Схема сварочного полуавтомата темп
Обновлено: 16.05.2024
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ - аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его - параллельно сетевой обмотке трансформатора Т1.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт - подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» - регулировкой резистора R5 - «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 - питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные - медной или алюминиевой шиной, остальное - проводом в виниловой изоляции диаметром 2мм.
Сварочный полуавтомат под управлением МК
Данный проект был испытан на "железе" умершего полуавтомата ТЕМП. Делал товарищу по его просьбе. Имеется три кнопки +,- и меню +/- регулирует параметры. Кнопкой меню можно выбирать необходимый параметр.
В главном меню регулируется ток. Во втором меню регулируется скорость проволоки. В третьем: задержка между включением клапана и подачей проволоки. При неактивности в меню 2 и 3, происходит авто возврат в главное меню через примерно 3-5сек. При удержании кнопок +/- происходит быстрое изменение параметра, что очень удобно.
Частота ШИМ двигателя выбрал довольно высокую примерно 2500 Гц , чтобы не было рывков проволоки. Сварочный ток регулируется фазоимпульсным методом.
Использование данной автоматики моему товарищу понравилось из-за высокой плавности регулировки и удобности использования.
Фьюзы необходимо выставить на частоту 8 МГц в интернете можно найти "генераторы фьюзов" для AVR, желательно использовать внешний кварц и супервизор питания!
Индикатор применяется на три разряда, хоть с общим катодом, хоть с общим анодом.
При включении устройства, когда движутся полоски, нужно зажать до появления корректного изображения либо кнопку +, чтобы использовать общий катод, либо кнопку меню, чтобы использовать общий анод. По умолчанию используется общий анод. При следующем включении не нужно будет программировать конфигурацию индикации, так как данные сохраняются в еепром.

Появились коммерческие версии прошивок:
1) Улучшен алгоритм работы. Исправлены некоторые ошибки.
2) Расширены возможности. Добавлен триггерный и импульсный режим работы.
3) Несколько версий прошивок (с регулятором тока и без регулятора).
Новая версия прошивки (19.04.2013)
Были устранены следующие недостатки, а также добавлены следующие возможности:
- регулировка тока сбалансирована во всем диапазоне.
- введена настройка диапазона регулировки подачи проволоки.
- добавлен специальный алгоритм исключения ошибки настройки минимального значения и максимального значения для скорости проволоки.
- улучшен алгоритм регулятора тока.
- улучшена индикация сохранения данных в еепром.
- исправлен вывод данных на индикатор.
Новая версия прошивки (12.09.2013):
+ Исправлены всплески регулировки
+ Улучшен алгоритм регулятора
+ А также мелкие улучшения
+ ПА+Сварка (можно использовать как обычную электродуговую сварку)
- Ограниченная версия, настройки не сохраняются
- Полную версию можно получить с прошитым МК
Ниже вы можете скачать исходник, прошивку (от 19.04.2013) и печатную плату в формате LAY
Настройка сварочного полуавтомата.

Для кого-то это вообще не проблема. Кто-то нашел "волшебное" соотношение крутилок и уже варит. Но о том, как настраивать полуавтомат "по фен шую" не сильно то и прочитаешь. Люди, обычно описывающие "как настроить", обычно являются опытными сварщиками и им непонятны проблемы новичков. Сам являюсь очень начинающим сварщиком, и думаю, что написанное мною будет полезно тем, кто впервые взял в руки горелку полуавтомата. На то, что предложенное мною, "истина" не претендую.
Для начала — немного "воды". Как должна "звучать" дуга (жжжжжжжжжззззззззззз) — описывать не буду. Поищите в You Tube видео и послушайте, штук 5-10, пока не поймёте какой должен быть звук. Как ни странно — звук дуги у меня был основным ориентиром.
Далее запоминаем, что для сварки в разных пространственных положениях, разных стыков и разных толщин металла будут требоваться разные настройки.
Не существует "волшебной" настройки, при которой будет варить всё.
Для некоторых — это будет откровением, но это суровая реальность. По сути — изменяя настройки полуавтомата — мы регулируем, сколько тепла будет вложено в свариваемые детали и одновременно израсходованного на плавление сварочной проволоки. В тонкие детали (например 0,8 + 0,8 мм) требуется меньше тепла, иначе будет прожог, а сваривая что-то потолще (например 2 + 2 мм) — требуется больше тепла, иначе будет непровар и сваркой просто "насрёт". По аналогии со сваркой электродом "закоренелые" сварные называют это "добавить или убавить ток".
Однако в ПА (полуавтомате) — две основные настройки — напряжение и подача проволоки. Подача проволоки некоторыми производителями может называться "ток", по сути — это одно и то же, так как при увеличении скорости подачи проволоки увеличивается сварочный ток и наоборот. Ручка напряжение — увеличивает или уменьшает напряжение дуги, но сварочный процесс в ПА устроен так, что при увеличении напряжения увеличивается и сварочный ток.
Главное, что надо уяснить — регулировки напряжения и подачи проволоки в полуавтомате — сильно взаимосвязаны. Существует лишь небольшая область взаимных положений регулировок, при которых будет протекать устойчивый, комфортный и "правильный" сварочный процесс. Пояснить это может рисунок из какой-то совдеповской книги:

Мною намеренно были убраны значения по горизонтальной оси. Потому что тут кроется "засада №1":
Настройки полуавтомата зависят от очень многих условий и может потребоваться подстройка, даже если регулировки никто не трогал.
Перечислю лишь несколько пунктов, которые позволят осмыслить сказанное. Настройки ПА изменятся, т.к.:
1) Бюджетные ПА не имеют идентичных параметров настроек из-за разброса параметров деталей при производстве, да и задачи такой перед производителем не стоит, т.е. даже имея два одинаковых ПА — их настройки могут сильно отличаться;
2) Может быть разное состояние питающей сети 220 В, куда подключен ПА — просадки и тонкая проводка будут давать другие настройки относительно нормальной, "жесткой" питающей сети, или просто сосед по кооперативу "врубил" что-то мощное (важное замечание — трансформаторный ПА при просадках сети может варить хуже или вообще не варить, но не поломается, а инверторный — будет варить, но может от просадок сгореть…);
3) Тип (смесь или углекислота) или состав защитного газа — а также точно или нет при заправке выдержали состав смеси, всё это будет влиять на параметры настройки. Поменяли газ и не варит — настраиваем;
4) Летом варили при +35, а зимой — при -25 — будет необходимо разное тепловложение (затраченная на нагрев мощность) для сварки двух идентичных деталей, что потребует разных натроек;
5) Для разного диаметра и марки проволоки — будут разные настройки;
6) Поменяли катушку на новую, заново отрегулировали тормоз катушки — настройки "уйдут" … а может рукав чуть засорился и опять — настройки;
7) Для разного пронстранственного положения и типа стыка-соединения будут разные настройки;
8) При изменении толщины свариваемого металла необходимо соответствующим изменить настройки.
Может что забыл, но не важно. Важно понять, что настраивать или подстраивать ПА придется часто, а для этого самим процессом настройки, умением "поймать режим" и корректировать его — надо овладеть, и сложного в этом ничего нет.
Когда 100% придется заново искать "область рабочих параметров сварки":
1) поменяли диаметр или марку, тип проволоки (например самозащитную на омедненную);
2) изменили тип защитного газа, например углекислоту на смесь, или смесь теперь с другим соотношением газов;
3) поменяли полуавтомат, даже на точно такой же (см. выше).
Хватит "воды", теперь о самой настройке. Буду описывать, как найти ту самую "область рекомендуемых режимов". Про настройку подачи газа — написано много и без меня, как заправлять проволоку и настраивать её прижим — тоже. Будем считать, что это сделано правильно. Первым делом ищем "подопытный" кусок железа толщиной 4-5 мм и размерами примерно 30*30 см — этого хватит. Зачищаем железо до блеска от ржи, краски и всего остального:


после этого выставляем напряжение 15-16 вольт, среднюю подачу проволоки (ток) и готовимся делать "валики" на куске железа таким образом, что бы одна рука была с горелкой, а вторая — могла крутить ручки настройки. Начинаем варить — вести "валик", и одновременно подстраиваем туда-сюда или напряжение или подачу проволоки, добиваемся наиболее красивого звука (подобного тому, что слышали в видяшках), чем чище это жжжжжззззз — тем лучще. На проплавление и форму валика — пока не смотрим, важен правильный звук и вид дуги — равномерный, с небольшими брызгами.
Если при данном напряжении не удалось найти "рабочую точку" — пробуем при чуть более высоком, на 1-1,5 вольта. Очень важно найти то соотношение напряжение/подача проволоки, при котором будет "правильная дуга и правильный звук" — это будет отправной точкой для дальнейшей настройки полуавтомата на работу в зоне оптимальных настроек.
Итак — первая рабочая точка, в которой полуавтомат работает правильно — была найдена. Записываем значения регуляторов, при которых это получилось. Теперь, не изменяя значения напряжения уменьшаем подачу проволоки, и наблюдая за звуком/дугой ищем то минимальное значение подачи проволоки, при котором процесс ешё нормальный и устойчивый. Когда находим минимум подачи, при неизменном напряжении, и устойчивой дуге — записываем это значение. Потом точно так же ищем максимум подачи проволоки при неизменном напряжении. После нахождения максимума — это значение тоже записываем.
На данном этапе — мы имеем одну запись таблицы — при данном напряжении варить следует от такого до такого положения ручки подачи проволоки.
Далее — уменьшаем на 0,5 вольта напряжение и опять ищем минимальную и максимальную подачу проволоки, при которых сварочный процесс правильный и устойчивый. Полученные значения — записываем.
Повторяем "измерения" с уменьшением напряжения по 0,5 В, пока ПА сможет варить — вы сами увидите тот минимум, когда Ваш полуавтомат с уменьшением напряжения перестанет стабильно варить. Главное — не забывать записывать найденные минимумы и максимумы подачи для каждого напряжения.
После того, как были найдены и записаны самые "слабые" режимы работы ПА — возвращаем настройки к первой найденной рабочей точке, увеличиваем напряжение на 0,5 вольта и опять находим минимум и максимум подачи проволоки при "правильном звуке и красивой дуге". Записываем результаты.
Продолжаем производить настройку — измерения, увеличивая напряжение по 0,5 вольта. В определенный момент, после очередного увеличения напряжения Вы увидите и услышите, что больше нет того правильного звука, пошел крупнокапельный перенос металла с проволоки в сварочную ванну (а настраивали всё это время — на "режим сварки короткой дугой с короткими замыканиями"), значит надо остановиться — область настроек найдена.
Согласно собственноручно составленной таблице, где каждому напряжению соответствует минимум и максимум подачи проволоки — можете нарисовать себе график с областью, в которой следует "работать".
После "проб и настроек" кусок железа выглядел так:

У меня, для моего ПА Контур-180, проволоки 0,6 мм и защитного газа углекислота — получился следующий график:

Между зеленой и красными линиями — варит красиво и комфортно.
Для тонкой проволоки — 0,6 мм выяснилась такая особенность в настройках — проще было находить минимум и максимум напряжения при неизменной подаче проволоки. Для проволоки 0,8 мм — было проще измерять так, как описал выше.
Теперь — пару слов, зачем мне это было надо — пользуюсь полученным графиком. Если надо больше "тепла" — выбираю рабочую точку правее по графику, если сильно "жарит" — смещаюсь левее. Если надо больше тепла при той же подаче проволоки в сварочную ванну — в пределах графика добавляю напряжение, и наоборот …
Надеюсь написанное мною было хоть кому-то полезно, и два часа на написание данного "трактата" — были потрачены не зря. Замечания в комментариях — приветствуются, я сильно начинающий сварщик и мог написать что-то не так.
Доработка сварочного трансформаторного полуавтомата

Всем привет! В общем хочу поделиться решением небольшой проблемы, а точнее доработкой сварочного полуавтомата Profhelper EURO MIG 135P. (Данный аппарат из дешевых, и поэтому углекислота подается в зону сварки путем нажатия механического клапана в горелки.) Проблема заключалась в убитом сварочном рукаве и горелки, время берет свое. Решил поставить разьем к евро горелки, чтобы рукав был сьемный. Но столкнулся с проблемкой подачи углекислоты, а точнее установка электроклапана- без него не будет поступать кислота.

Сам евроразьем встал как влитой, только три отверстия просверлил под крепление на лицевой стороне.


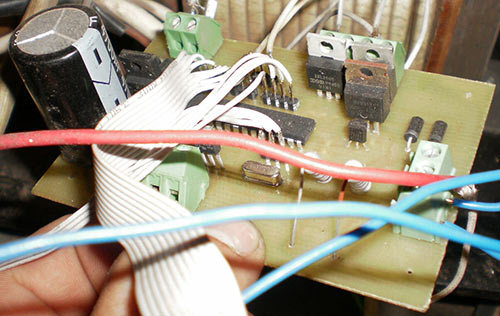
В общем когда механические вживления прошли успешно, принялся за электронную начинку.

Возможно я пошел по пути наибольшего сопротивления. Решил снимать сигнал с платы управления сварочника посредством оптрона PC817.

В электронике не силен, но все работает на практике, и довольно таки не плохо.
Сигнал с платы управления сварочника искал методом тыка и резистор R1 подбирал калькулятором для подбора резистора для светодиода. В оптроне стоит светодиод с одной стороны. Ну а остальную часть выдернул из этой схемки. Только дополнительно подтянул затвор мосфета IRF740 (такие были вналичие) на землю 10 К сопротивлением, чтобы не было ложных срабатываний.

Блок питания пошел в дело от старого принтера, 24 вольта. Как раз нужное питание для электроклапана ( он 24 вольта). При работе клапан потребляет 0.35А а блок питания 0.5 А .

Пока все было в разобранном виде все тестировалось под нагрузкой, частыми нажатиями кнопки и в конце зажал кнопку на горелки, и ждал несколько минут. За несколько минут чуток нагрелся резистор через который идет сигнал на оптрон, там как никак около 20 вольт, меньше не нашлось, и мудрить ни че не хотелось, Просто взял мощьный резистор. Все устроило и началась сборка в корпус.



При установки торцевых пластмасок корпуса выяснилось что нужно поработать дремелем, спереди подточил под евроразьем, сзади под клапан кислоты.

Результатом полностью доволен, все работает как часики. Данный аппарат резервный, так как есть инверторный полуавтомат Aurora pro 160.
В дальнейшем планирую доработать данный аппарат конденсатором по питанию первички и термистором (250 А) в разрыв плюсового провода на евроразьем. Для чего? Вычитал на форумах что помогло от насеров в начале сварочного шва. В момент сварки подается питание на трансформатор 220 вольт, происходит всплеск энергие- именно в данный момент появляются насеры в начале шва. Далее шов получается нормальный с хорошим проваром. На инверторе таких проблем не было. Сваркой занимаюсь более пяти лет. Надеюсь помог кому нибудь.
П.с. За разводку электросхемы сильно не пинайте, как умел так и сделал из подручных деталей.
Сварочный полуавтомат 30А - 160А своими руками

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
↑ Внешний вид сварочного полуавтомата

В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм

Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
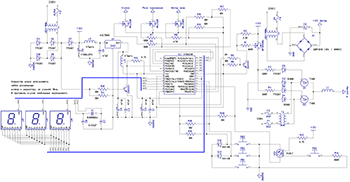
↑ Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).


Вид на монтаж

Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.

Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Читайте также: