Синие электроды для сварки для чего используют
Обновлено: 20.09.2024
Какую марку имеют Сварочные Электроды с Синей обмазкой
На сегодняшний день существует множество марок электродов. Все они направлены на определенный вид товаров, которые закрепляют материал. В данной статье поговорим о марке сварочных электродов с синей обмазкой. Электроды МР-3С с синей обмазкой, предназначены для особенных конструкций из углеродистых сталей с сопротивлением 490 МПа. Сварка осуществляется во всех положениях на постоянном и переменном токе.
Основная характеристика марки: -имеет рутиловое покрытие; -коэффициент -8,5 г/Ач; -электроды позволяют сварку ржавого, не точно очищенного от окислов и других металлов. Также предоставляет легкость сварки, что немало важно при потолочном положении. Марка позволяет совершать сварку на низких токах. Электроды имеют повышенную чувствительность при сварке с результатом вогнутых швов. Технологические свойства марки: -допускается сварка удлиненной формы дуги; -150-180 С – обязательное условие прокалки электродов; -предоставляется выбор электродов.
Параметры сварки можно разделить на дополнительные и основные виды. К дополнительным параметрам относятся толщина и состав материала, положение электрода, а к основным - полярность и величина тока, диаметр, напряжение и скорость марки.
Что влияет на основные параметры?
В первую очередь это сварочный ток. Увеличение скорости может вызвать рост провара, что вызывает изменение энергии и давления. Синий цвет обмазки гарантирует стопроцентную защиту от подделок и других оплошностей. Состав влаги перед использованием не должен превышать 0,7 %. Перед применением нужно накалить до 200 градусов. Электроды используются для конструкций не более 3-20 мм. Другие изделия не подойдут к делу и останутся незамеченными.
Рассмотрим главные особенности марки МР-3С от других фирм:
1.Первое, это легкость введения электродов в сварку. Данный пункт нельзя не отметить, так как это самое главное отличие с синей обмазкой. 2.Стопроцентное качество сварочных материалов в разных видах. 3.Осуществляется сварка на низких токах. 4.Сварка может происходить от источников питания. 5.Экономия в изготовлении и работе. 6.Минимальные претензии к работе сварщика и оборудованию.
Качественный электрод должен обеспечивать устойчивую дугу, равномерное покрытие, быстрое устранение шлаков, отсутствие проблем сварки. В последнее время продажи на данную модель увеличились. Так как она гарантирует качество и надежность. Следующие сертификаты на получение марки МР-3С: -сертификат на соответствие ГОСТ; -санитарное обслуживание на электроды; -свидетельство о признании дееспособной марки реестром.
Сварочные электроды с синей обмазкой применяются для сварки металлических конструкций: строительных емкостей, проводов и другие. В магазинах электроды продаются на вес. Покупатели смогут приобрести марку за килограмм. Стоимость услуги в каждом магазине может меняться, в соответствии с законодательством России. Определение марки стоило некоторых проблем, но все, же каждый покупатель выбирает продукцию по своей нужде.
Электроды мр-3с синие.

Сегодня купить электроды не составит никакого труда. В магазине или на рынке высококвалифицированные специалисты помогут и подскажут, что лучше выбрать. Главное нужно точно знать, что нужно варить или наплавлять, из какого материала состоят конструкции и основные изделия. Так как от вида и химического и технического состава исходного материала зависит выбор электрода.
Для ручной сварки предназначены электроды мр-3с. В зависимости от видов работ и используемых сталей они отличаются друг от друга по цвету. Сегодня широко применяются с синей и зеленой обмазкой. Синий цветовая гамма говорит о рутилово-основном составе электрода. Используются при проведении сварочных работ конструкций, состоящих из углеродистых и низколегированных сталей. Характеризуются временным сопротивлением разрыву до 450 МПа. Можно использовать при создании сварочного шва в потолочном положении, при постановке прихваток и сварке неповоротных стыков трубопроводов. Благодаря своим техническим характеристикам электроды мр-3с легки и просты в использовании, позволяют проводить работы на низких токах и от источника питания бытовой электросети. При сварке в различных пространственных положениях используется переменный и постоянный прямополярный ток.
Электроды марки МР-3с имеют коэффициент наплавки 8,5 г/Ач, как расходный материал получается 1,7 кг электродов на 1 кг наплавленного металла. Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.

При выполнении сварочных работ в нижнем положении готового шва используются электроды диаметром от 2,5 до 6 мм, при вертикальном от 2,5 до 5,0 мм, а для потолочного пространственного положения применяют электроды диаметром от 2,5 до 4,0. При этом, конечно же, требуется различная сила тока, от 60 до 250 ампер. Содержание влаги в покрытии электрода перед началом эксплуатации допускается по стандартам не более 1%.
Технические характеристики электродов МР-3 и МР-3С
Электроды МР-3 тип Э46 применяются для сварки малоуглеродистых сталей.
Технические характеристики МР-3
- плавящийся электрод с рутиловым покрытием;
- стержни изготовляются из проволоки Св-08;
- сварка во всех пространственных положениях, кроме вертикального (сверху-вниз);
- напряжение холостого хода — 60-80 вольт;
- дуга — короткая, средняя;
- ток — переменный, постоянный обратной полярности;
- коэффициент наплавки — 8,5 г/А·ч;
- коэффициент разбрызгивания — 9-13%;
- расход электродов на 1 кг наплавленного материала — 1,7 кг;
- прокалка электродов при температуре 150-180 градусов.
Механические свойства металла:
- временное сопротивление разрыву не менее 46 кгс/м2;
- относительное удлинение не менее 18%;
- ударная вязкость не менее 8 кгс/см2.
Массовая доля элементов химического состава (таблица):
Вес одного электрода МР 3 исходя от диаметра:
- 30 гр (3 мм);
- 60 гр (4 мм);
- 92 гр (5 мм).
Количество стержней в пачке и её вес:
- 83 шт, 2.5 кг (3 мм);
- 41 шт, 2.5 кг (4 мм);
- 54 шт, 5 кг (5 мм).
Цена на электроды МР-3 установлена приемлемая. 3 мм стержни приобретают за 80 рублей кг.
Электроды МР3 хранят в сухих помещениях. При увлажнении прокаливают 1 час, при 150-180 °С.
Рекомендуемые значения тока
Таблица поможет определится с сварочным током в зависимости от диаметра электрода и способа применения.

Преимущества использования МР-3:
- высокая устойчивость дуги;
- умеренное разбрызгивание металла;
- красивое формирование шва;
- хорошая отделимость шлаковой корки.
Технические характеристики электродов МР-3С
Мало чем отличаются от МР-3. Изделие имеет рутиловое покрытие со специальными ионизирующими добавками. МР 3С (синие) являются родственником ОК 46 и работают от маломощных бытовых сварочных аппаратов 50 вольт.
При сгорании выделяют 0,6 гр марганца против 1,25 гр. Вот и все различия. Остальные характеристики одинаковые с МР-3.
Видео: обзор МР-3С.
Отзывы
Профессиональный сварщик, Иван Корейко:
- упаковка стержней плохая, при перевозке они бьются друг о друга;
- поджиг странный, то электрод быстро схватывается, то идет в отказ;
- шлака много и обмазка в процессе осыпается.
Не рекомендую изделия лосиноостровского завода для ответственных конструкций и швов, и новичкам. Опытный профи сварит любыми электродами, а начинающему мастеру лучше приобретать стержни ESAB или ОК 46.
P.S. По отзывам вывод такой: ESABовские МР-3С хорошие, а качество ЛЭЗовских хромает (50 на 50).
Выбирает электроды для сварки
Главная / Ты и твой дом / Полезная информация / Мастеру в помощь / Как выбрать сварочные электроды
От сварочных электродов зависит не только комфортность и скорость сварочных работ, но и качество сварного шва. На то, как долго будет служить шов, влияют несколько факторов: качество электродов, условия, при которых происходит хранение электродов, и срок их годности.
Лучшими будут те электроды, которые рекомендованы компанией-производителем сварочного аппарата.
В основе электрода лежит сварочная проволока, от качества которой зависит качество электрода. Электроды бывают покрытыми и непокрытыми, металлическими и графитовыми. Покрытие, как правило, выполняется из различных порошков, соединённых клеем.
Характеристики электрода зависит и от марки производителя. От того, какую именно марку вы выберете, зависит качество и состав сплава, с которым данный электрод сможет работать.
Если вам нужно сварить низколегированные стали, то понадобятся вам электроды нержавеющие с маркировкой ОК 67.75 ОК 76.28, покрытие у которых будет смешанным.
Рутиловое покрытие сделано из порошка диоксида титана, который улучшает качество самого шва и способствует стабилизации горения. Отличаются такие электроды достаточно высокой ценой, но их преимущества значительно оправдывают цену. Рутиловые электроды применяют при сварке влажно-ржавых деталей. Способность электродов снижать количество брызг металла при сваривании способствуют снижению потери самого металла.
Ильменитовое покрытие сделано не только из диоксидов титана, но в их состав включают еще и железо. Само соединение швов отличается от швов, сделанных рутиловыми электродами, своей прочностью и эластичностью.
Основное покрытие сделано из карбонатов и фтористых соединений. Отличается соединение, сделанное при помощи таких электродов, своей пластичностью. Швы, сделанные электродами с основным покрытием, очень устойчивы к изменениям температуры окружающей среды. Но при сваривании деталей, имеющих ржавую кромку, такие электроды лучше не применять.

Неплавящиеся сварочные электроды
Применяют неплавящиеся электроды при сварке цветных металлов. В состав таких электродов входят материалы, обладающие высокой температурой плавления. Обычно это вольфрам, к которому добавлены разные присадки:
Электроды зеленого цвета, в состав которых вошел чистый вольфрам без различных добавок, применимы для электросварки алюминия и магния. При своем достаточно долгом сроке службы, такой электрод вызывает трудности при зажигании.
Электроды синего цвета содержат в своем составе вольфрам с добавлением оксида лантана. Подходят такие электроды для алюминия, легированной стали, и меди. Не вызывают трудности при зажигании.
Электроды белого цвета содержат вольфрам, в который добавили оксид циркония. Такой электрод является универсальным и сваривает большинство цветных металлов и сплавы из них. Хорошо зарекомендовал себя при электродуговой сварке переменным током.
Кресло для руководителя и мебель в офисе, как правило, подчеркивает статус компании и доказывает то, что у нее дела идут просто отлично. Поэтому лучше всего приобретать мебель у качественных производителей. Например, знаменитая компания Office-77 на данный момент не является новичком на рынке офисной мебели в Москве. Компания Office-77 уже успела завоевать положительную репутацию, как один…
Стоит ли покупать декоративные рольставни
Рассматривая множество преимуществ, которыми обладают рольставни, достаточно трудно не согласиться с тем, что конструкции такого типа еще долгое время будут вне конкуренции на рынке. Тем не менее, есть и достаточно привлекательные альтернативы, например мультифактурные жалюзи, новые модели штор, гардин и т.п. Почему же стоит выбрать именно роллеты, а если и выбрать, то какие -декоративные или…
Для того чтобы максимально облегчить свою непростую и тяжелую физически работу, профессиональные строители вынуждены использовать различную вспомогательную технику, без которой осуществление этой деятельности просто невозможно себе представить. Такие машины призваны выполнять различные функции, непосредственно связанные с перемещением тяжелых грузов с одного места на другое, с их поднятием или опусканием на нужную высоту, с рытьем грунта…
Принцип действия и характеристики опорных кранов
Подъемным краном (получившем широкое распространение в целом ряде сфер народного хозяйства) называют механизм, применяемый для захвата тяжестей и их перемещения в горизонтальном и вертикальном направлениях. Использование крана ограничивается зоной цеха, строительной площадки или склада. Наиболее часто можно встретить краны опорного типа. Что нужно о них знать? Перемещение опорного крана происходит по рельсам, расположенных на полках…
Выбор межкомнатных дверей
Межкомнатные двери – важная составляющая вашего интерьера. Это один из способов разделить пространство помещения, регулировать тепловой и звуковой поток. Кроме того, со вкусом подобранные и гармонично вписывающиеся в общий стиль интерьера, они выгодно подчеркнут индивидуальность вашего дома. Поэтому к покупке дверей необходимо подойти со всей ответственностью. Двери должны гармонировать с декором, тогда они станут украшением…
Параметры сварки можно разделить на дополнительные и основные виды. К дополнительным параметрам относятся толщина и состав материала, положение электрода, а к основным — полярность и величина тока, диаметр, напряжение и скорость марки.
Рассмотрим главные особенности марки МР-3С от других фирм:
Какие электроды выбрать — несколько советов начинающему сварщику

Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. В статье мастер сантехник расскажет, какие электроды выбрать начинающему сварщику.
Что такое электрод и для чего обмазка

Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.

Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.

Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Виды обмазки и их характеристики

Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки

В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды.
Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР-3
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР-3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР-3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР-3. У вас все должно получится.
УОНИ 13/55 с основной обмазкой

Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.

Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко.
Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб. Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- Какой диаметр электрода использовать при сварке;
- Какой ток выставить;
- К какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл.
Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм.
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод.
При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус.
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
В сюжете - Выбираем лучшие и худшие электроды для начинающего сварщика
В сюжете - Как расспознать тип электродов и понять для чего они применяются
Классификация вольфрамовых электродов

Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
Маркировка вольфрамовых электродов по цветам
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому н агрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.

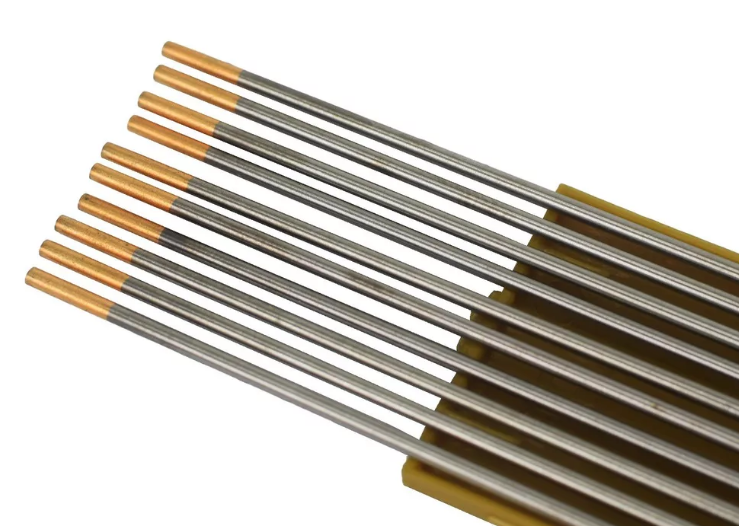
- WL-15 (золотистый) , WL-20 (синий) - содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.

Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий - радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу - достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое "брожение". Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Вольфрамовые электроды - классификация, описание, характеристики

Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовый электрод разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения вольфрамовых электродов подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода – химический состав, размер прутка.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка.
Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Читайте также: