Шероховатость поверхности под сварку гост
Обновлено: 04.05.2024
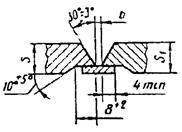
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
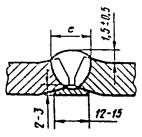
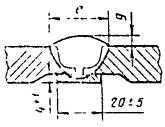
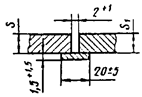
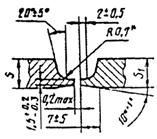
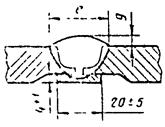
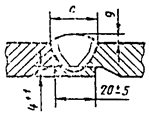
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
* Допускается увеличение до 2 мм.
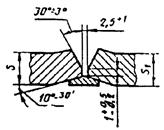
2,5 (при D у до 150 включ.) 3,0 (при D у более 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры

Примечание . Допускается применение штуцеров и ниппелей с фаской.
В, не более
30 (при D н до 32 включ.)
40 (при D н св. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
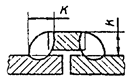
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
Конструктивные элементы и размеры
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
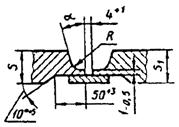
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
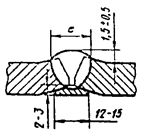
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
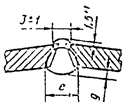
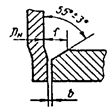
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
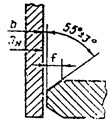
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
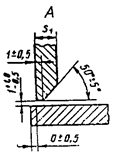
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.04.80 № 1876
Шероховатость поверхности под сварку гост
Параметры и характеристики
Surface roughness. Parameters and characteristics
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
Издание (август 2018 г.) с Изменениями N 1, 2, утвержденными в мае 1980 г., январе 2017 г. (ИУС 7-80, 7-2017)
1. Настоящий стандарт распространяется на шероховатость изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.).
2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например,к участкам поверхности, заключенным между порами крупнопористого материала участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
2-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra - среднеарифметическое отклонение профиля;
Rz - наибольшая высота профиля;
- полная высота профиля;
Sm - средний шаг неровностей;
S - средний шаг местных выступов профиля;
- относительная опорная длина профиля, где - значение уровня сечения профиля.
Параметр Ra является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
7. Типы направлений неровностей поверхности выбирают из табл.1.
Типы направлений неровностей
Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Межгосударственный стандарт ГОСТ 16037-80* "Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры" (введен в действие постановлением Госстандарта СССР от 24 апреля 1980 г. N 1876)
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
е - ширина сварного шва;
g - выпуклость сварного шва;
- толщина подкладного кольца;
с - притупление кромки;
В - ширина нахлестки;
К - катет углового шва;
- катет углового шва со стороны разъема фланца;
- наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. N 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Продолжение табл. 1
Примечание. В графе "Толщина стенки и минимальный наружный диаметр трубы для способов сварки" в числителе приведены предельные толщины стенок, а в знаменателе - минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-33.
Примечание. При способе сварки 3Н зазор .
Примечание. Допускается применение штуцеров и ниппелей с фаской.
Примечание. Значение "K" определяется при проектировании.
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
1. При способе сварки 3Н зазор .
3. Величина приведена после расточки.
Примечание. При способе сварки Н3 зазор .
Для угловых швов в таблицах приведен расчетный катет.
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину , должен быть сделан скос до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
14. Предельные отклонения катета углового шва К, от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3 мм.
(Измененная редакция, Изм. N 1).
Откройте актуальную версию документа прямо сейчас или получите полный доступ к системе ГАРАНТ на 3 дня бесплатно!
Если вы являетесь пользователем интернет-версии системы ГАРАНТ, вы можете открыть этот документ прямо сейчас или запросить по Горячей линии в системе.
Межгосударственный стандарт ГОСТ 16037-80* "Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры" (введен в действие постановлением Госстандарта СССР от 24 апреля 1980 г. N 1876)
Текст ГОСТа приводится по официальному изданиию Госстандарта России, ИПК Издательство стандартов, 1999 г.
Дата введения установлена с 1 июля 1981 г.
Ограничение срока действия снято по протоколу 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
* Переиздание (май 1999 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91)
Конструктивные элементы и размеры
Способ сварки
сварного шва

(при Dу до 150 включ.) 3,0 (при Dу более 150)
cварного шва





30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)



Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.


1. При способе сварки 3Н зазор b = 2,0 +0,5 .
Примечание . При способе сварки НЗ зазор b = 2 +0,5
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Читайте также: