Сколько килограмм выдерживает сварка
Обновлено: 02.05.2024
Как известно на сварочный шов возлагаются большие надежды. При сварке различных конструкций, изделий рассчитывают нагрузку на шов и проводят тесты перед серийным выпуском. Тестируют на излом, сжатие, растяжение и усталость металла в различных температурных режимах. Создают условия в которых будет эксплуатация деталей конструкций. Что касается ремонта в различных погодных условиях то проводить различные опыты довольно затруднительно за отсутствие специального оборудования.
В таких случаях наша надежда опирается на умение варить и определенные знания в области электродов и свариваемых металлов. В различных справочниках по сварке можно найти информацию о швах. Так же существует ГОСТ 5264-80 где можно найти нужный нам стык. Это касается простых конструкций из стали, железоникелевых и никелевых сплавов. Трубы свариваются швом совсем по другому ГОСТ 16037-80.
Рассмотрим пример по конструкционной стали. Варить будем электродом МР-3 арсенал.
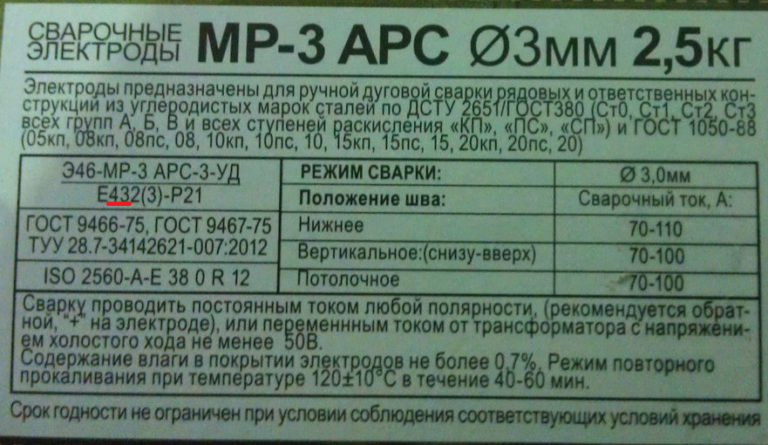
Максимальное допустимое значение нагрузки 430 МПа. При условии если правильно сварим. Металл возьмем из паспорта Ст3. Его характеристики.

Как видим максимальное значение 490 МПа нагрузки. Толщину возьмем 3мм и будем варить шов как на рисунке.
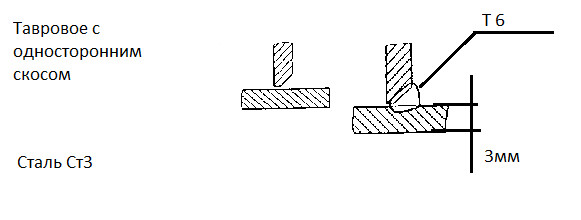
Теперь рассмотрим само соединение Т6.

Видим что катет превосходит толщину металла примерно на оду третью. Тем самым мы уравниваем максимальное значение нагрузки на шов. В данном примере 490МПа. На видео проведен тест такого соединения.
Практика показывает что сварка выдерживает куда более сильные нагрузки чем сама сталь. Бывает что перегревают свариваемое место и происходит ослабление структуры что приводит к излому. Так как пластичность шва берет на себя часть внутреннего напряжения, то старайтесь варить с отрывом на тонком металле. Сам лично не раз прожигал. Особенно когда кроме диаметра тройки нет ни чего. А варить приходилось сталь 1,5мм в толщину и то в труднодоступных местах.
Что касается трубопровода самое главное отсутствие дефектов в наплавленном металле. Иначе малейшая трещина со временем приводит к аварии. Техника проварки шва ведется непрерывно за исключением смены электродов. Бывают не поворотные стыки и приходится работать с зеркалом. Если трубы под давлением то нагрузка распространяется на стенки трубопровода. Так как структура металла в зоне свари не однородна. Такие места подвергаются растяжению (раздуваются). К примеру зимой часто происходят аварии на трубопроводе по водоснабжению и отоплению.
По этому на вопрос, сколько может выдержать сварочный шов после сварки электродами, мы разобрали на одном примере. Если хотим достичь хороших результатов и не боятся что сварка лопнет по шву то пользуйтесь ГОСТами. Несколько из них я упомянул ранее. Что же касается качества сварки в зимний период это отдельная тема и более сложные требования к техпроцессу.
А если хотите сами рассчитать сколько реально может выдержать шов я даю вам ссылочки на хорошую литературу.
Справочник сварщика стр 353 расчет сварочных соединений на прочность.
Несущая способность сварного шва

Хоть сам и конструктор — но все же всегда актуальный вопрос — почти при каждом проектировании сварных металлоконструкций «Сколько выдерживает сварной шов». Что бы узел соединения металлоконструкций смотрелся аккуратным и надёжным — уточняю несущую способность сварного шва. И так данные для электродов Э42, Э46, Э50, Э60 и соответствующим им сварочной проволоки
Расчет сварного шва
- Здесь приведен расчет несущей способности именно углового сварного шва для случая который встречается чаще всего в строительных конструкциях.
- Те сталь конструкции С245 (условно минимальный по прочности)
- Сварку выполняет специалист с корочкой
- На шов действуют только продольная сила без изгибающего момента!
- Согласно СП 16.13330.2011 без всяких лишний пояснений:
- Несущая способность в таблицах дана на 1см длины
Электроды / проволока = Э42 / Св-0,8:
| Катет шва, мм: | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Несущая способность сварного швы, т: (на продольное усилие) | 0,36 | 0,48 | 0,6 | 0,71 | 0,84 | 0,95 | 1,0 | 1,2 |
Электроды / проволока = Э46 / Св-0,8ГА:
| Катет шва, мм: | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Несущая способность сварного швы, т: (на продольное усилие) | 0,4 | 0,53 | 0,66 | 0,8 | 0,93 | 1,0 | 1,2 | 1,3 |
Электроды / проволока = Э50 / Св-0,8Г2С, Св-10ГА:
| Катет шва, мм: | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Несущая способность сварного швы, т: (на продольное усилие) | 0,43 | 0,57 | 0,71 | 0,86 | 1,0 | 1,14 | 1,29 | 1,43 |
Электроды / проволока = Э60 / Св-0,8Г2С , Св-10НМА, Св-10Г2:
Здесь Св-0,8Г2С с катетом до 8мм
| Катет шва, мм: | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Несущая способность сварного швы, т: (на продольное усилие) | 0,48 | 0,64 | 0,8 | 0,96 | 1,12 | 1,28 | 1,44 | 1,6 |
Местная проектная фирма обратилась за услугой разработки КМ чертежей конструкций металлической кровли. Проектируется типовое

Монтажники купили сначала профиль двутавр 36М, а потом решили проверить несущую способность. Обменять уже
Немного про сварку. Часть третья. Мифы и факты.

Искренне прошу прошу прощения у моих читателей, которых заинтересовала тема "Немного про сварку" и, которые ждали новый мой текст о сварке и о сопутствующих вопросах.
— Засадосы в работе и в личной жизни, помешали (да, и всегда будут мешать) сделать новый пост.
Откладывая что то на завтра, я понимаю, что откладываю это навсегда … Так нельзя.
Сегодня постараюсь реабилитироваться. Ну, хоть как то ))
И так, поговорим о мифах про сварку.
Ну, наверняка, каждый из нас слышал какие то байки про сварочные работы, про сварщиков, про швы, про железо и про то, как это вообще всё загадочно ))
— Ничего тут загадочного нет! Сплошная физика и психология. А точнее — смесь физики и психологии. Как ни странно, в общем то.
Миф первый — сантиметр сварки держит полтонны.
… Пипец!
Какой сварки ? Какая толщина металла ? Как варили ? Чем ? Кто и зачем ?
Я думаю, тут комментарии излишни. Этот миф, из разряда — "если мужика кормить вкусными щами, он не будет изменять". То есть домыслы, вроде убедительны, а вот факты неоднозначны, ввиду субъективности их оценки.
Про "сантиметр на тонну", я как правило, слышу от раздолбаев, которые сами это где то слышали
Миф второй — ручная дуговая сварка, круче полуавтоматической, ввиду того, что в первом случае — электрод толще ! (ММА против Mig/Mag)
— У ММА электрод толстый потому, что на него нанесено покрытие, которое при нагревании выделяет газы вымещающие кислород. А у MIG/MAG (полуавтоматическая) из сопла горелки выделяется углекислота, которая вымещает кислород. Всё просто.
Варим мы не толщиной электрода, а электрической дугой. Размер не имеет значения, имеет значение ток, и отсутствие кислорода, который сжигает металл.
Проволока, при сварке MIG/MAG, является проводником и присадкой одновременно, как в прочем и плавящийся электрод ММА. По этому, разницы — никакой !
Но, я являюсь сторонником полуавтоматической сварки, ибо мне так удобней и шов красившей.
Миф третий — сварка, это вредно. А ещё, сварщикам дают молоко "от вредности".
… я знаю кучу людей, которых сгубила офисная работа, малоподвижный образ жизни, аритмия, гиподинамия, геморрой, бронхиальная астма, стенокардия, атеросклероз сосудов, язва желудка, депрессия и алкоголизм.
И знаю другую кучу людей (сварщиков), которых поразила лишь депрессия и алкоголизм.
Блин, у обоих групп, шансы сдохнуть раньше времени -абсолютно равны…
Про "молоко от вредности", расскажу позже, в следующем посте )) Про технику безопасности.
Миф четвёртый — варить может каждый.
Да, в общем то, варить может каждый. Но, у кого то хорошо получится варить макароны и пельмени, а у кого то, хорошо получится варить металл. Причём, у обоих групп, результат будет зависеть лишь от практики. — Чем ни больше мы пробуем варить, тем лучше у нас будет получаться. Прямая зависимость ))
Миф пятый — апофеозом мастерства сварщика является сваривание двух бритвенных лезвий.
Я попробовал — какая то лажа получилась. Наверно, я хреновый сварщик.
Сами лезвия к железке (3мм) приварил, а вот между собой — не смог.
Миф шестой — сварщик, не слесарь.
Вообще, какой то когнитивный диссонанс ! Ну как так то — смог соединить, но не смог обработать ?
Миф седьмой — покупка сварочного аппарата, делает из вас автоматически сварщика.
— Нет. Как в прочем, как и покупка самогонного аппарата не делает из вас бутлегера, покупка кролика — фермера, покупка обручального кольца — жениха, покупка ружья — охотника и покупка стетоскопа — доктора.
Что может "холодная сварка" ?
Никогда не пользовался таковой, но вот думаю придется. Какую нагрузку выдерживает такая сварка? скажем можно ли ею сварить вешалку и повесить на нее 5кг ?
Одно но, холодная сварка не сваривает в прям смысле, а скорее склеивает или скрепляет. Изначально она в твердом состоянии пластилина, 2 компонента скатаны в колбаску, перед применением кусочек необходимого размера разминают в руках с добавлением небольшого количества воды, можно слюны. Потом ее можно формовать по желанию, заделать трещину на примет.
Но вот что бы что то "сварить" стык в стык, пруток арматуры к примеру, то не выйдет.
В общем что бы понять что это такое, надо самому хоть раз попробовать.

Холодная сварка - способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка - сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного) . В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
так получается, что холодной сваркой можно сваривать только места без нагрузки или с мин. нагрузкой ?
Я как-то уезжал из своего города на 700 км в гости. а там все поехали в лес, где и пробил поддон. причем пробил очень сильно (не просто треснул а была дыра сантиметра 4). так вот заляпал это дело холодной сваркой и спокойно проехал обратно все 700 км. ещё и у себя в городе ездил около 2 недель пока пришли запчасти. так что достаточно прочная штука,
Нет конечно.
Это же не метал, хотя опилки, пыль или стружку в нее можно добавить, но ее свойства от этого не сильно изменятся, потому как компоненты "холодной сварки" это эпоксидные смолы и отвердитель.
То есть это полимер, но не как не метал.
Читайте также: