Силовые ключи сварочных инверторов
Обновлено: 14.05.2024
Эта инструкция поможет Вам в ремонте импульсных (инверторных) сварочных аппаратов при отсутствии схемы. Так же она применима при ремонте любых мощных импульсных источников питания, собранных по топологии полумоста, косого полумоста и полного моста (кроме обратнохода). Данная инструкция предназначена для мастеров обладающих начальными знаниями в области импульсных источников питания (ИИП).
НЕ ЗАБЫВАЙТЕ О ТЕХНИКЕ БЕЗОПАСНОСТИ. Часть схемы гальванически связана с сетью и её проверка заземлённым осциллографом невозможна без развязки.
Все описанное ниже носит рекомендательный характер, авторы не несут никакой ответственности за какие либо последствия использования материала.
Основная последовательность определения неисправности: открываем корпус, прозваниваем силовые элементы (мощные транзисторы и диоды) на предмет КЗ тестером. Ищем визуально подгоревшие элементы и цепи. Определяем тип ШИМ-контроллера. Ищем в Интернете даташит на него. Подаем на ШИМ-контроллер питание от внешнего источника питания, величина и ножки – из даташита. Проверяем наличие импульсов на выходах ШИМ-контроллера и затворах силовых ключей. Если все вышеописанное в норме то, не отключая внешнее питание ШИМ-контроллера, подаем на вход напряжение с ЛАТР-а вольт 40 или подаем сетевое напряжение через лампочку. Меряем напряжение на выходе, если отсутсвует, проверяем работу компараторов обратных связей. Если нет запуска без подключенного внешнего источника питания, проверяем исправность дежурного(ых) источника(ов) питания. Если имеет место быстрый перегрев, проверяем форму импульсов осциллографом на затворах мощных транзисторов, импульсы должны иметь крутые фронты.
1. Если ваш источник коротит сеть, то сначала отключите и проверьте тестером мощные транзисторы. Ключей может быть два в полумосте, косом полумосте; либо четыре в полном мосте. Учтите, что каждый ключ часто состоит из двух-четырех транзисторов. При этом коллекторы и эмиттеры (или стоки и истоки) этих транзисторов запараллелены, а затворы, каждый через свой низкоомный резистор 5-15 Ом, соединены с драйвером затвора. При проверке тестером (и для IGBT и для MOSFET) затвор не должен звониться ни с одним выводом, а коллектор-эмиттер (так же и сток-исток) звонятся как диод. Проверьте мощные высоковольтные диоды которые могут стоять параллельно ключам и выходные диоды (могут состоять из нескольких запараллеленных). При выходе из строя мощных транзисторов, как правило требуется замена резисторов в затворах.
2. Далее необходимо проверить схему управления. Для этого, не подключая мощные ключи, подайте питание на схему управления. Обычно она питается от отдельного маломощного источника напряжением 12-20В. Можно подать питание и извне. Проверьте осциллографом наличие управляющих импульсов на проводах идущих к затворам ключей. Амплитуда импульсов должна быть 12-15В Частота повторения 20-40кГц. Реже встречаются ИИП с частотой до 100 кГц. Коэффициент заполнения импульсов скорее всего будет близок к 45% т.к. при отсутствие выходного тока схема регулировки выведет ШИМ на максимум.
3. Если импульсы есть, то неисправна, как правило, только силовая часть. Заменяем неисправные ключи, проверяем затворные резисторы и через ЛАТР подаем на силовой каскад не более 40В, лучше через лампочку 100Вт. Можно не подключать выходные диоды, если нет уверенности в их исправности. На коллекторе (стоке) верхнего ключа должно быть постоянное напряжение 50-60В на его эмиттере и коллекторе нижнего должны быть импульсы амплитудой 50-60В совпадающие с управляющими. На выходных обмотках силового трансформатора должны быть те же импульсы, но с амплитудой в К раз меньше. Для сварочных ИИП, К обычно равен 3.
4. Теперь подключаем выпрямительные диоды и проверяем напряжение после них. Должно быть постоянное напряжение амплитудой равное импульсам во вторичной обмотке силового трансформатора.
5. Если всё нормально, то можно увеличивать сетевое напряжение до нормы (220-380) , ещё раз проверяем импульсы на затворах, коллекторах и вторичках транса. Теперь можно убрать лампочку и подключить нагрузку. В качестве нагрузки можно использовать нихромовую или железную проволоку диаметром несколько миллиметров. При необходимости для охлаждения её можно поместить в ведро с водой.
6. Если при проверке по п2 на затворах нет импульсов, то придётся ремонтировать схему управления. Проследите по плате цепи от затворов до ШИМ-контроллера. Обычно между ними включён(ы) ТГР (трансформатор гальванической развязки на маленьком кольце) и(или) микросхема-драйвер, например из серии IR21XX. Проследите с каких выводов ШИМ-контроллера снимаются управляющие импульсы и куда подается питание. Этой информации достаточно чтобы определить марку ШИМ-контроллера, если её маркировку не видно. Далее надо найти datasheet на этот контроллер, там есть вся необходимая информация по «обвязке» контроллера. Чаще всего используют контроллеры TL494, UC3825, UC384* UC3875 (для полного фазосдвигающего моста).
7. В схеме управления могут использоваться как встроенные операционные усилители контроллера, так и внешние ОУ. Сравнивая документацию с платой можно понять, используются ли встроенные ОУ. В сварочных ИИП на ОУ сигнал обратной связи поступает чаще всего с токового трансформатора (намотанного на маленьком кольце) имеющего один виток в цепи силовых ключей. В более сложных ИИП могут использоваться в качестве датчиков тока шунты, датчики Холла. Может обратная связь иметь и второй канал по напряжению.
Подготовили EvgeniS, lee
При снятии осциллограм с силовых каскадов, настоятельно рекомендую, использовать разделительный трансформатор, при этом корпус осциллографа никогда не окажеться под потенциалом относительно земли, что очень бережет нервы и здоровье. Я полюзуюсь 5 кВт трехфазным, вторички контакторами перекидываються со звезды на трехугольник и на выходе имеем и 310 и 550В( после моста ларионова с конденсатором) от него же, кстати можно запитывать и преобразователи частоты и нагружать их можно аналогичным трансом, но это другая тема
"Лампочный" метод хорош, но только для проверки на ХХ, при настройке под нагрузкой, особенно при "косячном" управлении, выходные каскады лучше включать через сверхбыстрый (ultra fast) плавкий предохранитель, ИГБТ и диоды, процентах примерно в 95, выдерживают ток КЗ на время сгорания указанных предохранителей.
Информация Неисправность Прошивки Схемы Справочники Маркировка Корпуса Сокращения и аббревиатуры Частые вопросы Полезные ссылки
Справочная информация
Этот блок для тех, кто впервые попал на страницы нашего сайта. В форуме рассмотрены различные вопросы возникающие при ремонте бытовой и промышленной аппаратуры. Всю предоставленную информацию можно разбить на несколько пунктов:
- Диагностика
- Определение неисправности
- Выбор метода ремонта
- Поиск запчастей
- Устранение дефекта
- Настройка
Неисправности
Все неисправности по их проявлению можно разделить на два вида - стабильные и периодические. Наиболее часто рассматриваются следующие:
- не включается
- не корректно работает какой-то узел (блок)
- периодически (иногда) что-то происходит
О прошивках
Большинство современной аппаратуры представляет из себя подобие программно-аппаратного комплекса. То есть, основной процессор управляет другими устройствами по программе, которая может находиться как в самом чипе процессора, так и в отдельных микросхемах памяти.
На сайте существуют разделы с прошивками (дампами памяти) для микросхем, либо для обновления ПО через интерфейсы типа USB.
Схемы аппаратуры
Начинающие ремонтники часто ищут принципиальные схемы, схемы соединений, пользовательские и сервисные инструкции. Это могут быть как отдельные платы (блоки питания, основные платы, панели), так и полные Service Manual-ы. На сайте они размещены в специально отведенных разделах и доступны к скачиванию гостям, либо после создания аккаунта:
Справочники
На сайте Вы можете скачать справочную литературу по электронным компонентам (справочники, таблицу аналогов, SMD-кодировку элементов, и тд.).
Marking (маркировка) - обозначение на электронных компонентах
Современная элементная база стремится к миниатюрным размерам. Места на корпусе для нанесения маркировки не хватает. Поэтому, производители их маркируют СМД-кодами.
Package (корпус) - вид корпуса электронного компонента
При создании запросов в определении точного названия (партномера) компонента, необходимо указывать не только его маркировку, но и тип корпуса. Наиболее распостранены:
- DIP (Dual In Package) – корпус с двухрядным расположением контактов для монтажа в отверстия
- SOT-89 - пластковый корпус для поверхностного монтажа
- SOT-23 - миниатюрный пластиковый корпус для поверхностного монтажа
- TO-220 - тип корпуса для монтажа (пайки) в отверстия
- SOP (SOIC, SO) - миниатюрные корпуса для поверхностного монтажа (SMD)
- TSOP (Thin Small Outline Package) – тонкий корпус с уменьшенным расстоянием между выводами
- BGA (Ball Grid Array) - корпус для монтажа выводов на шарики из припоя
Краткие сокращения
При подаче информации, на форуме принято использование сокращений и аббревиатур, например:
| Сокращение | Краткое описание |
|---|---|
| LED | Light Emitting Diode - Светодиод (Светоизлучающий диод) |
| MOSFET | Metal Oxide Semiconductor Field Effect Transistor - Полевой транзистор с МОП структурой затвора |
| EEPROM | Electrically Erasable Programmable Read-Only Memory - Электрически стираемая память |
| eMMC | embedded Multimedia Memory Card - Встроенная мультимедийная карта памяти |
| LCD | Liquid Crystal Display - Жидкокристаллический дисплей (экран) |
| SCL | Serial Clock - Шина интерфейса I2C для передачи тактового сигнала |
| SDA | Serial Data - Шина интерфейса I2C для обмена данными |
| ICSP | In-Circuit Serial Programming – Протокол для внутрисхемного последовательного программирования |
| IIC, I2C | Inter-Integrated Circuit - Двухпроводный интерфейс обмена данными между микросхемами |
| PCB | Printed Circuit Board - Печатная плата |
| PWM | Pulse Width Modulation - Широтно-импульсная модуляция |
| SPI | Serial Peripheral Interface Protocol - Протокол последовательного периферийного интерфейса |
| USB | Universal Serial Bus - Универсальная последовательная шина |
| DMA | Direct Memory Access - Модуль для считывания и записи RAM без задействования процессора |
| AC | Alternating Current - Переменный ток |
| DC | Direct Current - Постоянный ток |
| FM | Frequency Modulation - Частотная модуляция (ЧМ) |
| AFC | Automatic Frequency Control - Автоматическое управление частотой |
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему Принципы ремонта импульсных сварочных преобразователей. как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам - LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям - схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Полезные ссылки
Здесь просто полезные ссылки для мастеров. Ссылки периодически обновляемые, в зависимости от востребованности тем.
Сварка от Texas Instruments: все для инверторов сварочного тока

Удобные и компактные инверторные источники тока для сварочных аппаратов с высоким КПД и корректором коэффициента мощности могут быть легко реализованы на базе микросхем Texas Instruments: ККМ-контроллеров с режимом чередования фаз UCC280xx, драйверов затворов силовых транзисторов UCC27xxx и LM51xx, а также – в случае цифровых источников тока – на базе микроконтроллеров из линейки C2000.
Когда речь идет об изготовлении металлоконструкций, одним из экономичных и эффективных способов соединения различных металлов является сварка. На сегодняшний день существует множество технологий, которые используют в своей работе различные источники энергии для создания сварочного шва: электрическую дугу, газовое пламя, лазерное излучение и так далее. Вне зависимости от используемой технологии, для образования и стабильного горения сварочной дуги необходимо обеспечить заданную вольт-амперную характеристику (ВАХ). Именно ВАХ определяет качество шва и скорость сварочного процесса. Для обеспечения требуемой ВАХ используют специальные источники питания. Среди основных типов сварочных источников тока, присутствующих сегодня на рынке, можно выделить трансформаторные, выпрямительные, генераторные и инверторные. Каждый из представленных аппаратов востребован при работе с конкретными типами металла, в определенных областях применения и предназначен для решения конкретных поставленных задач. Например, трансформаторные источники предназначены для сварки переменным током, выпрямительные, генераторные и инверторные – для сварки постоянным током.
Отдельно стоит отметить инверторный источник сварочного тока – ИИСТ. ИИСТ набирает свою популярность и широкое распространение благодаря своей мобильности, экономичности и высокой производительности. В большинстве случаев инверторные источники заметно повышают удобство и производительность сварки. Несмотря на малые габариты, они не уступают классическими источникам (трансформаторным и выпрямительным) по обеспечиваемым параметрам. Уменьшение габаритов ИИСТ, в основном, связано с использованием в схеме инвертора малогабаритного высокочастотного трансформатора вместо мощного сетевого силового трансформатора, используемого в трансформаторных и выпрямительных источниках.
Общие принципы построения инверторного преобразователя

Рис. 1. Общая схема источника питания сварочного аппарата
Электронная система управления в инверторных преобразователях также упрощает реализацию таких дополнительных функций как:
- горячий старт (Hot start), используемый для поджига электрода в начале сварки;
- форсированная дуга (Arc Force), которая с помощью увеличения тока предотвращает «залипание» электродов и обеспечивает стабильность горения дуги;
- антиприлипание (Anti-Stick) – также обеспечивает защиту от прилипания электродов при возникновении короткого замыкания.
Использование ККМ в режиме чередования фазы
Кроме блока управления, в инверторных источниках отдельного внимания заслуживает блок коррекции коэффициента мощности (ККМ). Несмотря на вопросы, связанные с возможным взаимным влиянием ККМ и инвертора, и удорожанием изделия в целом, использование блока активной коррекции коэффициента мощности обеспечивает ряд важных технических параметров. С функциональной точки зрения использование ККМ обеспечивает большую стабильность выходного тока и напряжения инвертора, при этом уменьшает влияние входного напряжения на выходные параметры. С другой стороны, по своей природе инвертор является импульсным устройством и нелинейной нагрузкой для питающей сети, поэтому несинусоидальный ток потребления приводит к искажению формы питающего напряжения. Используя блок ККМ, мы, фактически, поддерживаем величину входного тока, пропорциональную входному напряжению, и тем самым уменьшаем величину гармонических составляющих и повышаем коэффициент использования входной мощности, что позволяет более рационально использовать электроэнергию, снижая ее потребление прибором.
В линейке продукции компании Texas Instruments для управления питанием можно найти широкий спектр микросхем, позволяющих реализовать мощные AC/DC-преобразователи различного назначения, включая промышленные системы. Одним из решений при реализации ККМ в источнике с выходной мощностью 1 кВт и более является использование режима чередования фаз.
Общий принцип построения и работы блока ККМ с чередованием фазы представлен на рисунке 2. Как видно из рисунка, для увеличения выходной мощности два каскада ККМ включены параллельно на одну нагрузку. При таком включении выходной ток распределен между двумя каскадами, и величина используемой индуктивности, как и ее предельные токи, может быть уменьшена. Кроме индуктивности, менее строгие требования предъявляются и к другим силовым компонентам схемы: к ключевому транзистору, силовому диоду, выходному конденсатору. Использование меньших по размеру компонентов и разделение схемы на две составляющие позволяет обеспечить распределенное рассеяние тепла, так как силовые компоненты равномерно распределяются по всей площади печатной платы. Другой отличительной особенностью ККМ с чередованием фазы является сдвиг по фазе на 180° между параллельно работающими узлами. Такое включение дает ряд преимуществ по сравнению с реализацией однокаскадного ККМ на большую мощность или при простом параллельном включении двух каскадов. Так как каскады работают со сдвигом фаз 180°, то токовые пульсации, как по входу, так и по выходу, уменьшаются за счет взаимокомпенсации.

Рис. 2. Схема ККМ с чередованием фаз
Из-за меньшей величины входных пульсаций в такой схеме ослабляются требования к входному фильтру электромагнитных помех. С другой стороны, малые пульсации по выходу дают возможность использовать выходной конденсатор с меньшим номиналом и меньшей величиной пробивного напряжения. Это упрощает создание блока питания с низким профилем, снижает стоимость реализации и обеспечивает более высокую надежность.
Реализация ККМ на UCC28070
UCC28070 – это одна из микросхем в линейке Texas Instruments, позволяющая реализовать коррекцию коэффициента мощности с использованием метода чередования фаз в режиме непрерывного тока. Помимо UCC28070, подобным функционалом также обладают UCC28060, UCC28061 и UCC28063, но они рассчитаны на меньшие мощности и предназначены для реализации ККМ в режиме граничных проводимостей. Для реализации режима ККМ с чередованием фазы в UCC28070 использованы два широтно-импульсных модулятора (ШИМ), работающих со сдвигом фазы, равным 180°. Как уже было отмечено, такой режим способствует снижению входных и выходных пульсаций тока и уменьшает требования к фильтру электромагнитных помех, а также помогает уменьшить себестоимость за счет использования выходного высоковольтного электролитического конденсатора меньшей емкости и c меньшими пробивными напряжениями.
Среди технических особенностей, реализованных в UCC28070, следует отметить размытие спектра, синхронизацию тактового генератора, управление скоростью нарастания выходного напряжения. Все эти и некоторые другие свойства UCC28070, наряду с реализацией топологии с чередованием фазы, позволяют достичь повышенных значений таких параметров как КМ, коэффициент гармоник, скорость реакции на переходные процессы. Применение UCC28070 позволяет получить коэффициент мощности более 0,9, а также обеспечить повышенный КПД во всем диапазоне нагрузок.
На рисунке 3 показана типовая схема применения UCC28070.

Рис. 3. Пример использования UCC28070
Как пример реализации корректора мощности с чередованием фаз на основе UCC28070, можно рассмотреть типовой дизайн PMP4311 (рисунок 4). Реализация предложенной схемотехники позволяет получить КМ более 0,98 при нагрузке до 5 кВт и входном напряжении в диапазоне 180…264 В [1]. При этом КПД решения – не ниже 95%.
Рис. 4. Корректор коэффициента мощности PMP4311
Помимо UCC28070, в предложенном решении применены обратноходовой преобразователь на базе UCC28061 и драйверы силовых транзисторов UCC27322.
Драйверы затвора
UCC27322, используемый в типовом дизайне PMP4311, – один из представителей FET/IGBT-драйверов затвора, выпускаемых Texas Instruments. Основное назначение данного класса приборов – обеспечить необходимый ток заряда и разряда затвора мощных транзисторов. UCC27322 обеспечивает ток порядка 9 А для заряда емкости Миллера при напряжении питания до 15 В, для чего в драйвере используется технология TrueDrive. На рисунке 5 представлена линейка драйверов затвора производства Texas Instruments.
Рис. 5. Серия драйверов затвора производства TI
Широкая линейка драйверов затвора позволяет выбрать подходящую модель для управления различными типами транзисторов (MOSFET, IGBT), выполненных с использованием разных технологий (Si, SiC, GaN). Например, для управления GaN силовыми полевыми транзисторами рекомендуется использование драйверов LM5113 и UCC27611, которые обеспечивают защиту от превышения напряжения на затворе более 5 В.
Ниже, в качестве примера драйвера FET и IGBT, кратко рассмотрим линейку UCC2753x (рисунок 6).

Рис. 6. Функциональная блок-диаграмма UCC2753X
Среди особенностей линейки UCC2753x можно выделить следующее:
- малое время задержки – 17 нс;
- широкий диапазон рабочих напряжений 10…35 В дает возможность использовать драйвер с широким спектром силовых транзисторов как для Si MOSFET, IGBT, так и для SiC FET;
- наличие разделенного выхода (OUTH, OUTL) позволяет осуществлять независимую регулировку скорости изменения тока заряда и разряда затвора;
- блокировка питания при пониженном напряжении питания.
Кратко о цифровом управлении
Такую же функциональность, как и в случае аналоговой схемы реализации ИИСТ, можно получить, используя цифровое управление. В таком источнике тока в качестве контролера инвертора и ККМ используется микроконтроллер. Система строится с использованием цифровых алгоритмов управления, выполняющихся микроконтроллером, и программируемого ШИМ для управления силовым каскадом.
Типовая схема цифрового источника питания включает микроконтроллер (МК), ШИМ, АЦП, силовой каскад (рисунок 7).

Рис. 7. Упрощенная диаграмма цифрового преобразователя
Для реализации цифрового источника питания важны следующие свойства:
- АЦП должен обладать достаточной скоростью для управления петлей обратной связи. Кроме того, необходимо обеспечить его плотное взаимодействие с микроконтроллером и ШИМ для быстрого отклика системы;
- сам МК должен обладать достаточной производительностью для вычисления необходимых функций управления при одновременном считывании данных с АЦП и управлении ШИМ;
- ШИМ должен обладать достаточной гибкостью управления для реализации сложных топологий и обеспечения эффективного управления силовым каскадом;
- необходимо наличие компаратора, встроенного в МК, для прецизионного управления выходами ШИМ и контроля силового каскада.
Все вышеперечисленные требования легко реализуются с помощью микроконтроллеров TI семейства С2000. Интегрированные АЦП данного семейства могут работать на частоте до 4,6 Мвыб/с, при этом обеспечивается плотная связка между АЦП и ШИМ. Сам ШИМ позволяет обеспечить точность порядка 150 пс. В чип интегрирован компаратор, который позволяет реализовать режим управления по пиковому току. Само ядро микроконтроллера содержит ряд аппаратных ускорителей, которые позволяют легко реализовать математические функции, необходимые для реализации цифрового источника питания. Обобщенный пример реализации цифрового преобразователя на базе С2000 приведен на рисунке 8.

Рис. 8. Пример использования C2000 в цифровом преобразователе напряжения AC/DC
Для простоты реализации цифрового преобразователя напряжения компания TI предлагает набор готовых библиотек и средства отладки для проверки их функциональности. Для быстрого старта при разработке цифрового источника питания для сварочных аппаратов на основе контроллера реального времени C2000 следует обратить внимание на демонстрационные наборы TMDSHVBLPFCKIT, TMDSHVPFCKIT, TMDSHVPSFBKIT и TMDSHVRESLLCKIT (рисунок 9) [3, 4].
Рис. 9. Демонстрационный набор
TMDSHVRESLLCKIT
TMDSHVBLPFCKIT и TMDSHVPFCKIT показывают возможности реализации цифрового ККМ с чередованием фазы на базе микроконтроллеров TMS320F28035 и TMS320F28027 при работе от сети переменного тока с входным напряжением в диапазоне 85…265 В и выходным напряжением 390 В. Основное отличие между представленными наборами, кроме различных микроконтроллеров, поставляемых по умолчанию – это реализация в TMDSHVBLPFCKIT ККМ без входного выпрямительного моста. Оба набора могут использоваться совместно с TMDSHVPSFBKIT и TMDSHVRESLLCKIT для реализации полноценного цифрового AC/DC-преобразователя.
TMDSHVPSFBKIT и TMDSHVRESLLCKIT демонстрируют возможности реализации высоковольтного DC/DC-преобразователя с синхронным выпрямителем на базе микроконтроллера TMS320F28027. С помощью TMDSHVRESLLCKIT можно легко проверить возможности реализации резонансного DC/DC-преобразователя и поэкспериментировать с различными методами управления. Имеющаяся в комплекте плата управления (controlCard) с TMS320F28027 в случае необходимости может быть заменена на аналогичную с другим микроконтроллером из семейства С2000. С помощью TMDSHVPSFBKIT также легко проверить возможности реализации цифрового мостового DC/DC-преобразователя.
Для простоты разработки все отладочные средства Texas Instruments поддерживаются обширной документацией, подробными примерами типовых решений и большим набором открытых исходных кодов, которые можно найти в среде controlSUITE, что существенно облегчает обучение разработчика. Для удобства отладки и экспериментирования все наборы имеют USB JTAG-интерфейс. Программирование модулей может быть осуществлено при помощи графических элементов среды разработки.
Заключение
Компания Texas Instruments предлагает современные решения для разработки передовых инверторных источников питания сварочных аппаратов. Инверторные источники питания позволяют создавать промышленные приборы для реализации различных методов сварки при производстве сложных и ответственных металлоконструкций из различных материалов, а демонстрационные наборы TI позволяют быстро начать собственную разработку. Надежные, высокотехнологичные компоненты TI дают возможность создавать передовые источники питания для сварочных аппаратов на базе как аналоговых, так и цифровых решений. Имеющиеся компоненты Texas Insruments позволяют реализовать различные функции AC/DC-преобразователей – от управления затворами силовых транзисторов до реализации отдельных блоков: ККМ, инвертора, системы управления.
Литература

Скоростные драйверы MOSFET
UCC27321/2 – высокоскоростные драйверы, обеспечивающие пиковый ток до 9 А. Данные драйверы предназначены для управления мощными MOSFET, требующими высоких токов для перезаряда емкости Миллера при быстром переключении. Они служат интерфейсом между микроконтроллерами с низким энергопотреблением и мощными MOSFET. При нагрузке CL = 10 нФ драйверы обеспечивают фронты 20 нс, при этом время задержки управляющего сигнала составляет 25 нс для убывающего фронта и 35 нс для нарастающего. Использование драйверов позволяет уменьшить площадь платы управления за счет упрощения дизайна и использования одной микросхемы вместо множества дискретных компонентов. UCC27321/2 реализует два типа логики управления: с инвертированием (UCC27321) и без инвертирования (UCC273212) управляющего сигнала.
Рабочий диапазон напряжений драйверов – 4…15 В. Для обеспечения эффективного управления при низких напряжениях питания в драйвере применен гибридный выходной каскад (TrueDrive), использующий параллельное включение MOSFET и биполярного транзистора. Такая архитектура позволяет использовать драйвер в большинстве стандартных промышленных применений, требующих тока затвора значением в 6, 9 и 12 А. Встроенный паразитный диод интегрированного в драйвер MOSFET обеспечивает малый импеданс всплесков напряжения и позволяет во многих случаях отказаться от внешнего ограничивающего диода Шотки.
Для гибкости управления драйвером в микросхеме предусмотрен дополнительный вывод разрешения (ENBL). По умолчанию он подтянут к напряжению питания и может быть оставлен неподключенным при стандартном применении.
Драйверы доступны в нескольких корпусах – SOIC-8, PDIP-8, MSOP-8 PowerPAD. Корпус PowerPad обладает существенно меньшим температурным сопротивлением, что позволяет использовать драйвер при больших температурах и улучшить долговременную надежность.
Проверка боем: применение IGBT от ST в составе инверторов сварочных аппаратов MMA

STMicroelectronics выпускает несколько серий IGBT-транзисторов и мощных быстродействующих диодов, идеально подходящих для создания инверторов сварочных аппаратов. Сверхсовременные IGBT серий V, H, HB, M и диоды серии W отличаются малыми потерями на переключения и низким напряжением насыщения. Эти замечательные качества были подтверждены на практике при испытании MMA-инверторов мощностью 4 и 6 кВт.
Рынок сварочного оборудования представляет собой быстроразвивающуюся отрасль силовой электроники. На сегодня существует множество типов сварочных аппаратов:
- с различными технологиями – ручная дуговая сварка плавящимся электродом (manual metal arc, ММА), ручная сварка в среде защитных газов (tungsten inert gas, TIG), полуавтоматическая сварка в среде инертных (metal inertgas, MIG) или активных газов (metal active gas, MAG);
- с различными источниками тока – трансформаторные, инверторные;
- с постоянным выходным током (например, для сварки стали) или с переменным током (например, для сварки алюминия).
Наиболее распространенным типом сварочной технологии является MMA. Она отличается простотой и применяется как в профессиональных, так и в бытовых аппаратах. Структура такого сварочного аппарата достаточно проста и состоит из источника тока, выходного выпрямителя (опционально) и системы управления (рисунок 1).

Рис. 1. Упрощенная структурная схема сварочного аппарата
Источник тока может быть реализован на базе мощного сетевого трансформатора (трансформаторный аппарат), либо на базе инвертора (инверторный аппарат). Главными достоинствами трансформаторных аппаратов являются простота и максимальная надежность, а недостатками – большие габариты, грубое регулирование и низкое качество сварки. Инверторные аппараты, использующие современные полупроводниковые силовые ключи, не имеют этих недостатков.
Основными компонентами мощных инверторов являются IGBT-транзисторы и быстродействующие диоды. Компания STMicroelectronics выпускает силовые электронные компоненты, идеально подходящие для построения сварочных аппаратов [1]:
- IGBT серии V со сверхнизкой энергией выключения, работающие с напряжениями до 600 В на частотах до 120 кГц;
- IGBT серии HB с малым напряжением насыщения и низкой энергией выключения, работающие с напряжениями до 650 В на частотах до 50 кГц;
- IGBT серии H с низкой энергией выключения, работающие с напряжениями до 1200 В на частотах до 35 кГц;
- IGBT серии M с малым напряжением насыщения, работающие с напряжениями до 1200 В на частотах до 20 кГц;
- диоды серии W с малым прямым падением напряжения и минимальным временем восстановления.
Требования к IGBT в составе сварочных инверторов
Принцип работы инверторного сварочного аппарата достаточно прост (рисунок 2). Питающее напряжение сети выпрямляется и поступает на вход инвертора. Инвертор преобразует постоянное напряжение в переменное, которое передается в нагрузку через высокочастотный силовой трансформатор. Работу инвертора контролирует система управления (СУ). Увеличивая и уменьшая длительности управляющих импульсов, можно изменять передаваемую в нагрузку мощность. Кроме основных блоков, схема содержит и вспомогательные: корректор коэффициента мощности (ККМ) и выходной выпрямитель.

Рис. 2. Структура инверторного сварочного аппарата
Основным блоком инверторного сварочного аппарата является непосредственно инвертор, который может быть реализован по любой из известных топологий. Среди наиболее часто используемых схем можно отметить push-pull, мостовую, полумостовую, полумостовую несимметричную (косой полумост).
Несмотря на многообразие топологий, требования к IGBT оказываются примерно одинаковыми:
- Высокое рабочее напряжение. Для бытовой сети рейтинг напряжения транзисторов должен быть 600 В и выше.
- Большие коммутационные токи. Средние значения достигают десятков ампер, пиковые – сотен ампер.
- Высокая частота переключений. Увеличение частоты позволяет снизить габариты трансформатора и индуктивности выходного фильтра.
- Малое значение энергии на включение (Eвкл) и выключение (Eвыкл) для минимизации потерь на переключения.
- Низкое значение напряжения насыщения Uкэ нас. для минимизации кондуктивных потерь.
- Стойкость к жесткому режиму коммутации. Инвертор работает с индуктивной нагрузкой.
- Стойкость к короткому замыканию. Критично для мостовой и полумостовой схем.
К вышесказанному стоит добавить, что, во-первых, при выборе транзисторов для инвертора следует обращать внимание не только на рейтинги токов и напряжений, но и на параметры, определяющие мощность потерь. Во-вторых, требования к низкому напряжению насыщения и высокой рабочей частоте оказываются противоречивыми.
IGBT производства STMicroelectronics сочетают в себе уникальные характеристики: способны коммутировать большую мощность, отличаются высоким быстродействием, при этом – сохраняют низкое значение Uкэ нас. Это стало возможным благодаря использованию новейших технологий.
Мощности потерь и особенности технологии производства IGBT от ST
Основный причиной ограничения мощности инвертора является перегрев IGBT. Он является следствием потерь мощности, рассеиваемой в виде тепла.
Как известно, суммарные потери мощности в IGBT (Pd) складываются из двух составляющих: потери проводимости (Pконд, кондуктивные потери) и потери на переключения (Pперекл) (таблица 1).
Таблица 1. Потери мощности в IGBT
Кондуктивные потери определяются значением напряжения насыщения Uкэ нас. По этой причине его стараются максимально снизить.
Потери на переключения объединяют энергию, затрачиваемую на включение (Eвкл) и на выключение (Eвыкл).
Энергия на включение Евкл в большей степени определяется встроенным антипараллельным диодом. Для оптимизации этого параметра можно использовать внешний диод с лучшими характеристиками (меньшее время восстановления) или оптимизировать режим переключения (переключения при нулевых токах или напряжениях).
Энергия на выключение Евыкл определяется эффективностью рекомбинации неосновных носителей в структуре IGBT. Затягивание процесса рекомбинации приводит к появлению токового хвоста (рисунок 3), [2].

Рис. 3. Потери на выключение для планарного IGBT
Во время включенного состояния через IGBT протекает ток, и в его слое n- происходит накопление неосновных носителей (дырок из слоя p+). После выключения транзистора число этих накопленных носителей сокращается достаточно медленно, главным образом – за счет неэффективной рекомбинации в низколегированном слое n-. В результате образуется токовый «хвост», приводящий к дополнительным потерям мощности.
Один из способов повышения быстродействия заключается в уменьшении степени легирования области p+. Это приводит к уменьшению числа носителей, а значит – и к ускоренному процессу рекомбинации. Однако уменьшение числа носителей, очевидно, приведет и к возрастанию напряжения насыщения.

Рис. 4. Развитие технологий IGBT производства STMicroelectronics
Таким образом, увеличение быстродействия при сохранении напряжения насыщения возможно только благодаря качественным улучшениям и применению новых технологий. Например, для ускорения процесса рекомбинации между слоями p+ и n- создается слой n+ (рисунок 4а). Быстродействие возрастает, но остается достаточно низким.
Одним из революционных решений, позволившим качественно улучшить характеристики IGBT, стало применение технологии TGFS (Trench Gate Field Stop), (рисунок 4б). Суть TGFS состоит в изменении структуры затвора, который выполняется в изолированной канавке. Проводящий канал становится вертикальным, что уменьшает эффективную толщину слоя n-. Это, с одной стороны, приводит к снижению напряжения насыщения, а с другой – к уменьшению числа накапливаемых носителей.
Наиболее современное поколение IGBT производства STMicroelectronics серии V включает все лучшие технологические решения [2]: TGFS, снижение толщины исходной пластины p-, уменьшение толщин диффузных и эпитаксиальных слоев, увеличение глубины внедрения затвора (рисунок 4в). Это позволяет уменьшить энергию, затрачиваемую на выключение, при сохранении значения напряжения насыщения.
STMicroelectronics выпускает несколько серий IGBT с различными характеристиками. Богатый выбор позволяет найти оптимальные транзисторы с учетом требований к конкретному сварочному аппарату и используемой топологии.
Обзор серий IGBT от ST
Линейка IGBT производства STMicroelectronics содержит четыре серии, представители которых наиболее подходят для сварочных инверторов. Это серии V, HB, H, M. Все эти транзисторы отвечают перечисленным выше требованиям и имеют отличные характеристики [1, 4]:
- высокие рабочие напряжения – 600…1200 В;
- высокие показатели коммутируемых токов – до 80 А;
- рекордные значения энергии выключения – от 0,2 мДж;
- быстродействие – до 120 кГц;
- доступность версий со встроенным быстродействующим антипараллельным диодом;
- доступность различных корпусных исполнений (TO-247, D2PAK, TO-220 и другие);
- стойкость к импульсам короткого замыкания.
Серия M предназначена для коммутации напряжений до 1200 В и токов до 40 А (таблица 2). Отличительной особенностью серии является низкое напряжение насыщения (не более 2,2 В) и малая энергия на переключения (от 1,2 мДж). Это делает данные транзисторы оптимальным выбором для инверторов, работающих на частотах до 20 кГц.
Таблица 2. Характеристики IGBT серии M
Серия H способна коммутировать напряжения до 1200 В и токи до 40 А (таблица 3). По сравнению с транзисторами серии M, IGBT серии H имеют меньшее значение энергии переключения (от 0,85 мДж) и большее напряжение насыщения (до 2,4 В). По этой причине они подходят для более высокочастотных приложений и способны работать на частотах до 100 кГц.
Таблица 3. Характеристики IGBT серии H
Серия HB не является основной для построения сварочных инверторов, однако ее характеристики также на высоте (таблица 4). Напряжение насыщения для этих IGBT являются рекордными среди всех семейств и начинаются от 1,65 В. Энергия переключения, во многих случаях не превышает 0,6 мДж. Рабочая частота для представителей семейства достигает 50 кГц.
Таблица 4. Характеристики IGBT серии HB
Серия V, как было сказано выше, является флагманом в номенклатуре STMicroelectronics. Благодаря новейшим технологиям, у данных IGBT практически полностью отсутствует токовый «хвост», и энергия на выключение оказывается минимальной – от 0,2 мДж (таблица 5), при этом напряжение насыщения не превышает 2,15 В. Все это позволяет использовать транзисторы серии V в быстродействующих инверторах с максимальной частотой переключения до 120 кГц.
Таблица 5. Характеристики IGBT серии V
Для наименования IGBT представленных серий используется код, состоящий из восьми позиций (таблица 6). Он содержит тип компонента, обозначение корпуса, название семейства, напряжение пробоя, наличие диода и его характеристики. Стоит отметить, что версии транзисторов с диодом с низким падением напряжения (индекс DL) не подходят для работы в составе сварочных инверторов.
Таблица 6. Именование IGBT производства STMicroelectronics
- (пусто) – нет
- D – быстродействующий
- DL – с низким падением
Код напряжения пробоя:
- V – Very High Speed до 120 кГц
- H…B – High Speed до 50 кГц
- H – High Speed до 35 кГц
- M – Low Loss до 20 кГц
Максимальный ток при 100°С
| B – D2PAK | W – TO-247 |
| F – TO-220FP | WA – TO-247 Long Led |
| FW – TO3FP | WT – TO-3P |
| P – TO-220 | Y – Max247 |
Большинство IGBT представленных семейств выпускается в двух вариантах: со встроенным быстродействующим диодом и без него. Характеристики этих диодов достаточно хороши. Однако в случае необходимости требуется применять внешние диоды, например, в схеме асимметричного моста. При этом следует обратить внимание на мощные быстродействующие диоды серии W производства STMicroelectronics.
Обзор мощных диодов серии W от ST
Мощные быстродействующие диоды серии W разработаны специально для работы в составе мощных импульсных преобразователей с жесткими условиями переключений. Для этого их характеристики соответствующим образом оптимизированы (таблица 7):
- для снижения статической мощности прямое падение напряжения уменьшено (от 0,92 В);
- обратное напряжение достигает 600 В;
- средний ток достигает 200 А;
- время восстановления и обратный ток существенно снижены для сокращения энергии на переключение;
- большинство диодов выпускаются в сдвоенном исполнении.
Таблица 7. Мощные быстродействующие диоды производства STMicroelectronics
Результаты практического применения IGBT от ST в MMA-инверторах
Для подтверждения преимуществ транзисторов IGBT производства STMicroelectronics были построены и испытаны сварочные инверторы: MMA160 (входная мощность 3,8 кВт) и MMA200 (входная мощность 6 кВт) [3].
Условия проведения испытаний были одинаковыми [3]:
- в обоих случаях использовалась асимметричная полумостовая схема инвертора со спаренными параллельными IGBT (рисунки 5 и 6);
- в качестве питания использовалось сетевое напряжение 220 В, 50 Гц;
- температура окружающего воздуха составляла 25°C;
- в качестве нагрузки применялись керамические резисторы общим сопротивлением 145 мОм с активным охлаждением;
- максимальный коэффициент заполнения не превышал 50% для гарантированного исключения возможности насыщения сердечника выходного ВЧ-трансформатора;
- защитное отключение производилось при достижении транзисторами температуры 105°С.
Инвертор MMA160 был построен на базе транзисторов STGW40V60DF (рисунок 5). Частота переключений составляла 63 кГц.

Рис. 5. Схема инвертора MMA160
В ходе испытаний производились замеры входной мощности, входного тока и температуры корпуса транзисторов. При увеличении входной мощности от 2 кВт до максимальной мощности в 3,8 кВт происходил разогрев транзисторов и рост энергии на выключение (таблица 8).
Таблица 8. Результаты испытаний инвертора MMA 160
Инвертор показал устойчивую работу во всем диапазоне мощностей. Отключение при максимальной мощности произошло только по истечении 10 минут 17 секунд, после срабатывания защиты от перегрева (105°С). Максимальное значение энергии на выключение IGBT при этом увеличивалось с 311 мДж до 550 мДж, что является хорошим результатом и соответствует заявленному в документации значению (таблица 5).
Инвертор MMA200 был построен с использованием спаренных IGBT STGW60H65DFB (рисунок 6). Рабочая частота составила 63 кГц. Для дополнительной защиты транзисторов были применены снабберные RC-цепочки.

Рис. 6. Схема инвертора MMA200
В ходе испытаний входная мощность MMA200 увеличивалась с 2,6 кВт до 5,8 кВт. Инвертор продемонстрировал устойчивую работу во всех режимах и выключился после срабатывания температурной защиты спустя 8 минут 15 секунд после выхода на мощность 5,8 кВт. При увеличении входных токов происходил рост температуры транзисторов и увеличение энергии на выключение (таблица 9). Диапазон изменений энергии на выключение составил 586…947 мДж, что соответствует заявленному значению.
Таблица 9. Результаты испытаний инвертора MMA200
Проведенные испытания подтвердили отличные характеристики, заявленные производителем. Таким образом, IGBT производства компании STMicroelectronics идеально подходят для построения инверторов сварочных аппаратов.
В номенклатуре компании STMicroelectronics есть четыре серии IGBT, предназначенных для работы в жестких условиях переключения в составе сварочных инверторов. Данные транзисторы отвечают всем необходимым для этого требованиям. Их основными достоинствами являются:
Кроме IGBT, STMicroelectronics предлагает разработчикам мощные быстродействующие диоды серии W, которые отличаются малым временем восстановления и низким прямым падением напряжения.
Отличные характеристики силовых компонентов производства ST подтверждены практикой. Для этого инженерами компании были созданы и испытаны сварочные инверторы MMA160 и MMA200, построенные на основе транзисторов STGW40V60DF и STGW60H65DFB.
Силовые ключи сварочных инверторов
Проблемные ТГР сварочных инверторов,
изготовление ТГР на примере ДИОЛД АСИ-140 М
Есть определенные серии сварочных инверторов , в которых типичной "болезнью" является трансформатор гальванической развязки ТГР . Его малый ресурс можно связать с некачественным магнитопроводом (он как раз и теряет свои свойства) , малыми габаритными размерами (не имеет запаса ппо индуктивности и работает близко к максимальной габаритной мощности) и ко всему прочему "проблемные" ТГР залиты эпоксидной смолой , что мешает охлаждению, а тепло значительно ускоряет процесс потери свойств магнитопровода.
В общем само явление значительной потери свойств магнитопровода приводящее к неисправностям достаточно редкое, так как большинство производителей делают значительный запас по индуктивности, учитывая потери свойств магнитопроводов в процессе эксплуатации. В электронике гораздо чаще можно встретить к примеру межвитковой пробой, но как уже было сказано выше для целого ряда бюджетных маломощных аппаратов потеря свойств магнитопровода настоящая "болячка", некоторые из таких аппаратов ProfHelper DaVinci, Prestige , AikenWeld Ranger, DeFort DWI и обсуждаемый Диолд .
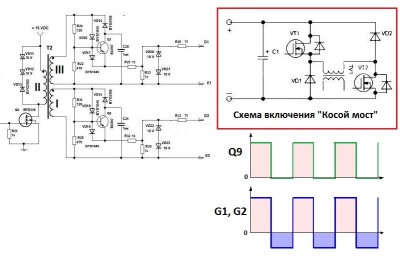
Так что-же происходит при потере свойств магнитопровода ? Давайте посмотрим схему драйвера ключей аппарата Диолд АСИ-140
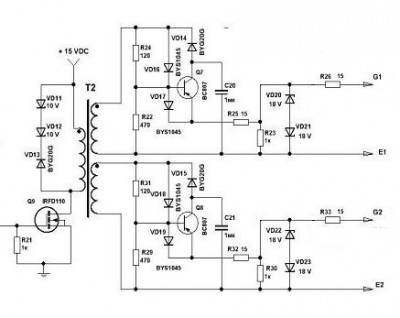
Сигнал от ШИМ контроллера коммутируемый MOSFET транзистором средней мощности поступает на трансформатор Т2 , который и выполняет роль гальванической развязки между верхним, нижним плечом и низковольтной частью схемы , в момент когда магнитопровод потерял значительную часть своих свойств , индуктивность обмоток падает , а потери в трансформаторе возрастают . Учитывая то что нагрузка трансформатора имеет емкостный характер, а именно емкость затворов IGBT транзисторов, сигнал после "подсевшего" ТГР начинает терять в амплитуде, а главное начинают растягивать фронта (длительность нарастания и спада импульса ), и пошла цепочка последовательностей. Растянутые фронта - увеличивают время открытия и закрытия силового ключа , это в свою очередь дают перегрев кристалла полупроводника транзистора , так как время пока транзистор находится между полностью открытом и полностью закрытом состоянии практически вся мощность рассеивается на транзисторе. В итоге транзисторы перегреваются, а в какой-то момент включение на столько замедляется что мощность превышает мощность рассеивания на транзисторе и происходит тепловой пробой кристалла, тут ни какая тепловая защита уже не спасет , так как транзистор попросту не успевает передать все выделенное тепло на радиатор.
Те кому все же сложно представить этот режим , представьте что вы приседаете, по команде "делай раз" вы полностью сели, по команде "делай два" - полностью встали, и в первом и во втором положении вы особо не напряжены, а теперь попробуйте все это проделать очень медленно , медленно вставать и садится - будет в разы тяжелее, а если принять положение "полтора" - будете тратить силы по максимуму . Так и с транзисторами , не любят они режим "полтора " !
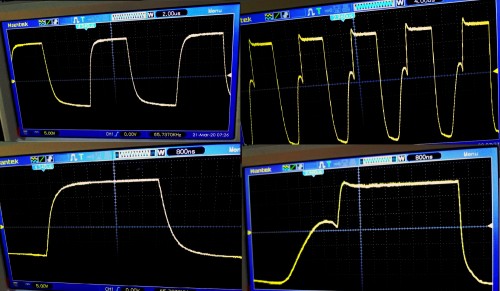
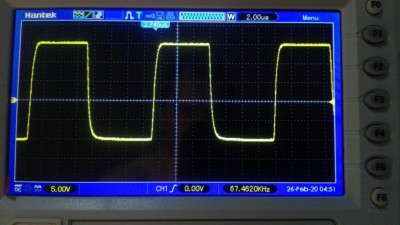
Ниже несколько примеров, неправильных форм сигналов, с такой формой управляющего сигнала сварочный инвертор сможет работать, только без нагрузки в режиме холостого хода или с очень слабой нагрузкой.
Но к сожалению на практике не все так красиво как в теории , чаще всего пробой силовых ключей происходит именно когда сердечник ТГР еще не сильно утерял свои свойства , а сам аппарат был перегружен. Поэтому при ремонте осциллограммы кажутся вполне приемлемыми, но замеры мы веть делаем быз сетевого напряжения, поэтому ТГР нагружен только емкостью затвор-эмиттер (Сзэ) но есть еще емкость затвор-коллектор (Сзк) которая гораздо меньше и ее зачастую просто не учитывают, а напрасно!
Дело в том что емкость затвор-эмиттер (Сзэ) хоть и гораздо больше чем емкость затвор-коллектор (Сзк) но заряжается она до напряжения управления затвором , часто это от -10В до +15В , а вот емкость затвор-коллектор (Сзк) заряжается до напряжения затвор - коллектор , это порядка 280. 320В , и разряжается до нуля при открытии транзистора , следовательно это емкости для заряда до такого большого напряжения тоже требуется определенное время . Вот и получается что при включении сварочного инвертора от сети, нагрузка на ТГР больше чем при тестах от блока питания на столе, и форма сигнала естественно отличается не в лучшую сторону.
Поэтому большинство мастеров кто уже не первый раз столкнулся с подобными аппаратами стараются по возможности сразу менять Трансформатор Гальванической Развязки , так как если это не сделать возвраты по гарантии после ремонта таких аппаратов - обычное дело. Конечно я имею ввиду честных мастеров которые добросовестно относятся к своей работе и дают на нее гарантию.
С сутью проблемы мы разобрались , давайте перейдем к изготовлению ТГР на примере Диолд АСИ-140. Перед этим пару слов о взаимозаменяемости , на всех перечисленных выше аппаратах стоят схожие ТГР которые при желании можно заменить друг другом НО соблюдая фазировку ! Так как печатные платы у всех сварочных разные , конфигурация выводов у трансформаторов выполнена по разному и просто вытянуть ТГР из одного сварочного и в ставить в другую модель не всегда возможно.
Разбирать, разматывать старый ТГР залитый эпоксидной смолой пересчитывать его витки, смотреть направление намотки и т.д. уж совсем не хочется. У нас есть схема где указаны начало обмоток , но можно обойтись и без нее . Например мы знаем что сдвиг по фазе у нас 0 о то есть амплитуда ШИМ на входе совпадает по времени с амплитудой на выходе, так же знаем схему включения силового трансформатора инвертора - это "Косой мост" или как пишут в учебниках ассиметричный мост , это значит что силовые ключи должны работать синфазно, то есть закрываться и открываться одновременно , поэтому начало-конец обмоток ТГР нижнего и верхнего ключа тоже должны быть одинаково намотаны, в одном направлении. Получается за начало всех трех обмоток мы берем "горячий конец " как на схеме - помечено точкой, можно взять и "холодный конец" (общий) но обязательно у всех трех обмоток начало должно быть одинаково .
Теперь направление обмотки - здесь опять же мотать можно в любую сторону но обязательно одинаково все три обмотки, начали мотать первичку по часовой стрелке, значит и остальные должны быть намотаны так же.
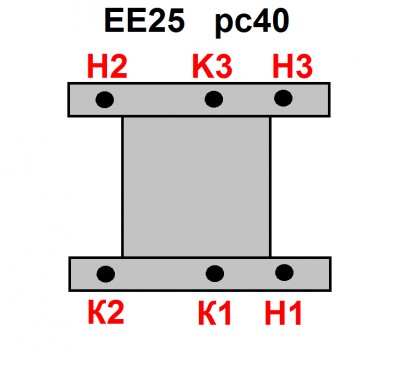
Магнитопровод я выбрал ЕЕ25 материал РС40 - просто потому что такой был под рукой. Пробовал мотать на кольце, но результат и сам процес намотки на кольцо мне не понравился. Магнитопровод конечно можно использовать и больше, если позволяет место, но не советую брать меньше ЕЕ19 иначе через время могут проявится те же "болячки" что и у родного ТГР. Схема выводов трансформатора гальванической развязки для Диолд АСИ-140 соответствует рисунку ниже.
Сначала намотана обмотка нижнего плеча (Н1,К1) , затем обмотка возбуждения (Н2,К2) и последней обмотка верхнего ключа , такое решение сделано только потому что между обмотками нижнего и верхнего плеча достаточно большой потенциал и если обмотки намотаны рядом да еще и плохо изолированы - пробой дело времени. Разумеется о намотке в два или в три провода речи идти не может - слишком большой риск пробоя, конечно если использовать провод МГТФ это можно сделать но такой провод не поместится на этом сердечнике.
В интернете уже достаточно много статей по перемотке ТГР и я признаюсь не стал рассчитывать количество витков, а просто подобрал исходя из чужого опыта.
Оптимально оказалось l=28вит. ll=27вит. lll=28вит. провод использовал диаметром 0,4мм ПЭВ-1 или нечто похожее на него. Направление намотки на рисунке ниже.
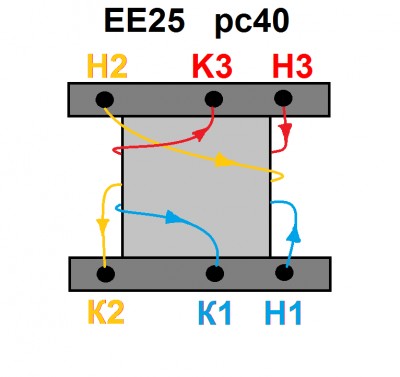
Из рисунка думаю все понятно - вид снизу, между слоями изолировал термоскотчем в два слоя, особое внимание к выводам, они не должны касаться следующих обмоток.
После намотки и изоляции склеиваем сердечник , хотя у ТГР зазора в сердечнике быть не должно , все же было замечено что если вставить альбомный лист между сердечниками , сигнал немного четче , хотя и практически не заметно. Полноценным зазором лист бумаги конечно не назовешь, но я его прокладываю.
Сравним что получилось в сравнении с штатным ТГР:
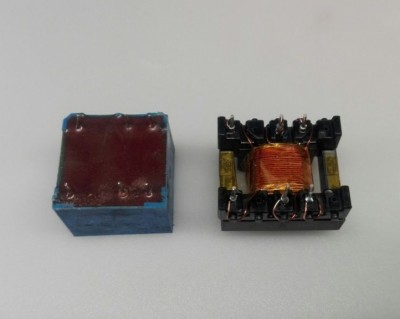
Даже с первого взгляда понятно что новый трансформатор имеет свободный доступ воздуха и не будет так накапливать в себе тепло как штатный буквально заключенный в "шубу" из эпоксидной смолы, а тепло как я писал выше вызывает деградацию материала сердечника.
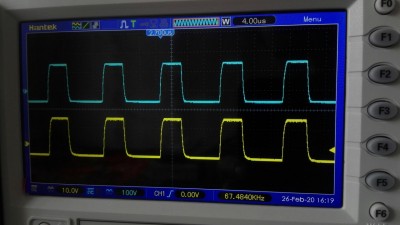
Ставим ТГР на место и проверяем с питанием от лабораторного блока питания.
В качестве нагрузки на ТГР во время проверки можно временно подставить силовые ключи или использовать их эквивалент - конденсаторы на 4700 пф включенные между затвором и эмиттером, по одному вместо каждого транзистора . Как видим форма сигнала получилась хорошая.
При подключении схемы к блоку питания стоит обратить внимание на ток потребления, он не должен сильно отличатся от тока потребления с родным ТГР, к примеру в моем случае схема с родным трансформатором потребляла 125мА, с перемотанным уже 140мА , разница мизерная всего 15мА, а вот когда я экспериментировал с кольцом используя провод МГТФ получил потребление в 320мА - а это уже лишняя нагрузка транзистор коммутирующий ТГР (по схеме Q9) и на не без того слабый блок питания инвертора, выполненный в виде дополнительной обмотки от силового трансформатора инвертора. По этой причине провод МГТФ я не стал использовать и ферритовые кольза тоже отложил в сторонку.
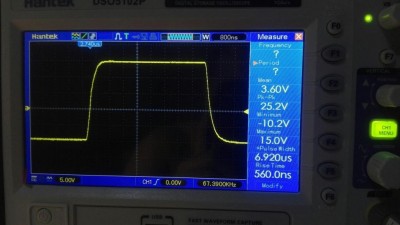
Вернемся к эпюрам , максимальное напряжение +15В минимальное -10В такая разность позволяет четко открывать и быстро закрывать IGBT транзисторы. На последнем фото осцилографа можно видеть "плавно" нарастающие и спадающие франта, ничего в мире не делается мгновенно и это как раз время заряда емкости затвора и ее разряда, в данном случае одна клеточка на экране осциллографа это 800нс , время нарастания (Rise Timе) 560нс что равняется 0,00000056 секунды или 0,56 мкс или 0,00056 мс, так что вполне не плохой результат во времени для заряда емкости затворов 4х ключей.
Ну и конечно фото как установлен ТРГ на плате, пока без одного радиатора.

Всем кто осилил статью целиком - спасибо за внимание ! Вопросы, замечания и пожелания пишите в комментариях.
Читайте также: