «12» – регулятор выходных параметров;
- «13» – кнопка включения вентилятора системы охлаждения;
- «14» – кнопка отключения вентилятора системы охлаждения;
- «15» – место подключения сварочных кабелей;
- «16» – место подключения кабелей заземления;
- «17» – тумблер автоматического выключателя;
- «18» – область подсоединения сетевых кабелей;
- «19» – ручка для перемещения на производственной площадке.
Принципиальная электрическая схема имеет следующий вид:

По своей конструкции сварочный аппарат ВДУ 506 представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. В процессе эксплуатации диоды блока подвергаются сильной нагрузке, которая является причиной повышения температуры.
Для отвода тепла в аппаратах имеется система охлаждения, которая состоит из радиаторов и вентилятора. Выпрямитель выгодно отличается плавной регулировкой сварочного тока. В случае необходимости возможна поставка специального пульта для удаленной регулировки сварочного процесса.
Заводской комплект поставляемого оборудования включает в себя:
- Выпрямитель с ручкой и колесами для транспортировки.
- Комплект токовых вставок.
- Паспорт с инструкцией от производителя.
Условия эксплуатации
Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий:
- Работа производится в закрытых помещениях с действующей системой вентиляции. На открытом воздухе работы разрешено производить только в случае нормальных погодных условий.
- Уровень запыленности рабочей зоны не должен превышать предельно допустимую концентрацию, принятую для производственных помещений.
- Диапазон температуры находится в пределах от -10 до +40 Сº.
- Рабочая зона расположена на высоте до 1000 метров над уровнем моря.
- Уровень влажности производственной зоны не должен превышать 80 %.
[stextbox процессе эксплуатации аппарат не должен подвергаться внешним механическим воздействиям.[/stextbox]
Технические характеристики
Рассматриваемое устройство обладает следующими техническими характеристиками:
- Напряжение рабочей сети может составлять 220 или 380 В, в зависимости от характера исполнения. При этом частота сети остается неизменной – 50 Гц.
- Величина номинального сварочного тока составляет 500 А.
- Уровень потребления энергии в режиме полной нагрузки составляет 34 кВт.
- В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. При работе в полуавтоматическом режиме – 39 В.
- Уровень продолжительности включения составляет 60 %, не зависимо от режима эксплуатации. Отключать аппарат от сети во время режима ожидания не требуется.
- Диапазон регулировки тока зависит от внешних характеристик. Для жестких – от 60 до 500 ампер и от 50 до 500 ампер для падающих.
- Уровень напряжения на холостом ходу не превышает 70 В.
- Коэффициент полезного действия выпрямителя составляет 79 %.
- Уровень шума при работе на максимальной нагрузке не превышает 85 Дб.
- Масса без учета кабелей составляет 300 кг.
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.
Частые поломки и способы их устранения

В процессе эксплуатации пользователь может столкнуться со следующими проблемами:
- Прибор постоянно отключается от питающей сети. Причин может быть несколько: короткое замыкание на выводах выпрямителя, поломка тиристоров или замыкание на корпус вторичной обмотки трансформатора. Для локализации поломки следует использовать омметр. После этого ликвидируйте неисправность.
- Отсутствует напряжение на выходе. Как и в предыдущем случае, причин может быть несколько: выход из строя регулятора напряжения, поломка вентилятора, поломка ветрового реле, обрыв цепи или поломка тиристоров.
- Невозможна эксплуатация на жестких внешних характеристиках. В этом случае следует проверить по напряжению цепь обратной связи – где-то произошел обрыв.
- Нестабильная работа на падающих и жестких внешних характеристиках. Скорее всего, сигналы управления не доходят до некоторых тиристоров. В первую очередь следует проверить наличие сигналов. В случае отсутствия необходимо последовательность их формирования и найти причину обрыва. Для этого следует использовать осциллограф. Среднее значение импульса составляет 1,5-2 В.
- Нестабильная работа на жестких характеристиках. Такая картина наблюдается при обрыве цепи вспомогательной обмотки дросселя.
При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
[/stextbox Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.[/stextbox]
Меры безопасности при пользовании данным аппаратом

Требования техники безопасности не отличаются от стандартных правил по эксплуатации электроустановок:
- Не разрешается допускать к работе с выпрямителем лиц, не имеющих соответствующего допуска.
- Запрещена работа без заземления. Правила охраны труда требуют разместить на корпусе указатель «Без заземления не включать». Не разрешается использовать для заземления другой сварочный аппарат. Данные работы обязан проводить квалифицированный электрик.
- Запрещено эксплуатация без защитного кожуха.
- Перед перемещением устройства по рабочей площадке необходимо обесточить его.
- Перед демонтажем боковых частей кожуха требуется отключить аппарат от питающей сети.
- Запрещено эксплуатировать аппарат с нарушениями токопроводящей изоляции.
- При работе с выпрямителем необходимо использовать средства индивидуальной защиты – маску, краги, спецодежду.
- Запрещено касаться токоведущих элементов.
- Запрещено смотреть на электрическую дугу без защиты зрения маской со световыми фильтрами.
- Финишные работы по механической очистке сварочного шва необходимо проводить в защитных очках, во избежание попадания осколков шлака.
Заключение
Гарантийный срок эксплуатации сварочного выпрямителя ВДУ-506 составляет 12 месяцев, с момента его запуска в работу. Ежесменное облуживание поможет значительно увеличить срок эксплуатации. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
[stextbox 6-го разряда Дремов Сергей Анатольевич, опыт работы – 20 лет: «Со сварочным выпрямителем ВДУ-506 я знаком всю трудовую деятельность. Когда я пришел на работу, к нам на завод пришли первые модели. После старых трансформаторов они казались идеальными машинами, хотя аналогов, по большому счету, тогда еще не было. Потом начали поступать модификации данных аппаратов, которые, впрочем, не имели кардинальных отличий – они касались лишь дополнительной защиты оборудования от перегрева и повышения электрической безопасности. Единственный недостаток – один пост. Хотя он компенсируется качеством шва и надежностью модели».[/stextbox]
3.3 Устройство и принцип работы выпрямителя вду-506.
Читайте также: