Система ручной лазерной сварки
Обновлено: 18.05.2024
Можно делать сварочные работы быстро и красиво, так, что, оценив качество вашей работы, заказов поступало бы больше, оборот и прибыль увеличивались. А можно варить «по старинке», дополнительно тратя время на зачистку, шлифовку или на заработную плату штатного профессионального сварщика. В первом случае, вам понадобится современное оборудование – аппарат ручной лазерной сварки, пришедший на смену аргонодуговому методу. А как его выбрать, чтобы не переплатить? Разберемся.
Скорость, качество, быстрота, простота лазерной сварки – технические специалисты точно это оценят. А экономисты увидят обоснованную выгоду.
Почему именно лазерная сварка?
Мы не будем писать много, чтобы постараться донести простую истину нашего времени, что лазер и промышленность – это уже понятия, равносильные – конкурентоспособность и прибыль. Просто разложим по полочкам достоинства технологии и, прямолинейно упомянем о ее недостатках (спойлер: их практически нет).
Технология лазерной сварки заключается в воздействии на материал сфокусированным лучом лазера, происходит нагрев и плавление зоны обработки.
Промышленная ручная лазерная сварка: преимущества и недостатки
Система ручной лазерной сварки – универсальное решение. Ее преимущества (только факты):
- себестоимость сварного шва в 4 раза меньше традиционной сварки;
- высокое качество шва: чистый, ровный, без зазоров. Не надо тратить время на шлифовку, можно сразу приступать к следующему технологическому этапу;
- сварка металлов всех видов: сварка нержавеющей стали до 5-10 мм (односторонняя-двусторонняя); сварка оцинкованной и низкоуглеродистой сталей до 5-10 мм; сварка алюминия до 5-10 мм; сварка меди до 2 мм;
- глубокий шов при минимальной ширине (соотношение глубины и ширины 5:1, может достигать значений 10:1);
- идеально ровный шов без перегрева. Отсутствие брызг и деформации металла;
- в 4 раза быстрее традиционной сварки. Скорость может достигать 90-120 м/ч;
- возможность сварочных работ в труднодоступных местах, на удалении от лазера;
- не нужны специальные навыки сварщика, не надо нанимать профессионала. Можно обучиться ручной сварке всего за 2-3 дня.
Из недостатков – высокое первоначальное вложение на покупку станка, но при правильном планировании и расчетах он окупается за несколько месяцев и приносит потом стабильно высокий доход.
Область применения
- Машиностроение.
- Станкостроение.
- Ювелирные изделия.
- Рекламные конструкции.
- Производство электроприборов.
- Микроэлектроника.
- Военно-промышленный комплекс.
- Авиация и космическая отрасль.
Это лазерная сварка промышленного оборудования, высокоточных механизмов, приборостроения, в том числе с необходимостью обработки тонкостенных материалов, где требуется небольшая глубина плавления, и многое другое.

Как выбрать аппарат для лазерной сварки
Перед тем как выбрать и купить аппарат ручной лазерной сварки, следует ответить себе на несколько вопросов, чтобы не заплатить лишнего: для каких экономических целей он приобретается, и какой материал будет в работе.
А дальше рассматриваем варианты комплектации, основные элементы это:
- лазерный излучатель;
- блок сварочной головки с линзой (сварочный пистолет);
- блок программного управления с контроллером;
- чиллер (охлаждение).
Этапы выбора:
- Выбираем мощность установки. В зависимости от вида металла, его толщины, подбирается мощность лазерного источника. Для толщины до 3 мм – мощность 1000 Вт, 3-4 мм – 1500 Вт.
- Лазерный источник. На рынке сейчас наиболее популярны IPG Photonics, JPT, Raycus, RECI. IPG особенно выделяется на фоне других производителей генераторов лазера: высокое качество выходного луча и его стабильность с двойной защитой, в т.ч. от обратного излучения. Проверенный российский производитель. JPT – демократичный аналог IPG, немного уступает ему по эффективности преобразования электрической энергии в лазерную. Лазерная сварка Raycus будет хорошо справляться со всеми металлами, кроме цветных.
- На что еще стоит обращать внимание:
- оригинальность компонентов;
- гарантия на лазерный источник. Это самый дорогой узел в установке и от его качества зависит, в том числе, срок эксплуатации. Не все продавцы предлагают новый излучатель, кто-то комплектует станок б/у лазерами или после починки;
- есть ли техподдержка, гарантийное и постгарантийное обслуживание;
- наличие компонентов на складе, как скоро их могут заменить в случае поломки. Не придется ли ждать месяцами, неся убытки;
- цена аппарата лазерной сварки, надежного, достойного внимания станка, не может быть меньше 1 млн рублей. Все что ниже – деньги на ветер;
- техдокументация на русском языке. Добросовестные компании, которые давно на рынке, предлагают русифицированную инструкцию и сертификаты.
Все лазерные аппараты ручной сварки, предлагаемые нами, имеют гарантию на лазерный излучатель от 2-х лет, а в случае выхода из строя каких-либо узлов, они оперативно заменяются деталями, которые всегда есть на складе. Устройства прошли сертификацию и укомплектовываются СИЗ (средства индивидуальной защиты).
Аппараты лазерной сварки металлов от GrosseMARK
Команда инженеров GrosseMARK создала надежные и энергоэффективные лазерные станки для промышленной сварки, представленные серией G-Weld Power, способные делать все виды швов: стыковые, кольцевые, угловые, тавровые на любом металле. Благодаря встроенной системе охлаждения возможна эксплуатация аппарата в режиме 24/7. Надежный цифровой контроллер контролирует частоту вибрации линз в лазерной головке, мощность излучения, ширину и глубину сварочного шва, давление и систему подачи газа, температуру в чиллере. Это обеспечивает стабильность выстроенных параметров и безопасность оператора установки. Для создания герметичных и аккуратных сварных швов на G-Weld Power не нужно быть супер профессионалом, достаточно пройти короткое обучение в течение нескольких дней.
G-Weld Power – напольный аппарат с высокой производительностью для промышленных объемов лазерной сварки металла: оцинкованная, углеродистая, нержавеющая сталь, алюминиевые сплавы (толщина до 4 мм), медь (до 1 мм). Большая мощность лазерного излучателя в 1000 Ватт (или 1500/2000 Вт, в зависимости от модели) не влияет на повышенный износ диодов, что часто встречается у аналогов с Алиэкспресс. Параметры мощности легко регулируются. В данной модели уже предусмотрены 50 технологических программ для разных вариантов материалов.

G-Weld Power работает в режимах: импульсный, постоянный, стич, прихваточный шов, доступен режим высокой пиковой мощности до 2500 Ватт (для сварки высокоотражающих металлов). От перегрева аппарат надежно защищает интегрированная система охлаждения (водяная).
Лазерный источник на выбор: Raycus, JPT или лазерная сварка IPG с ресурсом работы 24/7 80 000 — 100 000 часов. Регулируемая глубина сварки – 0,1-5 мм, скорость сварки – до 120 мм/с,. Потребляемая электроэнергия – 15 кВт. Легкий эргономичный пистолет удобен в руке и позволяет оператору варить качественные швы всю смену.


Что в итоге: краткое резюме
Приобретая G-Weld, вы получаете:
- качественную лазерную сварку по любому металлу;
- гарантию надежности в безотказной работе и ремонтопригодности приборов. Гарантия на эти модели – 12 месяцев:
- уникальное ПО и адаптированную систему управления с уже загруженными программами под разные параметры (вид металла, толщина, тип шва). Справится даже новичок;
- быстрая переналадка для перехода на новое изделие;
- оперативную замену компонентов при техобслуживании. Все узлы всегда в наличии;
- экономичный расход газа;
- российскую сборку по государственным стандартам отрасли;
- быстрое и легкое обучение;
- оперативную поддержку опытных специалистов компании при возникновении любых вопросов;
- самое главное – снижение себестоимости конечного продукта и увеличение производительности за счет вышеупомянутых возможностей и преимуществ лазерного станка для ручной сварки G-Weld.
Приглашаем посетить наш демонстрационный зал, чтобы посмотреть и оценить работу лазерного сварочного оборудования в реальном времени, на реальных образцах или оставьте заявку на коммерческое предложение на сайте.
Хотите получить бесплатный образец? Напишите нам.
Вы можете дополнить оснащение своего предприятия другой нашей продукцией: лазерный маркиратор, лазерный гравировщик.
Ручные аппараты лазерной сварки
В компании «Inlaser» можно купить ручной аппарат лазерной сварки с источниками IPG, Raycus и MaxPhotonics. На высокотехнологичных аппаратах установлено программное обеспечение на русском языке, простое интуитивно понятное управление. Доставку осуществляем по России и ЕАЭС. Предоставляем гарантию. Осуществляем постгарантийное обслуживание. При необходимости проводим обучение персонала работе с лазерным сварочным аппаратом. Предусмотрена гибкая система оплаты, в том числе, лизинг.














Купить аппарат лазерной сварки
Предлагаем купить оборудование лазерной сварки по цене от производителя. Маркетплейс «Inlaser» сотрудничает напрямую с заводами, поэтому устанавливает невысокие расценки. Ручной аппарат лазерной сварки предназначен для выполнения производственных задач и ремонта. Это компактное устройство, включающее волоконный источник, системы охлаждения (чилер) и управления в едином корпусе, ручной пистолет. Ручная лазерная сварка дает ровный и прочный шов, который не нужно обрабатывать дополнительно. Возможности подобного оборудования – это точечная сварка, а также разные виды швов: угловой, стыковой, тавровый, кольцевой.
Преимущества ручного лазерного сварочного аппарата:
- Лёгкий доступ в труднодоступные места;
- Возможность обработки крупногабаритных изделий;
- Эстетичные сварные швы без трещин и подрезов;
- Надёжное соединение без коррозийных разрушений;
- Отсутствие расходных материалов (электродов);
- Стыковка без присадочной проволоки;
- В сравнении с дуговой, скорость обработки ручной лазерной сварки в 2-4 раз выше;
- Длительный срок службы без сложного техобслуживания и замены комплектующих;
- Возможность сочетания операций резки и сварочных работ;
- Термическая деформация металла минимальна, поскольку зона нагрева локализована;
- Возможно сваривание двух металлов с различными физическими свойствами.
Оплата и доставка оборудования для лазерной сварки
Купить оборудование лазерной сварки в компании «Inlaser» могут физические и юридические лица. Выбирайте оплату с НДС или без НДС. Возможно оформление покупки в лизинг: рассчитайте условия на онлайн-калькуляторе за несколько секунд. Оставьте заявку, чтобы получить консультации, узнать точную дату доставки в ваш регион, получить коммерческое предложение на поставку.
Аппараты ручной лазерной сварки












Волоконно лазерная сварка применяется для сварки металлических конструкций из листового и профильного металла (труб). Такая сварка отличается высоким качеством соединения различных металлов.
Преимущества лазерной сварки
- Идеальный сварной шов
- Высокий ресурс и отсутствие расходных материалов (кроме газа)
- Сварка без правок и дальнейшей механической обработки свраного шва
- Высокая производительность и скорость сварки
- Высокая экологическая безопасность по сравнению с традиционной сваркой
- Минимальные температурные поводки и коробление металла (в сравнении с другими методами).
- Возможность сварки двух разных материалов
Принцип работы
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в систему фокусирующих линз и фокусируется в пучок. Дальше луч направляется на свариваемые детали, нагревает и расплавляет металл, формируя аккуратный сварной шов.
Свариваемые материалы не подвергаются чрезмерным нагревам в следствии чего не происходит их деформация и сохраняется геометрия изделия. Стоит также отметить что, даже малоопытные сварщики использующие оптоволоконные ручные лазерные аппараты показывают высокую эффективность и качество в сварке металлоконструкций, фитингов и т.д.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Волоконная сварка проводится непрерывным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.

В последнее время широкое распространение получили сварочные головки с сканаторными системами формирующие так называемый воблинг шов. За счет поступательно вращательного движения лазерного луча формируется равный широкий сварочный шов. Такие головки, как WSX ND18, Qilin позволяют регулировать его ширину от 0-4мм.
Как и в традиционной сварке, в лазерной также используют присадочных материалы (проволока диаметром около 1,5 мм, лента или порошок). Присадка увеличивает сечение сварного шва. Для подачи проволоки в зону сварки используют автоподатчики с регулировкой скорости подачи. Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).
Оборудование
Лазерный сварочный аппарат состоит из следующих компонентов.
1. Лазерный источник.
Мы поставляем три бренда лазерных источников излучения: IPG, Raycus или MAX.
Важно правильно подобрать мощность лазера. Диапазон мощностей для ручной сварки составляет от 500 до 2000 Ватт. Для комфортной сварки нержавеющей стали лучше использовать лазерный излучатель не 1500 ватт.
2. Водяной чиллер.
Для охлаждения источника излучения и лазерной головки используется водяной охладитель жидкости - чиллер. Этот аппарат сам регулирует температуру охлаждающей жидкости и отключает станок если он выходит за рамки рекомендуемых параметров.
3. Сварочная головка.
В составе сварочных аппаратов мы используем лазерные головки производства Hanwei, Qilin и WSX. Эти головки обладают дополнительными параметрами настройки, меньшими габаритами и весом, а самое главное возможностью регулировки сварного шва и отключение воблинг эффекта. Отключение воблинга позволяет производить резку тонких металлов сварочным аппаратом установив специальное сопло.
4. Контроллер управления лазерным источником.
Контроллер управления представляет собой микрокомпьютер с понятным интерфейсом на английском или русском языке. С помощью тачскрина Вы можете настроить мощность изучения, частоту, подачу газа и другие необходимые параметры.
5. Сварочный газ Аргон.
Газ необходим не только для поддержания хорошей свариваемости материалов, но и для защиты оптического тракта от копоти и нагара.
Используйте только высокоочищенный газ для сварочных работ. Это увеличит ресурс защитных и фокусирующих линз, ресурс самого лазерного излучателя и повысит качество сварного шва.
Инструкция по ручной лазерной сварке [часть 2]

Лазерная сварка это один из многих промышленных лазерных процессов, который используется для соединения различных материалов путем создания прочного сварного шва между ними. Этот процесс можно использовать для создания прочного и прочного соединения между двумя типами материалов. Используемый лазер фокусирует луч света высокой интенсивности на желаемую область. Целью процесса лазерной сварки является физическое сплавление двух материалов вместе для образования связи между ними. Хотя аппараты для лазерной сварки в основном используется для соединения металлов, они также могут обрабатывать другие типы материалов, такие как пластмассы и силикон.
Меры предосторожности:
- Перед использованием лазера обеспечьте надежное заземление.
- Все обслуживание должно проводиться под руководством технического персонала компании. Во избежание поражения электрическим током, пожалуйста, не повреждайте этикетку и не снимайте крышку, в противном случае повреждения изделия не гарантируются.
- Выходная головка лазера соединена с оптическим кабелем. Пожалуйста, внимательно проверьте выходную головку, чтобы предотвратить попадание пыли или других загрязнений. Пожалуйста, используйте специальную бумагу для линз при очистке выходной линзы.
- Во время работы лазера запрещается устанавливать выходную головку.
- Не смотрите непосредственно на выходную головку. Обязательно надевайте защитные очки при работе с машиной.
- Перед подключением лазерного сварочного аппарата к источнику питания переменного тока необходимо убедиться, что подключено правильное напряжение переменного тока. Неправильное подключение источника питания вызовет безвозвратное повреждение лазера.
- Очень важно держать выходную линзу чистой для выхода лазера с хорошей коллимацией. В противном случае лазер может быть поврежден безвозвратно.
- Перед использованием лазерного сварочного аппарата убедитесь, что он не поврежден.
- Когда лазер не используется, пожалуйста, закройте защитный колпачок коллиматора; не прикасайтесь к линзе на выходе; при необходимости очистите линзу специальной бумагой для линз и спиртом.
- Потеря мощности лазера может быть вызвана неправильной эксплуатацией в соответствии с вышеуказанными характеристиками.
Подготовка оборудования перед использованием
1) Настройка температуры воды в системе охлаждения:
- Летом (температура окружающей среды выше 30 ℃) 29 ± 0.5 ℃.
- Зимой (температура окружающей среды ниже 30 ℃) 25 ± 0.5 ℃.
2) Требования к охлаждающей жидкости:
В качестве охлаждающей жидкости используется очищенная вода.
Для предотвращения закупорки труб, вызванной ростом плесени в воде внутри чиллера, рекомендуется добавлять этанол при добавлении чистой воды, при этом объемное соотношение этанола составляет 10%.
При температуре окружающей среды от - 10 ℃ до 0 ℃ необходимо использовать 30% раствор этанола по объему.
При температуре окружающей среды оборудования от - 10 ℃ до 0 ℃ необходимо использовать 30% раствора этанола по объему и заменять его каждые два месяца.
Когда температура окружающей среды оборудования ниже - 10 ℃, необходимо использовать охладитель с двойной системой (с функцией нагрева) и обеспечить непрерывную работу системы охлаждения.
Другие требования к системе охлаждения:
Если лазер не используется в течение длительного времени, охлаждающая вода внутри системы охлаждения и лазера должна быть слита, иначе это приведет к безвозвратному повреждению лазерного оборудования.
Установите правильную температуру воды в системе охлаждения в соответствии с температурой окружающей среды. Если температура воды установлена слишком высокой, лазер не будет работать нормально. Если температура воды установлена слишком низкой, конденсат будет образовываться в лазере или в выходной головке лазера, что приведет к безвозвратному повреждению лазера.
Перед запуском лазера система охлаждения должна работать нормально, а температура воды должна достигнуть соответствующей температуры. (летом: 29 ± 0,5 ℃; зимой: 25 ± 0,5 ℃).
Меры предосторожности при установке
- Оборудование должно быть размещено в надлежащем положении по горизонтали и закреплено при необходимости.
- Перед включением оборудования проверьте, пожалуйста, стабильность электропитания (220-380 В переменного тока ± 10%, 50 / 60 Гц) и состояние провода заземления.
- Все линии электропередач и линии управления должны быть хорошо подключены в состоянии отсутствия электричества.
- Подключите систему охлаждения к лазеру и выходной головке в соответствии с идентификацией входа и выхода воды.
- Пожалуйста, проверьте выходную головку лазера и при необходимости очистите ее перед установкой в оборудование. Если на выходной головке обнаружена пыль, не продолжайте установку и эксплуатацию лазера.
- Не наступайте, не сдавливайте и не перегибайте желтую/металлическую бронированную защитную оболочку во время установки перемычки, чтобы избежать повреждения оптического волокна.
- В процессе установки и удаления, пожалуйста, обращайтесь с лазерной выходной головкой осторожно и избегайте вибраций.
- В процессе установки выходной головки перемычки окружающая среда должна быть чистой, иначе она может загрязнить выходную головку (когда летом каждый день жарко, не используйте электрический вентилятор для рассеивания тепла, чтобы избежать большого количества пыли в воздухе).
- Минимальный радиус изгиба передающего волокна лазера не должен быть меньше 20 см в нерабочих условиях, таких как транспортировка и хранение. В состоянии выхода лазера минимальный радиус изгиба должен быть не менее 30 см.
Все линии управления лазера должны быть подключены в неэлектрифицированном состоянии. Монтаж линии управления при подаче электричества может привести к повреждению лазера.
Выходное волокно лазера должно быть размещено в естественном состоянии, насколько это возможно, и запрещено скручивать выходное волокно.
Если диаметр волокна слишком мал, выход лазера будет поврежден.
В процессе монтажа и демонтажа обращайтесь с лазерной выходной головкой осторожно и избегайте вибрации. Перед сборкой лазерной выходной головки необходимо очистить оптическую линзу от загрязнений.
Перед сборкой лазерной выходной головки оптическая линза и полость режущей головки должны быть чистыми и незагрязненными.
Пожалуйста, тщательно следите за защитным колпачком выходной головки, чтобы предотвратить его загрязнение; в противном случае защитный колпачок будет вызывать косвенное загрязнение выходной головки.
Интерпретация шести точечных рисунков
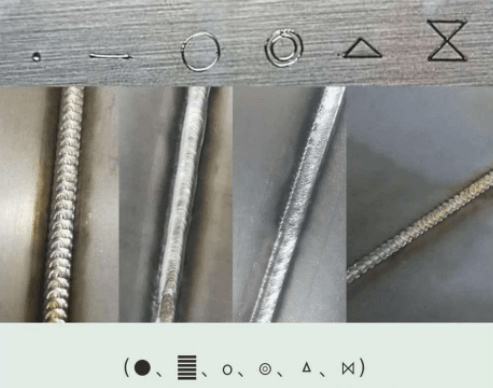
Форма сварного шва должна быть подобрана в соответствии с необходимой задачей.
| Номер | Тип | Преимущества |
| 1 | Пятно | Малое пятно, сильная энергия, подходит для проникающей сварки и резки. |
| 2 | Линия | Ширину можно регулировать, а толстую пластину можно до определенной степени прорезать. Этот метод подходит для наружной угловой сварки, сварки встык и сварки с подачей проволоки. |
| 3 | Круг | Диаметр можно регулировать, распределение плотности энергии равномерное, преимущество очевидно при использовании высокочастотной сварки тонких листов. |
| 4 | Двойное О | Диаметр можно регулировать, основная функция - уменьшить полое пятно, сделать пятно больше и сделать так, чтобы пластина получала более равномерное световое излучение. Данный метод подходит для всех видов угловой сварки. |
| 5 | Треугольник | Регулируемая ширина, при уменьшении полого пятна, энергия трех сторон может сделать середину и левую и правую стороны пластины полностью нагретыми. При добавлении сварки с подачей проволоки, частота может быть уменьшена, а место сварки может иметь форму рыбьей чешуи. |
| 6 | Восьмерка | На основе треугольника продолжайте увеличивать световое пятно, так что пластина может нагреваться многократно, такой метод подходит при сварке большой ширины. |
Базовая оценка неисправностей
1. Состояние лазерной головки не отображается
Кабель двигателя X. Y может быть ослаблен, или входная мощность 15 В может быть прервана, или двигатель может быть поврежден.
2. Отсутствие индикации состояния проводимости или прерывистого светового потока во время сварки
Возможно, сигнал проводимости не подключен или провод ослаблен и не плотно вставлен, а зажим "крокодил" не образует петлю с сигналом DT1. Прерывистый свет может быть вызван незакрепленным медным соплом или ржавой пластиной в процессе сварки, не проводящей с помощью зажима.
3. Газ не поддается контролю
Кнопка подачи газа на сенсорном экране не закрыта, или задержка подачи газа установлена слишком высокой, или положительный и отрицательный полюса газового клапана поменяны местами.
4. Легко сжечь защитную линзу
Газ не чистый или отсутствует давление воздуха, кольцо заглушки повреждено, положение смещения красного света слишком велико, на пластине имеются масляные пятна и т. д.
5. Головка сварочной горелки перегрета
Это вызвано горением защитной линзы, блокировкой контура циркулирующей воды водяного охладителя или слишком большим диаметром волокна лазера.
6. Параметры сенсорного экрана не могут быть изменены
Это может быть из-за сильных статических помех или искажения программы сенсорного экрана, перезапустите программу для решения.
Техническое обслуживание:
- При очистке головки пистолета не протирайте ее водой или агрессивной жидкостью и не продувайте какую-либо часть головки пистолета воздушным пистолетом или сильной струей воздуха.
- При замене защитной линзы обратите внимание на чистоту окружающей среды, выключите вентилятор или кондиционер, вовремя заклейте зазор в корпусе пистолета клейкой лентой при извлечении защитной линзы и предотвратите попадание пыли в корпус пистолета.
- Внутри головки сварочного пистолета имеется несколько групп мощных хрупких отражающих линз. Категорически запрещается ударяться и падать при использовании головки сварочного пистолета.
- При использовании данного продукта вся машина должна быть заземлена, и должна быть обеспечена нормальная работа заземляющего провода. Соединение для лазерной сварки не может использоваться на одной консоли с аппаратом для аргонодуговой сварки и не может использоваться вместе с аппаратом для аргонодуговой сварки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
На нашем сайте вы можете приобрести оптоволоконный аппарат для лазерной сварки металла:

Оптоволоконный аппарат лазерной сварки металла XTW-1500/Raycus
Мощность лазера 1500 Вт. Ширина импульса лазера 0,1 - 20 мсек. Водяное охлаждение

Аппарат оптоволоконный для лазерной сварки металла GW-1500/IPG
Читайте также: