Шероховатость поверхности кромок труб подготовленных к сварке составляет не более
Обновлено: 21.09.2024
Инструкция по визуальному и измерительному ко н тролю (РД 03-606-03). Серия 03 . Выпуск 39 / К олл. авт. - М .: Федеральн ое государственное унитарное предприятие «Научно-технический центр по безопасности в промышленности Го сгортехн адзора России», 2004 .
И н струкци я по в из уальному и измерительному контролю разработана Управлением по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России, Управлением по надзору в нефтяной и газовой промышленности Госгортехнадзора России, Управлением по надзору в химической, нефтехимической и нефтеперерабатывающей промышленности Госгортехнадзора России, Отделом газового надзора Госгортехнадзора России, АНТЦ «Энергомонтаж», ГУП НТЦ «П ромышлен ная б езопасность», АО ВНИИСТ с участием Н УЦ «Сварка и контроль» при МГТ У им. Н.Э. Баумана.
В разработке настоя щ ей Инструкции принимали участие: В.С. Котельников, И.А . Хап он ен , А.А. Ш ельпяков, С.И . Морозов, Г.М. Селезнев , А.С . Нечаев, Е.Н. Кокорев, В.Б . Бог од, С.А. Белкин , В.А. Феоктистов, Л .Д. Утенкова, Н.Н. Кон овалов, В.П . Шевчен ко, М .Ю . Москалев, В.Л . Дума, А.С. Моисеенко, Н .М. Капл ан, В.П. Ду кин , Г.А. Ги ллер, Л.Ю . Моги льн ер, А.Б. Докут ови ч, Н .Ю. Молодкин а.
Инструк ц ия по визуальному и измерительному контролю введена в действие приказом Госгортехнадзора России от 17 .07 .03 № 156 .
I. Область применения . 2
II. Термины и определения . 2
III. Общие положения . 3
IV. Квалификация персонала . 5
V. Требования к средствам визуального и измерительного контроля . 5
VI. Требования к выполнению визуального и измерительного контроля . 6
VII. Оценка результатов контроля . 32
IX. Требования безопасности . 33
Приложение А. Термины и определения основных понятий . 33
Приложение Б. Требования к содержанию Программы (плана, инструкции) входного контроля . 47
Приложение В. Требования к содержанию Технологической карты визуального и измерительного контроля . 47
Приложение Г. Требования к содержанию Карты операционного контроля . 48
Приложение Д. Примерный перечень средств визуального и измерительного контроля . 49
Приложение Е. Размерные показатели для норм оценки качества по результатам визуального и измерительного контроля . 50
Приложение Ж. формы документов, оформляемых по результатам визуального и измерительного контроля . 51
поста н ов лени ем Госгортехнадзора
России от 11.06 .03 № 92 ,
зар ег истриров ан ны м
Российской Федерации 20 .06 .03 г.,
Введена в действие
приказом Госгортехнадзора России
от 17 .07 .03 № 156
ИНСТРУКЦИЯ
ПО ВИЗУАЛЬНОМУ
И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ *
* Печатается по «Российской газете» от 21 июня 2003 г., № 120 /1 .
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производстве нн ых объектах, подконтрольных Госгортехн адзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящая Инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
III. ОБЩИЕ ПОЛОЖЕНИЯ
3 .1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3 .2 . Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий (далее - Т У), конструкторской документации и Правил.
3 .3 . Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3 .4 . Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3 .5 . Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил.
3 .6 . Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3 .7 . Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполняю т с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3 .8 . Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностны х трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных шв ов и допустимости вы явленны х деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3 .9 . Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, НД и Правил.
3 .10 . Визуальный и измерите льный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11 . Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей прое кт но-технологическую подготовку производства работ по контролю.
Примечание . Допускается разработку настоящих документов производить в составе ПТД.
3.12 . Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13 . Визуаль ный и измерительный контроль следует проводить всех доступны х для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3 .14 . Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20 -кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7 -кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - л упы до 20 -кратного увеличения.
3 .15 . Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16 . Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, бры зг метал ла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17 . Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18 . Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подл ежащих термической обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежат полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3 .19 . Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3 .20 . При визуаль ном и измеритель ном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детал и - для стыковых соединений, вы полн енны х дуго во й и эл ект ронн о-лу чево й сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нахл есточны х сварных соединений и соединений вварки труб в трубные доски, выполненных д уговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой сваркой.
3 .21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями П ТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
V. ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ *
* Тол щи номеры (ультразвуковые, вихреток овы е и пр.) относятся к средствам соотв етствующего вида контроля (ультразвукового, вихретоковог о и пр.), и использующие их спе циалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
лупы, в т ом числе измерительные;
линейки измерительные металлические;
угольники поверочные 90 ° лекальные;
штангенциркули, штангенрейсмус ы и штангенглубиномеры ;
угломеры с нониусом;
стен к омеры и толщиномеры индикаторные;
нутромеры микрометрические и индикаторные;
шаблоны, в т ом числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
плоскопараллельные концевые меры длины с набором специальных принадлежностей;
штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения. Примерный перечень средств визуального и измерительного контроля приведен в приложении Д.
5 .2 . Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5 .3 . Погрешность измерений при измерительном контроле не должна превышать величин, указанных в табл. 1, если в рабочих чертежах не предусмотрены другие требования.
5 .4 . Для определения шероховатости и волнистости поверхности следует применять профилографы -профи лометры , аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
5 .5 . Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
6.1. Подготовка деталей к сварке
6.1.1. На всех поступающих на монтажную площадку блоках, трубах и деталях до начала сборки мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие блоков, труб и деталей их назначению. При отсутствии клейм, маркировки или сертификатов блоки, трубы и детали к дальнейшей обработке не допускаются.
6.1.2. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам и требованиям НТД. Отклонение плоскости реза от угольника (размер "е" на рис.6.1) должно быть не выше следующих значений (по ОСТ 24.125.60-89 и ОСТ 108.030.40-79):
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под заданный внутренний диаметр, разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок проверяют специальными шаблонами);
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр, зачистки наружной и внутренней поверхностей и после калибровки).
6.1.3. При обработке концов труб длина цилиндрической расточки l под подкладное кольцо (рис.6.2) должна быть (мм):
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца (значение угла - см.п.6.1.6, б). Расточку можно не производить, если внутренние диаметры стыкуемых труб позволяют собрать стык в соответствии с требованиями п.6.2.5.
6.1.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных на рис.6.2.
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Трубы из высоколегированных сталей (мартенситного, мартенситно-ферритного и аустенитного классов) можно обрезать механическим способом, а также плазменно-дуговой, газо-флюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
Фаски на трубах из углеродистых и низколегированных сталей под ручную или автоматическую аргонодуговую сварку стыков без подкладных колец, а также на трубах из высоколегированных сталей независимо от способа сварки необходимо снимать только механическим способом.
Все местные уступы и неровности, имеющиеся на кромках собираемых труб и препятствующие их соединению в соответствии с требованиями чертежей или настоящего РД, следует до сборки устранить с помощью абразивного круга или напильника, не допуская острых углов и резких переходов.
При резке труб наружным диаметром более 76 мм на оставшейся ее части (которая в данный момент не идет в работу) должна быть сохранена маркировка завода-изготовителя или нанесены вновь несмываемой краской марка стали, номер плавки и размер трубы.
6.1.5. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0°С нужно производить с предварительным подогревом до 200°С и медленным охлаждением под слоем асбеста.
6.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую*(2), для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис.6.3, а). Области применения этого способа и допустимое значение раздачи приведены в табл.6.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению;
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис.6.3, б (для стыка без подкладного кольца) или 6.3, в (для стыка с остающимся подкладным кольцом) при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца должен быть не более 6° на трубах из аустенитной стали и не более 15° - из других сталей;
в) наплавка на внутреннюю поверхность трубы, имеющей больший внутренний диаметр, слоя металла с последующей его обработкой резцом или абразивным камнем для снятия неровностей и обеспечения плавного перехода к поверхности труб (рис.6.3, г). Такой способ можно применять для труб диаметром 159 мм и более из углеродистых и низколегированных сталей перлитного класса.
Шероховатость поверхности кромок труб подготовленных к сварке составляет не более
6.1.2. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам и требованиям НТД. Отклонение плоскости реза от угольника (размер "е" на рис. 6.1) должно быть не выше следующих значений (по ОСТ 24.125.60-89 и ОСТ 108.030.40-79):
6.1.3. При обработке концов труб длина цилиндрической расточки l под подкладное кольцо (рис. 6.2) должна быть (мм):
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца (значение угла бета - см. п. 6.1.6 "б"). Расточку можно не производить, если внутренние диаметры стыкуемых труб позволяют собрать стык в соответствии с требованиями п. 6.2.5.
6.1.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных на рис. 6.2.
Трубы из высоколегированных сталей (мартенситного, мартенситно-ферритного и аустенитного классов) можно обрезать механическим способом, а также плазменно-дуговой, газофлюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
6.1.5. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0 град. C нужно производить с предварительным подогревом до 200 град. C и медленным охлаждением под слоем асбеста.
6.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую , для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис. 6.3 "а"). Области применения этого способа и допустимое значение раздачи приведены в табл. 6.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению;
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 6.3 "б" (для стыка без подкладного кольца) или 6.3 "в" (для стыка с остающимся подкладным кольцом) при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца бета должен быть не более 6 град. на трубах из аустенитной стали и не более 15 град. - из других сталей;
12.1.13 При наличии требований по стойкости сварных соединений против межкристаллитной коррозии аустенитные сварочные материалы необходимо испытывать в соответствии с ГОСТ 6032.
12.1.14 Типы, конструктивные элементы подготовленных кромок и сварных швов должны соответствовать ГОСТ 16037, ГОСТ 22790 или других НД.
12.1.15 Резку труб и подготовку кромок под сварку необходимо проводить механическим способом. Допускается применение газовой резки для труб из углеродистых, низколегированных и теплоустойчивых сталей, а также воздушно-дуговой и плазменной резки для труб из всех марок сталей. При огневой резке труб должен быть предусмотрен припуск на механическую обработку.
12.1.16 Газовую, воздушно-дуговую и плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо проводить с предварительным подогревом от 200°С до 250°С и медленным охлаждением под слоем теплоизоляции.
12.1.17 После огневой резки труб из закаливающихся теплоустойчивых сталей подготовленные под сварку кромки должны быть проконтролированы капиллярной или магнитопорошковой дефектоскопией или травлением. Обнаруженные трещины удаляют путем дальнейшей механической зачистки всей поверхности кромки.
12.1.18 Отклонение c от перпендикулярности подготовленных под сварку торцов к оси трубы (рисунок 12.1), измеренное наложением угольника на базовую поверхность длиной не менее 100 мм, не должно превышать следующих величин:
Рисунок 12.1 - Отклонение c от перпендикулярности подготовленных под сварку торцов к оси трубы
| 158 × 112 пикс. Открыть в новом окне | |
12.1.19 Сборка стыков труб под сварку должна проводиться с использованием центровочных приспособлений, обеспечивающих требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка с помощью прихваток или временных технологических креплений, привариваемых на расстоянии 50-70 мм от торца труб.
Технологические крепления должны быть изготовлены из стали того же класса, что и свариваемые трубы. При сборке стыков из закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
12.1.20 При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не разрешается.
12.1.21 При сборке труб и других элементов с продольными швами последние должны быть взаимно смещены. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с номинальным диаметром 100 мм и менее продольные швы должны быть взаимно смещены на величину, равную одной четверти окружности трубы (элемента).
12.1.22 При сборке стыка необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки. Не допускается выполнять сборку стыка с натягом.
12.1.23 При сборке труб и других элементов смещение кромок по наружному диаметру не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм. При этом плавный переход от элемента с большей толщиной стенки к элементу с меньшей толщиной обеспечивается посредством наклонного расположения поверхности сварного шва. Если смещение кромок превышает допустимое значение, то для обеспечения плавного перехода необходимо проточить конец трубы с большим наружным диаметром под углом не более 15°.
12.1.24 В собранных под сварку стыковых соединениях из труб и деталей одинаковой номинальной толщины, не подлежащих механической обработке после сварки в зоне шва, допускаемое смещение кромок (несовпадение поверхностей соединяемых деталей) должно быть не более соответствующих величин, указанных в таблице 12.1.
Требования к подготовке трубопроводов под сварку
6.1. Все поступающие на монтажную площадку блоки, трубы и детали должны быть до начала сборки проведены мастером или другим ответственным лицом на наличие клейм и маркировки.
6.2. При дожде, ветре и снегопаде все работы следует выполнять при условии надлежащей защиты рабочих мест.
6.3. Сборку стыков труб, а также труб к штуцерам коллекторов и барабанов следует производить в последовательности, обеспечивающей свободный доступ к стыкам для сварки и контроля качества швов, а в случае необходимости – для исправления дефектов.
6.4. Запрещается подвергать каким-либо нагрузкам собранные узлы трубопроводов и труб поверхностей нагрева котлов во избежание образования трещин в швах.
6.5. При подготовке стыковых соединений труб под сварку необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации. Обратить внимание на перпендикулярность плоскости реза к оси трубы (рис. 2). Отклонение плоскости реза от угольника "L" не должно превышать значений, указанных в табл. 4.
Следует также проверить:
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под подкладное кольцо или под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок следует проверять специальными шаблонами);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленных допуском (после расточки под подкладное кольцо или под заданный внутренний диаметр или зачистки наружной и внутренней поверхностей после калибровки).
| Наружный диаметр трубы, мм | До 63 (включительно) | 76-125 | 125-219 | 273-529 | Более 529 |
| Допустимый перекос плоскости L, мм | 0,5 | 1,5 | 2,5 |
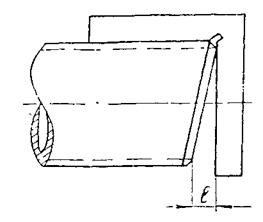
Рис. 2. Проверка перпендикулярности торцов труб
6.6. При обработке концов труб длина цилиндрической расточки L под подкладное кольцо (рис. 3) должна быть не менее 20 мм при толщине стенки трубы до 25 мм включительно и не менее 50 мм – при большей толщине. Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.
6.7. Обработку концов (обрезку труб и снятие фасок) необходимо производить механическим способом с помощью специальных труборезных станков. Шероховатость поверхности кромок труб должна соответствовать данным, приведенным на рис. 3. Разрешается обрабатывать концы труб газовой резкой, но с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.
6.8. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха
ниже 0 ºС нужно производить с предварительным до 200 ºС подогревом и медленным охлаждением под слоем асбеста.

Рис. 3.Шероховатость поверхностей кромок
6.9. Если у стыкуемых труб разность внутренних диаметров превышает допустимую (п.6.18), то для обеспечения перехода в месте стыка может быть применен один из следующих способов:
а) раздача (вхолостую или с нагревом) конца трубы с меньшим внутренним диаметром путем его калибровки (рис. 4а).
Область применения способа и допустимое значение раздачи приведены в табл. 5. После раздачи необходимо проверить, не произошло ли утонение стенки трубы больше допустимого размера;
б) механическая обработка (расточка) на внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис. 4б (для стыка без подкладного кольца) или рис. 4в (для стыка с остающимся подкладным кольцом), при условии, что толщина стенки трубы после расточки будет не менее расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца должен быть не более 15º.
| Сталь | Способ раздачи* | Диаметр трубы, мм, не более | Толщина стенки трубы, мм, не более | Раздача ** А, %, не более |
| Углеродистая | Вхолодную | |||
| 84-200 | ||||
| С нагревом | ||||
| Низколегированная: | ||||
| теплоустойчивая | Вхолодную | |||
| С нагревом | ||||
| конструкционная | Вхолодную | |||
| С нагревом |
* Раздачу с нагревом следует производить при температуре 900-1000 ºС концов труб из низколегированных теплоустойчивых сталей, при 700-900 ºС – из низколегированных конструкционных и углеродистых сталей.
** Рассчитывают по формуле А = (Д2 – Д1) 100 / Д1, где Д1 и Д2 – внутренний диаметр трубы соответственно до и после раздачи.
6.10. При стыковке труб с разными наружными диаметрами размер h (рис. 5) должен быть не более 30% толщины более тонкой трубы, но не более 5 мм. Если разность наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (см. рис. 5).
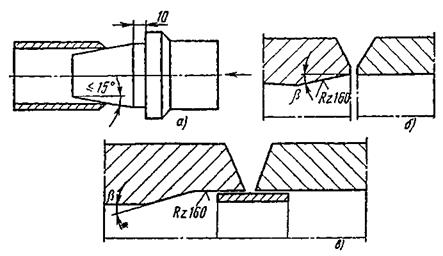
Рис. 4.Способы обработки концов труб при стыковке элементов,
имеющих разные внутренние диаметры

Рис. 5. Обработка концов труб при стыковке элементов,
имеющих разные наружные диаметры
6.11. Вмятины на концах труб можно исправлять с помощью разжимных устройств при условии, что глубина вмятин не превышает 3,5% диаметра трубы, а толщина стенки составляет не более 20 мм. Вмятины на трубах можно исправлять вхолостую или нагревом.
Концы труб с вмятинами глубиной более 3,5%, а также с забоинами глубиной более
5 мм следует обрезать или исправлять путем наплавки.
6.12. Подгибку труб в монтажных условиях разрешается производить на трубах из низкоуглеродистых и низколегированных конструкционных сталей на угол не более 15 ºС, а из хромомолибденовых сталей – не более 10 ºС.
Трубы из теплоустойчивых сталей независимо от толщины стенки при подгибке следует подогревать в месте подгибки до температуры 710-740 ºС. Трубы из низкоуглеродистых и низколегированных сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм; при большей толщине – с подогревом до 650-680 ºС. После подгибки нагретый участок необходимо обернуть асбестом для медленного охлаждения металла. Место подгибки должно находиться вне подгиба трубы и при диаметре более
100 мм отстоять от него на расстоянии не менее 200 мм. Температуру подогрева контролируют с помощью термокарандашей, термокрасок или термопар, прибора ТТЦ-1 ("Ватра"). Термообработка места подгибки не требуется.
6.13. Кромки литых деталей трубопроводов необходимо подготавливать только в заводских условиях.
Сборка стыков труб
6.14. Для закрепления стыков труб в фиксированном под сварку положении следует применять центровочные приспособления и ставить прихватки.
В качестве центрирующих приспособлений могут быть использованы центраторы трубосварочные моделей ЦТ-60, ЦТ-114, ЦТ-426, изготавливаемые Полтавским заводом ПО "Спецмонтажконструкция", (рекомендуемое приложение 7, рис. 1-3). Трубы диаметром до 50 мм можно собирать с помощью клещей (приложение 7, рис. 4), а трубы диаметром 133-377 мм – с помощью приспособления хомутового типа (приложение 7, рис. 5). Сборку труб диаметром более 100 мм можно производить с помощью стяжных уголков или компенсационных планок (приложение 7, рис. 6).
6.15. В случае сборки стыка труб из хромомолибденовых сталей с помощью уголков или компенсационных планок, приварку этих элементов к трубам следует производить электродами типа Э46А или Э50А с предварительным подогревом места приварки. Уголки и планки могут быть удалены (механическим путем или газовой резкой) только после наложения не менее двух-трех первых слоев шва. Места приварки этих деталей к трубам должны быть зачищены и тщательно просмотрены на предмет обнаружения и удаления поверхностных трещин.
Уголки и компенсационные планки рекомендуется изготавливать из углеродистой стали 20, Ст2, Ст3.
6.16. Конструктивные размеры сварных соединений по ГОСТ 16037 приведены в рекомендуемом приложении 8.
6.17. Непосредственно перед сборкой кромки, внутренняя и наружная поверхности труб на участке не менее 20 + 20 мм от торцов должны быть зачищены до металлического блеска и обезжирены. Перед установкой штуцера (трубы) в коллектор или барабан должны быть зачищены поверхности вокруг отверстия на 15-20 мм со стороны наложения сварного шва и поверхность очка – на всю глубину.
6.18. Смещение внутренних поверхностей свариваемых труб (и фасонных деталей) при сварке стыков с односторонней разделкой кромок без подкладного кольца должно быть не больше значений, указанных в табл. 6.
При диаметре труб более 200 мм смещение внутренних кромок должно быть не выше: при толщине тубы S до 4 мм – 0,2S, при большей толщине 0,15S, но не более 2 мм.
| мм | |||
| Толщина стенки трубы, S | до 10 | Свыше 10 до 20 | Свыше 20 |
| Максимально допустимое смещение внутренних кромок | 0,5 | 0,05S |
6.19. Для стыков труб, собираемых и свариваемых на остающемся подкладном кольце, разность внутренних диаметром элементов в месте стыка не должна превышать 2 мм с тем, чтобы в собранном стыке зазор между кольцом и внутренней поверхностью элемента был не более 1 мм.
6.20. Смещение с наружной стороны поверхности свариваемых труб и элементов оборудования с одинаковой толщиной стенки не должно превышать значений, указанных в табл. 7.
| Номинальная толщина стенки соединяемых элементов (деталей), S, мм | Максимально допустимое смещение (несовпадение) кромок в стыковых соединениях, мм | ||
| продольных, меридиональных, хордовых и круговых на всех элементах, а также кольцевых при приварке днищ | поперечных кольцевых | ||
| при трубных и конических элементах | при цилиндрических элементах из листа или проволок | ||
| 0-5 | 0,20S | 0,20S | 0,25S |
| >5-10 | 0,10S + 0,5 | 0,10S + 0,5 | 0,25S |
| >10-25 | 0,10S + 0,5 | 0,10S + 0,5 | 0,10S + 0,5 |
| >25-50 | 3 (0,04S + 2,0)* | 0,06S + 1,5 | 0,06S + 1,5 |
* Могут быть допущены только в случаях, указанных в рабочих чертежах. В стыковых сварных соединениях, выполненных электродуговой сваркой с двух сторон, указанное смещение кромок не должно быть превышено ни с наружной, ни с внутренней сторон шва.
6.21. Прямолинейность труб в месте стыка (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладываемой в трех-четырех местах по окружности стыка (рис. 6).
Максимально допустимый просвет "а" между концом линейки и поверхностью трубы в собранном (но не заваренном) стыке не должен превышать 1,5 мм на расстоянии 200 мм от стыка. В заваренном стыке он должен быть не более 3 мм.
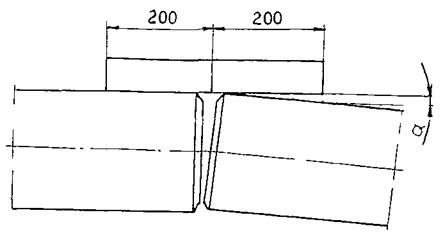
Рис. 6. Проверка правильности сборки стыкового соединения
6.22. Расположение поперечных сварных швов на трубах (рис. 7) должно отвечать следующим требованиям:
Расстояние между осями соседних поперечных швов l1, при S, мм
| до 8 | не менее 50 |
| более 8 | не менее 3S, но не менее 100 |
Расстояние от начала гиба (закругления) до оси поперечного шва l2, от наружной поверхности элемента (барабана, камеры, транзитной трубы) до оси поперечного шва l3 или до начала гиба l4 при Дн, мм:
| до 100 | не менее Дн, но не менее 50 |
| более 100 | не менее , но не менее 100 |
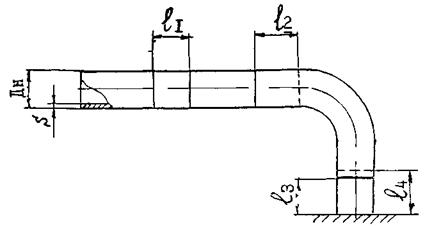
Рис. 7.Расположение поперечных сварных швов
6.23. При сборке труб и других элементов, имеющих продольные или спиральные швы, последующие должны быть смещены один относительно другого.
Смещение (для труб Ø > 100 мм) должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
Приварка подкладного кольца
6.24. При сборке стыков трубопроводов с подкладными кольцами не должно быть перекоса подкладного кольца. Прихватку и приварку подкладного кольца выполняет сварщик, который в дальнейшем будет сваривать этот стык, или сварщик, имеющий удостоверение на право сварки подобных стыков. Последовательность сборки стыка с подкладным кольцом должна быть следующей:
подкладное кольцо следует установить в одну из труб с зазором между кольцом и внутренней поверхностью трубы не более 1 мм;
произвести прихватку кольца с наружной стороны в двух местах и последующую приварку его к трубе ниточным швом с катетом не более 4 мм (рис. 8а). Прихватку и приварку кольца к трубе низколегированной стали следует выполнять с предварительным подогревом конца трубы и подкладного кольца в соответствии с данными табл. 9;
ниточный шов зачистить от шлака и брызг;
вторую стыкуемую трубу надвинуть на выступающую часть подкладного кольца (зазор между концом ниточного шва и второй трубой должен быть равен 4-5 мм), проверить правильность сборки стыка;
подкладное кольцо приварить ниточным швом ко второй трубе (рис. 8б);
предварительно подогреть стык в соответствии с требованиями табл. 9.
Корневой слой следует сваривать электродами диаметром 2,5-3 мм.
В процессе сборки трубы с приваренным кольцом не должны перемещаться и подвергаться ударам по кромкам и кольцу.
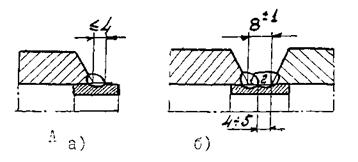
Рис. 8.Приварка подкладного кольца
а – к первой трубе; б – ко второй трубе
6.25. Подкладные кольца для стыков труб из низкоуглеродистых и низколегированных сталей следует изготавливать из стали 20 или другой низкоуглеродистой стали спокойной или полуспокойной выплавки с содержанием углерода не более 0,24%; для стыков труб из низколегированных теплоустойчивых сталей можно применять подкладные кольца из стали 12Х1МФ. Размеры подкладного кольца: ширина – 20-25 мм, толщина – 3-4 мм. Если кольцо изготавливают из полосовой стали, то стыковой шов кольца следует зачистить заподлицо.


ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между.

ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования.

Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.).

Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот.
Читайте также: