Схема задержки газа для сварочного полуавтомата
Обновлено: 14.05.2024
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки - сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских - наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя - до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
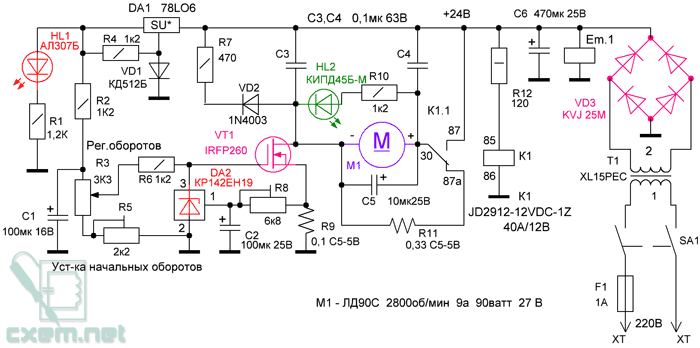
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении - вращение, при красном свечении - торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины - только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации - передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 - устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
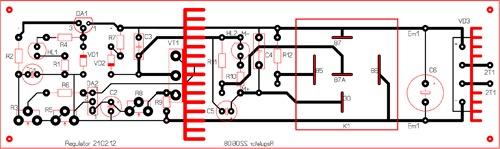
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 - проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 - штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 - предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя - R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Блок управления сварочным полуавтоматом.

Режимы работы аппарата.
1. Триггерный – это режим сварки без удержания кнопки управления. Например нажали кнопку управления и отжали- начался процесс сварки. Затем что бы выключить сварку нажимаем еще раз кнопку на горелке и отпускаем. Этот режим удобен для сварки длинных швов.
2. Таймерный – это режим сварки с удержанием кнопки управления, только время сварки задается резистором R22. По истечении времени сварка прекратится, затем кнопку можно отжать. Если во время сварки в этом режиме отпустить кнопку управления, то сварка сразу прекратится без выдержки оставшегося времени. Так сделано специально, что бы этот режим зависел от кнопки управления в случае если вы передумали варить и что бы потом не ждать окончания времени и смотреть как из горелки лезет проволока.
3. Импульсный – это режим импульсного включения двигателя во время сварки. например нам нужно заварить тонкий металл и мы в обычном режиме нажимаем – отпускаем кнопку управления на горелке, то есть варим как бы точками. Этот режим нам позволит это сделать без манипуляций с нажатием – отпусканием кнопки управления. При нажатии и удержании кнопки управления мотор будет включаться и отключаться автоматически. Время работы двигателя устанавливаем резистором R20, время паузы устанавливаем резистором R12. То есть этими резисторами подбираем нужные интервалы для ваших условий.
4. Ручной – это режим сварки зависящий от положения кнопки управления, одним словом нажали варим, отжали не варим.
Узел задержек пред-газ, пос-газ в данной схеме работает следующим образом:
При нажатии кнопки управления на сварочной горелке, включается подача газа. Затем после времени 1.3 секунды заданным резистором R8, включается двигатель подачи проволоки и ток сварки одновременно. В этот момент начинается процесс сварки.
После отпускания кнопки управления первым выключается двигатель, затем после времени 1.3 секунды заданным резистором R10, отключается сварочный ток и подача газа одновременно.
Узел задержек работает во всех 4 режимах сварки.
Также в схеме есть возможность отключить задержки пред-газ, пос-газ спаренным переключателем SA4. Это нужно для того если вы собираетесь варить проволокой когда задержки не нужны или по каким то другим причинам (например газа мало, а приварить нужно много).
Работа схемы с «живой кнопкой управления».
1. Если вы нажали на кнопку управления, включилась подача газа, но не включился двигатель и в это время вы передумали варить, то после отжатия кнопки управления, клапан газа отключится одновременно с кнопкой управления. То есть задержки пос-газ в этом случае не будет. Это удобно для экономии газа, также вы чувствуете кнопку управления.
2. Если вы нажали на кнопку управления, включилась подача газа, затем включился двигатель – идет процесс сварки. После отжатия кнопки управления отключится мотор – процесс пос-газ и если в это время вы решили продолжить варить (мало ли что), то двигатель включится сразу после нажатия кнопки управления без пред-газа. Это очень удобно.
Отсюда это понятие «живая кнопка управления«. В других подобных схемах вам придется ждать окончания пос-газа – если передумали варить или ждать пред-газ – если решили продолжить варить. Это не удобно и расход газа при этом увеличивается. В моей схеме это устранено и таких схем очень мало.
Пусковая схема сварочного полуавтомата
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ - аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его - параллельно сетевой обмотке трансформатора Т1.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт - подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» - регулировкой резистора R5 - «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 - питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные - медной или алюминиевой шиной, остальное - проводом в виниловой изоляции диаметром 2мм.
нужно реле задержки включения 0 — 2 сек с регулировкой

для полуавтоматической сварки (полуавтомата) нужно придумать реле задержки подачи проволоки, то есть чтоб при нажатии на кнопку сначала шла углекислота, а через примерно 0.5 секунды начинала итти проволока.
у кого какие идеи есть?
Комментарии 64
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.
нужно две кнопки рядом поставить разной высоты.временная задержка совсем не удобна.иногда надо просто кислотой что нибудь потушить, например краску плохо счищеную с детали или мастику.

Гениально! Как я раньше и сам не додумался?

серия Регтайм не удовлетворит?

Реле Finder с широким диапазоном интервалов задержки, думаю, цены от 1 тыс.


реле времени, Finder например…цена вопроса рулей 100


Регтайм производства "энергомаш" Калуга

На котором сварочнике верил, модель не знаю.
Принажимаешь кнопку идёт газ, дожимаешь подаётся проволока, может у вас так же

У меня такая сварка- Эдон. Там в ручке механический клапан на газ и электрический(кнопка)на проволку. Удобно что газ всегда в ручке.

У меня на полуавтомате при нажиме на курок идет СО2, чтоб пошла проволока надо сильней нажать.
Попробуй в самой рукоятке укоротить толкатель микрика, чтоб первым пневмоклапан срабатывал.
В новой горелке нет клапана, вот и приходится колдовать
Понятно… Тогда в магазин радиодетали… там у них всякие релюшки есть…

постоянно слетает трубка подачи СО2 с клапана(((
в горелке чтоль?
Да если бы это было возможным так и сделал бы, но в моем случае используется пластиковая трубка и фитинг

Ето реле задержки отключения.
Но я запросто могу переписать прошивку на задержку включения.
Интервал изменяется поминутам, но аналогично — можна переделать ма милисекнди.
то для меня слишком сложно!
Да ничего сташного.
Могу сделать.
Правда как для такого простого девайса — ценник конечно получится большой = Запчасти (15 грн контроллер, 8 грн реле, еще 10 грн рассипуха ну и работа хотяб 20грн. итого 53 грн.) Потом доставка "новая почта" еще 35 грн… итого 88грн…
В качестве питания — любая зарядка от мобильника (если нет, то тоже покупать надо). или 3 пальчика (но релюшка их скоро истащит).
Както так…

Поставить рукав с механическим клапаном в ручке. У меня так сделано. Кнопка имеет два положения. Первое газ. Нажимаешь дальше проволока. Удобно тем, что можно просто газом охлаждать место сварки или сбить пламя если антикор загорелся. Варю аргоном.
такой и стоял, но по завтыку купил без клапана(((
денег оно стоит, вот и приходится выдумывать…

ставится конденсатор транзистор и переменным резистором регулируется скорость заряда конденсатора, по его насыщению открывается транзистор и срабатывает реле.
Проще не придумаешь
я немного далек от этого) мне бы готовое устройство, бюджетное))
вот sanya05 схемку по делу прислал, пусть знакомые спаяют, цена тому 3 копейки.
Я как-то еще делал на 555 таймере задержку включения, сейчас поищу
блин, да, жаль, что далеко…(

+1 я то же ее собирал для полуавтомата исправно работает, только на выходе таймера поставил транзистор кт 818, а то NE 555 сгорело после 2 часов работы . может реле мощное поставил. Но теперь все отлично работает


на моем сварочном, нажимаешь курок до половины начинает идти газ, нажимаешь до упора пошла проволока. Думаю так на любом аппарате.
да, у меня тоже так было, пока не купил другой рукав с горелкой,
у новой горелки нет клапана, приидется его ставить в самом аппарате, и для этого и вся эта каша((

Читайте также: