Шнек ручного сварочного экструдера
Обновлено: 27.04.2024

Непосредственный рабочий процесс представляет собой непрерывное перемещение сырья сквозь предназначенное для формовки отверстие. Именно этот процесс позволяет получить на выходе превосходную единицу продукта. И здесь основная роль ложиться на такие части экструдера как шнеки. По большому счету, чтобы дать более полное понимание ситуации, можно сравнить шнеки со спиралью продвигающей мясо по мясорубке. Все то же самое только для пластика.
Как изготовить шнек для экструдера
Чтобы полнее осознать весь процесс изготовления этого элемента, приведем список необходимых инструментов:
- тиски;
- сварка;
- болгарка;
- молоток;
- дрель.
Итак, инструменты разложены в пределах досягаемости, место подготовлено. В качестве сырьевого материала вы можете взять листовую сталь, ее толщина должна составлять 3мм. Но все же первым делом следует обдумать то, из чего и как будет создан корпус. Корпус, это конструкция, напоминающая сегментную трубу, где каждый сегмент скреплен болтами.
Не забывайте о том, что каналы для погрузки и разгрузки сырья должны присутствовать изначально, а не просверливаться наспех. В противном случае вам будет некуда уложить сырье и соответственно, конечный вывод продукта производиться так же не будет. Не забывайте и про ликвидационный люк – чтобы вовремя очистить агрегат от сора и предотвратить забой. Расчет шнека экструдера производится в зависимости от размеров непосредственного агрегата.

Виды винтов для экструдера
На самом деле, все винты можно поделить на две группы:
- Винт сплошной, этот элемент экструдера довольно интересен. На основании, прямом и прочном, расположена пластина производящая захват. Пластина располагается спиралевидным образом, и в этом случае очень важен баланс винта. Именно грамотная балансировка способна уберечь агрегат от деформации, смещения вибраций и изгибов. Так же не забывайте о том, что основание винта должно быть шире, чем его транспортировочная часть.
- Второй вариант это ленточный винт. Конструкция этого шнека довольно проста – труба с лентой, пропущенной сквозь «ребра». Такой экструдерный шнек применяется при работе со сложным материалом. Эту конструкцию достаточно легко очистить.
Как ухаживать
Чтобы свежеизготовленный элемент проработал как можно дольше и лучше соблюдайте несколько простых правил:
- частая и обильная смазка для устройства позволит надолго отсрочить момент окончательной поломки;
- умеренная загрузка – вес загруженного сырья не может быть выше нормы;
- тщательная профилактика перепадов скоростей вращения – именно перепады особенно сильно изнашивают агрегат;
- своевременное отключение и произведение очистки агрегата в случае его засорения.
Именно эти, простые и понятные заповеди существенно продлят жизнь вашего экструдера, что несомненно важно. Ведь шнековый экструдер своими руками будет дешевле в денежном эквиваленте, но, несомненно, дороже в духовном плане. Как и любая иная вещица созданная самостоятельно.
Ручной сварочный экструдер своими руками больше не является фантазией. С развитием технологий, появилась реальная возможность создать этот агрегат самостоятельно. Разберемся для
На сегодняшний день практически невозможно представить себе полимерную промышленность без использования свойств экструзии. Данный технический процесс выполняется на специальных
На сегодняшний день в связи с широким доступом информации в интернете, ответ на любой вопрос, можно найти достаточно быстро и легко. Например: «Экструдер что это такое?».
Плоскощедовая экструзия применяется для изготовления листов перепропилена и листов полистерола. Экструзийный процесс технологически непрерывен, его суть в том, чтобы продавить
Россияне, занятые в сельском хозяйстве, стараются обрабатывать зерно, используя специальное оборудование. Это делается для того, чтобы продукт, полученный из зерновых, давал
Купить шнеки для экструдера пластика
EASTPLAST предлагает купить шнеки для экструдеров ПЭ и ПП, двухшнековых экструдеров ПВХ, термопластавтоматов, грануляторов. У нашей компании налажено долгосрочное сотрудничество с несколькими заводами производителями в Китае, на которых размещаются заказы.
Предлагаем изготовление шнеков и цилиндров как по чертежам Заказчика, так и по требуемым параметрам и области применения экструдера или термопластавтомата.
В зависимости от типа и модели литьевой машины, применяемого сырья и количества наполнителей (например, мела CaCO3, древесной муки и т.д.) индивидуальных для каждого отдельного случая, специалисты компании помогут определить конструкцию шнековой пары, подходящей под вашу конкретную задачу.
Конический шнек Ф55/Ф120 находится на складе в Дмитрове.









Конические шнеки (2 шнека и цилиндр) для жесткого порошкового ПВХ
Для того, чтобы эффективно и с высокой производительностью перерабатывать жесткие ПВХ смеси, шнеки и цилиндры должны быть изготовлены с высокой степенью точности и минимальными допусками. Для предотвращения риска преждевременного износа, возникающего при использовании смеси ПВХ с большим количеством наполнителей и увеличения срока службы мы предлагаем клиентам долговечные биметаллические шнеки и цилиндры.

| Размеры, (d/D) | Длина, (мм) | Производительность, (кг/ч) | Скорость вращения, (rpm) |
| Ф 35 / Ф 75 | 810 | 40 — 70 | 5 — 50 |
| Ф 45 / Ф 90 | 990 | 50 — 80 | 5 — 45 |
| Ф 50 / Ф 105 | 1070 | 100 — 150 | 4 — 45 |
| Ф 51 / Ф 105 | 1220 | 100 — 150 | 4 — 45 |
| Ф 55 / Ф 110 | 1220 | 120 — 180 | 4 — 40 |
| Ф 55 / Ф 120 | 1230 | 130 — 180 | 4 — 40 |
| Ф 60 / Ф 125 | 1320 | 150 — 200 | 4 — 40 |
| Ф 65 / Ф 120 | 1440 | 200 — 250 | 4 — 40 |
| Ф 65 / Ф 132 | 1440 | 200 — 250 | 4 — 40 |
| Ф 70 / Ф 140 | 1460 | 220 — 300 | 4 — 40 |
| Ф 75 / Ф 150 | 1480 | 250 — 320 | 4 — 35 |
| Ф 80 / Ф 143 | 1800 | 300 — 360 | 4 — 35 |
| Ф 80 / Ф 156 | 1660 | 300 — 360 | 4 — 35 |
| Ф 92 / Ф 188 | 2000 | 400 — 500 | 3 — 35 |
Азотированные шнеки и цилиндры
Для стандартных задач в литье под давлением и экструзии используются шнеки из азотированной стали. Упрочнение происходит путем длительной азотации в течение не менее чем 90 часов. Предлагаем изготовление шнеков и цилиндров как по чертежам заказчика, так и по требуемым параметрам и области применения оборудования.
| Термическая обработка | Шнеки | Цилиндры |
| Газовое азотирование | ||
| Диаметр, (мм) | 14 - 400 | < 500 |
| Длина, (мм) | < 10000 | < 8000 |
| Время азотации, (ч) | 96 | |
| Глубина азотации, (мм) | 0,5 - 0,8 | |
| Твердость | 950 - 1000 HV | |
| Применение | Для пластмасс с стеклонаполнением < 10% | Для пластмасс с стеклонаполнением < 15% |
Биметаллические шнеки и цилиндры
Биметаллические шнеки предназначены для переработки агрессивных марок пластмасс, а также их используют для изготовления тех изделий, к которым применяются высокие требования по прозрачности. Под воздействием абразивных и коррозийных материалов, таких как мел, стекловолокно, древесная мука, красители, которые используются в композиции с пластмассами, шнеки и цилиндры, изготовленные из стандартного материала, обладают ограниченным сроком службы. Наряду со стандартными азотированными шнеками, мы предлагаем клиентам биметаллические шнеки и цилиндры, во много раз более устойчивые к коррозийному и абразивному износу и обладающие длительным сроком службы. В состав покрытия входят такие элементы как Si, Mn, Cr, Mo,V, W твердостью 52-60 HRc. Биметаллические шнеки и цилиндры, по сравнению с изготовленными из стандартной азотированной стали обладают в два, три раза большим сроком службы.

Сплавы для биметаллических цилиндров
Сплавы для биметаллических шнеков
| Тип покрытия | Базовый материал | Состав сплава | Твердость, HRC | Износостойкость | Коррозионно-стойкость |
| JYS-1 | Ni | Cr, Si, W, Ni | 52-56 | * | ** |
| JYS-2 | Ni | Cr, Si, W, Mo, Ni | 55-58 | ** | ** |
| JYS-3 | Co | Cr, Si, W, Mo, Co, Ni | 46-50 | *** | *** |
Высокопрочные шнеки
Высокопрочные шнеки для экструдеров предназначены для переработки стеклонаполненных марок пластмасс. Твердость HRC 62-65.

Шнеки специального назначения
Нашими китайскими партнерами было разработано много новых конструкций шнеков для решения специализированных задач по переработке различных материалов.

Аксессуары
Мы предлагаем изготовление следующих аксессуаров широко применяемых в литье под давлением и экструзии: комплекты нагревателей цилиндров, кожухи вентиляторов, комплекты нагревателей для адаптеров, различные сопла, переходники, торпеды, адаптеры, фланцы, шнеки для загрузчиков.

Как купить шнек для экструдера
Чтобы купить шнек для экструдера необходимо представить чертеж изделия, если Заказчик не может представить чертеж, он разрабатывается специалистами EASTPLAST совместно с китайскими партнерами и предоставляется для внесения поправок заказчику. Срок изготовления шнека составляет от 30 до 40 дней. Стандартные типоразмеры шнековых пар есть в наличии на складе в Москве.
Завод – наши возможности
Мы имеем двадцатилетний опыт в изготовлении шнеков, а наш завод изготовитель оснащен большим количеством современного оборудования для металлообработки и оборудованием для проверки качества готовой продукции. Завод сертифицирован ISO и поставляет шнеки по всему миру, в том числе в Европу, США, Южную Америку и Азию.
Шнеки для экструдеров и термопластавтоматов. Виды, назначение и применение

Шнек — высоконагруженный конструкционный элемент, работающий при температурах близких к 200 градусам и давлении, часто превышающем 200 бар.
Основным оборудованием для производства продукции из полимерных материалов с различными композитными добавками служат термопластавтоматы (ТПА) и экструдеры. Они различаются по типу выпускаемой продукции, и многообразие их типов определяет технические параметры используемого шнека. Также существует разница в интенсивности эксплуатации шнека в ТПА и экструдере: при непрерывном литье, она гораздо выше, чем при отливке форм на термопластавтомате.









1. Технологические процессы в экструдерах и термопластавтоматах
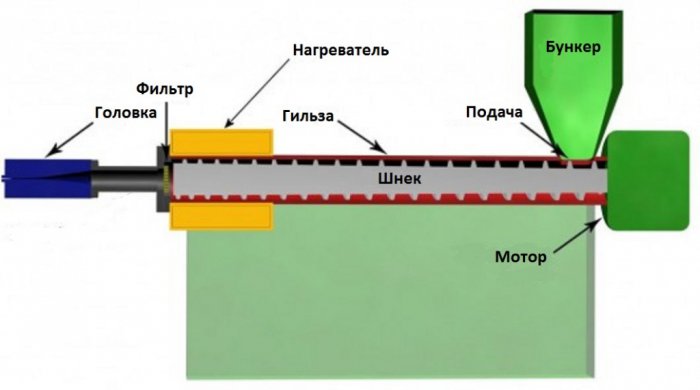
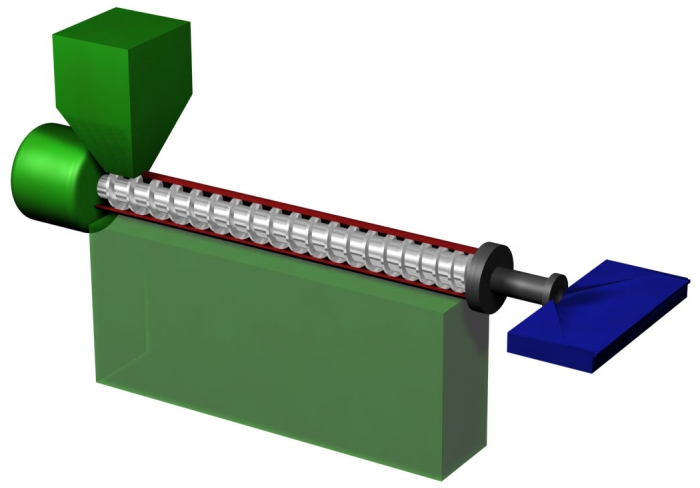
1.1 Принцип работы
Метод экструзии пластмасс заключается в расплавлении и сжатии гранул полимера по мере их перемещения по винтовому каналу, образованному шнеком. Расплавленный однородный материал выдавливается через фильеру (экструзионная головка) с поперечным сечением заданной формы.
Функциональные зоны по агрегатному состоянию:
- Зона загрузки - питания
- Зона сжатия - плавления
- Зона дозирования - гомогенизации
Основная разница работы шнека в экструдере и ТПА, это непрерывность и периодичность процесса. Определяющим фактором износа шнека является агрессивность добавок, применяемых при литье продукта. Такие добавки чаще и активнее применяют при экструзии.
1.2 Технические характеристики
Существует небольшое количество часто используемых шнеков стандартных размеров, это диаметры: Ø 55/120 мм; Ø 65/132 мм; Ø 80/165 мм. С изменением диаметра варьируются такие параметры, как производительность, длина и скорость вращения. Однако, стандартизировать размерную линейку шнеков под все виды выпускаемой продукции практически невозможно. Подбор этого элемента в большинстве случаев происходит под заказ по индивидуальным параметрам и технологическим особенностями процесса литья.
Параметры шнека экструдера:
- длина шнека L и диаметр шнека D
- отношение длины к диаметру L/D
- глубина нарезки по длине шнека (геометрия шнека)
- длины отрезков с различной глубиной нарезки
- угол винтовой нарезки
- шаг винта
- количество шнеков
- характер сопряжения шнеков

2. Особенности одношнековой и двухшнековой конструкции оборудования
Двухшнековый экструдер в отличии от одношнекового в материальном цилиндре имеет два шнека в конструкции и состоит из следующих элементов:
- материальный цилиндр с помещенным в него шнеком
- электродвигатель
- редуктор
Регулировка каждого цилиндра производится индивидуально, а точность регулировки температуры нагрева повышается за счет смонтированных на каждой зоне нагрева устройств охлаждения и кольцевых нагревателей. Загрузочная часть цилиндра постоянно охлаждается в процессе работы экструдера, чтобы предотвратить преждевременного оплавления полимерной массы и слипания гранул материала.
В большинстве случаев, используются соскабливающие шнеки, работающие по принципу принудительной подачи. Широкое распространение получили конические двухшнековые экструдеры, конструкция которых обеспечивает подачу большего количества полимерной массы в зону плавления. Особенно это касается порошковых композиций с плохой сыпучестью, композиций на основе порошкообразного ПВХ с различными наполнителями, такими как мел или древесная мука, и т.д.
При одинаковой мощности плавления, длина нарезанной части шнека конического экструдера меньше, чем у экструдера с параллельными шнеками. В двухшнековых экструдерах сжатие полимерной массы происходит за счет увеличения шагов витка.

3. Виды и особенности шнеков
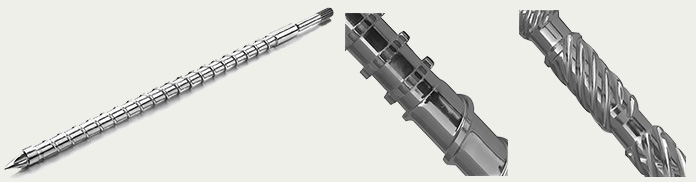
Шнеки могут иметь различные формы в зависимости от назначения:
- шнек со скоростным сжатием, для переработки полимеров с узкой областью плавления,
- барьерный шнек, который способен обеспечить большую производительность при оптимальном качестве плавления,
- шнек с системой дегазации, для удаления летучих компонентов из расплава,
- шнеки со смесительными и диспергирующими элементами применяются вместе с захватывающей втулкой.
Перечисленные виды конструкций в значительной степени определяют и способствуют процессу пластикации и гомогенизации. Передний конец шнека завершается наконечником, а задний конец шнека имеет шлицы для передачи крутящего момента.
От конструкции шнека зависит величина степени сжатия материала, то есть отношение объемов винтовых каналов на участках одного шага в зоне питания и выдавливания. Для переработки полиолефинов и полиамидов используются шнеки с более высокой степенью сжатия, а при изготовлении пленок и кабельных изделий применяют шнеки, имеющие более низкую степень сжатия.
Различают шнеки сонаправленного и встречного вращения. Обе системы имеют как преимущества, так и недостатки. Чаще всего используются двухшнековые экструдеры со шнеками встречного вращения, такие шнеки также рекомендуется использовать для процесса дегазации. В этом случае материал постоянно захватывается вращающимися шнеками, что позволяет не забиваться отверстию дегазации. В шнеках с системой дегазации отсос летучих компонентов производится на среднем участке шнеков.
4. Материалы для шнековых пар, конструкционные особенности
Шнек и материальный цилиндр (шнековая пара) составляют узел пластикации.
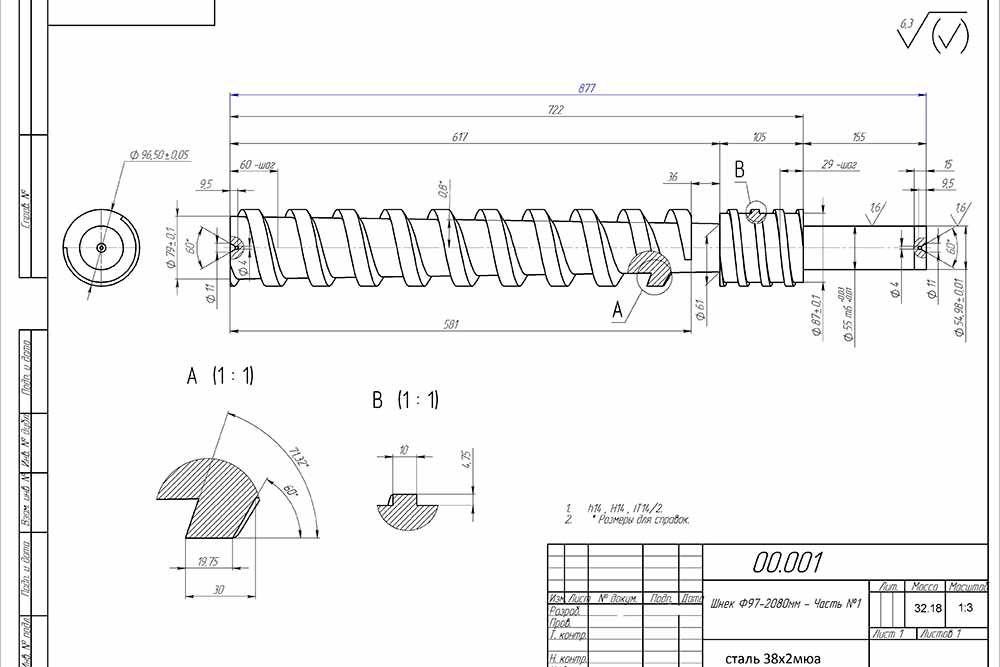
Шнеки обычно изготовляют из низколегированных сталей таких как 38ХМЮА. Износ шнеков происходит вследствие эрозии и коррозии, поэтому к прочности и износостойкости шнеков и цилиндров (например, при переработке полимеров с минеральными и абразивными наполнителями) предъявляются высокие требования. В целях упрочнения, на гребни витков наваривают слой износостойкого сплава, либо подвергают их закалке и азотированию, а также применяют центробежную заливку внутренней поверхности цилиндров. Для обеспечения коррозионной стойкости при переработке ПВХ шнековые пары часто хромируют.
Цилиндры могут быть выполнены цельными (коваными или литыми) или соборными.
По методу обогрева цилиндры могут быть с рубашкой для теплоносителя и без нее. Цилиндры могут также различаться по методу крепления привода и головки.
- фланцевое
- винтовое
- байонетное
Снаружи цилиндра располагаются устройства обогрева и охлаждения, термопары и термоизоляционные кожухи. При переработке пластифицированного ПВХ и при использовании шнеков с дегазацией для ПС, АБС, УПС, ПММА, в основном применяются цельные цилиндры. Большинство цилиндров одношнековых экструдеров для переработки полиолефинов имеют сборное исполнение, что позволяет увеличить производительность.
Компания EASTPLAST является опытным поставщиком термопластавтоматов и экструдеров, специалисты отдела продаж помогут точно подобрать оборудование по заданным характеристикам, что позволит сэкономить время и ресурсы. Та же мы предлагаем своим клиентам высокие компетенции нашего сервисного отдела.
'Колхозим' экструдер прутка
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Предупреждаю! Здесь всё не по детски: конструирование, сварка, болгарка, токарка, наждак, высокое напряжение, высокая температура, программирование. :D:D:D
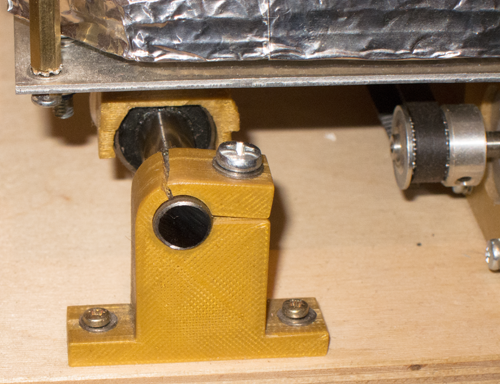
- Шнек - сверло по дереву
- Гильза - водопроводная труба
- Двигатель с редуктором для вращения шнека 10-100 об/мин
- Нагреватель для зоны расплава
- Фильера для формирования диаметра нити - заглушка для трубы
Сырьём являются гранулы ABS и перемолотые части пластиковых деталей
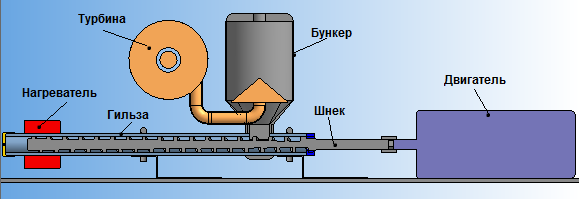
Пересмотрел множество фотографий и видео различных конструкций. Понравилась вот такая (фото из сети):

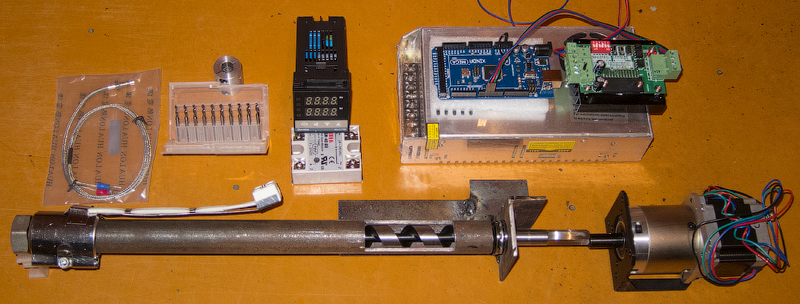




4. Нагреватель в виде хомута, шириной 50 мм на 220 вольт 190 Ватт
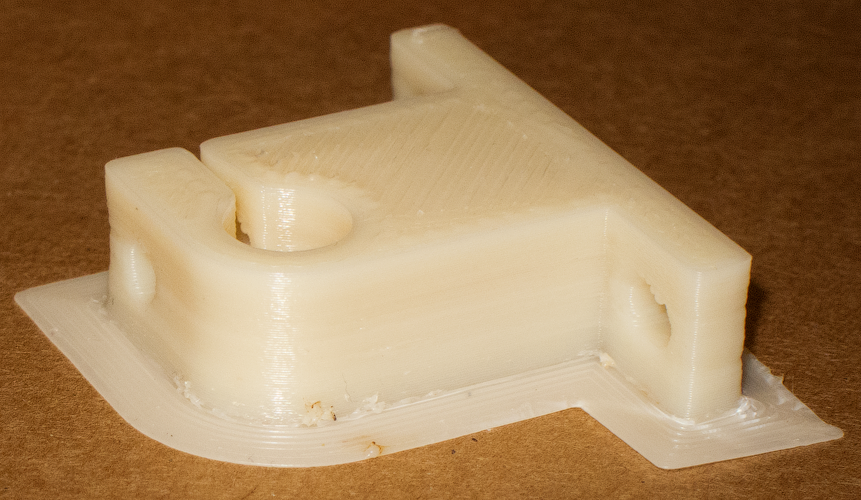
5. Заглушка для трубы из хозмага
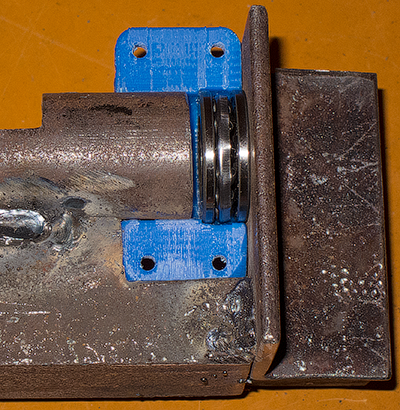
6. Упорный подшипник 51102 15х28х9 мм

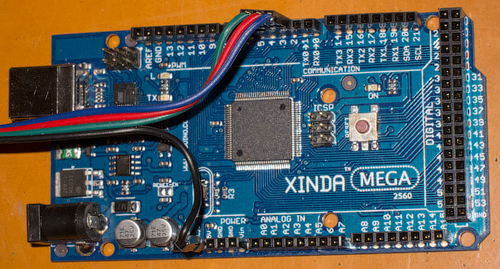
9. Arduino Mega 2560 из запасников
10. Блок питания на 24 вольта
11. Набор свёрл для отверстия фильеры
12. Муфта соединения сверла с шаговиком сделана из торцевой головки. Квадрат расточен на токарном станке до 10 мм.
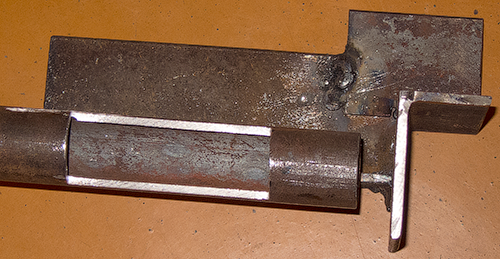
- внутренний диаметр трубы 21,6 мм
- длина трубы 375 мм
- длина отверстия для загрузки гранул 70 мм
- диаметр сверла 20 мм
- диаметр круглой части хвостовика сверла 12,7 мм
- длина шестигранной части хвостовика сверла 34,5 мм
- буфер, между концом сверла и выходом из трубы 13 мм
- отверстие в сопле 2,6 мм
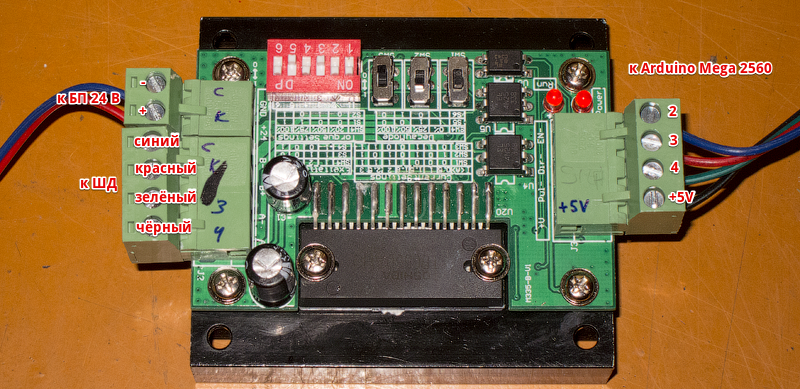
Как завести шаговик? Нужен драйвер под управлением Arduino
Предварительный скетч для Arduino
AccelStepper stepper(1, 2, 3, 4);
Максимальна скорость должна быть 32 об/мин. Нужно сделать плавный пуск ШД.
Пробный запуск (Разведка боем).
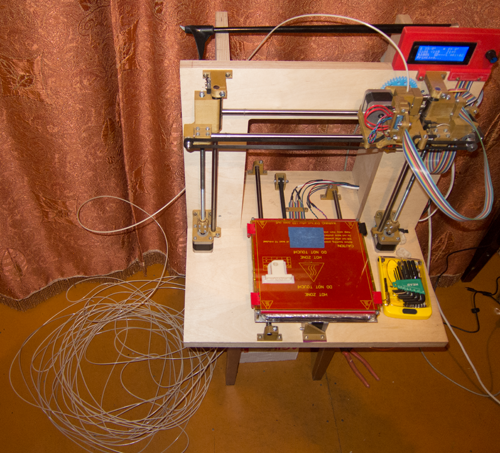
Сегодня 31.01.15 знаменательный день. Запуск 'самопала'.
Вот так выглядит мой гиперболоид.
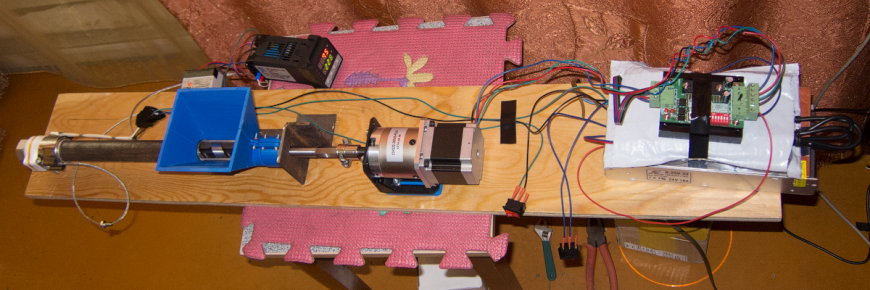
Один выключатель включает нагреватель, другой - шаговик. Ардуина лежит в пакете под драйвером.
Гранулы (ABS Kumho 745 N) просушил в духовке минут 40 при температуре 65-85 градусов. Температуру контролировал пирометром.

Разогрел нагреватель до 230 градусов. Подал питание на шаговик и насыпал гранул в бункер. Скорость оказалась высокой, а температура низкой. Шаговик начал активно пропускать шаги и дёргать трубу. Пришлось снизить скорость, добавить температуры и термоизолировать нагреватель.
Температуру выставил 264 градуса, но теперь думаю и этого мало. Эта температура в месте прилегания термопары к нагревателю.

Шаговик крутится очень медленно, но пруток ползёт из отверстия. Скорость я не замерял. Вместе с прутком от отверстия поднимается дымок с известным запахом АБСа. Пруток кольцами опускается на пол. Процесс навала прутка очень неравномерный и диаметр скачет в среднем от 2,5 до 2,9 мм. Делаем вывод: для стабилизации диаметра нужно исключить подёргивания прутка.
После полной очистки бункера от гранул, пруток тянулся ещё долго и всё медленнее. После полного замедления я отключил нагреватель. Процесс остывания крайне медленный. Пришлось снять термоизоляцию. Может нужно для этого приспособить вентилятор? При достижении температуры 100 градусов пластик начал застывать, а шаговик начал пропускать шаги. Шнек уже не крутился. Процесс окончен.
В итоге драйвер шаговика нагрелся очень сильно. Шаговик прогрелся терпимо. Нужно дополнительно охлаждать.
Переходим к процессу печати (Mendel90).
Из-за нестабильного диаметра прутка пришлось на экструдере установить пружинки. Сопло стоит 0,8 мм. Это экстремальный диаметр сопла для стандартной конструкции E3D-v5, нужно увеличивать температуру сопла и снижать скорость, чтобы небыло щелей между нитями. Печатал слоем 0,2 мм. Прилипает к столу очень хорошо. Слои ровные, несмотря на плавающий диаметр прутка.
Это не инструкция и некоторые моменты опущены. Голосую за повсеместный 'колхоз'. Не бойтесь испачкать руки и пользуйтесь перчатками! ;) Теперь кризис мне не страшен 8)
Большое Спасибо моему Отцу! Без его навыков слесарной работы мне такое было бы не под силу.
А преодоление трудностей нас только бодрит ;) (Катунский хребет)

Подпишитесь на автора
Читайте также: