Сколько весит сварочный аппарат
Обновлено: 17.05.2024
Габариты и вес сварочного аппарата – параметр несомненно важный, но не всегда играет ключевую роль. Тут следует определить для себя условия, в которых планируется эксплуатация сварочного аппарата.
Сеть масштаба города (сеть доступа)
Основной характеристикой таких сетей является большое число узлов коммутации с малым количеством сварок в каждом из них.
К примеру, в каждый многоквартирный дом заводится кабель, из которого выводится зачастую всего несколько волокон в зависимости от количества абонентов. Соответственно, в каждом узле необходимо провести сварку малого количества волокон (иногда 2-4). Остальные волокна могут идти транзитом. В этом случае, монтажник постоянно должен перемещаться с места на место и массогабаритные показатели монтажного оборудования играют чрезвычайно важную роль.
Еще одной характеристикой сети доступа является отсутствие элементарных условий для проведения монтажа оптических волокон (за исключением новостроек). Часто приходится работать на чердаках, в подвалах, на лестничных площадках и т.д. Все эти места имеют ограниченное пространство и недостаточную освещенность. В связи с этим у многих монтажников уже проявляются профессиональные заболевания: проблемы с ногами (из-за работы на присядки) и со зрением (согласитесь, сложно работать с волокном диаметром 125 мкм в плохо освещенном помещении).
Кроме того, ради сварки даже малого количества волокон все равно требуется подготовка рабочего места сварщика, что зачастую занимает больше времени, чем сам монтаж.
Вышеуказанные особенности монтажа оптического волокна в городских условиях повлекли создание отдельных линеек сварочных аппаратов, созданных для работы именно в таких условиях.
Основными их характеристиками являются:
- Малые габариты и вес
- Возможность крепления на груди монтажника и произведение сварочных работ в таком положении с минимальными временными затратами на организацию рабочего места
- Применение специальных держателей (холдеров) при работе с оптическим волокном. В этом случае волокно укладывается в холдер всего один раз. В дальнейшем, все манипуляции (удаление буферного слоя, скалывание, сварка) производятся с холдером, который имеет магнитную основу и без труда устанавливается в нужное место. Это существенно уменьшает нагрузку на зрение.
Следует учесть, что сварочные аппараты такого типа в основном выравнивают волокна по оболочке ( V-канавке ), что обуславливает несколько большие потери на сростке. Однако такие потери ( SMF: 0.03 дБ; MMF: 0.02 дБ; DSF: 0.06 дБ; NZDSF: 0.06 дБ) с лихвой удовлетворяют требованиям по потерям на сварном соединении сети доступа (до 0,15 дБ).
Магистральные ВОЛС


Ключевой особенностью магистральных ВОЛС является большое количество сварных соединений в каждой муфте или ODF (зачастую это от 24 до 96 волокон). Рабочее место монтажника в этом случае располагается в автомобиле или палатке, где есть место для монтажного стола, предусмотрены крепления для муфт, места для размещения скалывателя, салфеток, дозатора для спирта, инструментов, организовано освещение и др.
Монтажник редко перемещается и массогабаритные показатели сварочного аппарата играют не ключевую роль. Значительно важнее на магистрали – обеспечить минимальные потери на сварном соединении. Поэтому в этом случае профессионалы отдают предпочтения сварочным аппаратам с выравниванием волокон по сердцевине оптического волокна.
Сварочный инвертор. Назначение, виды, характеристики и выбор
Сварка, пожалуй, наиболее эффективный способ соединения металлических деталей.
Для ее выполнения используют сварочные аппараты различных видов, среди которых в последнее время широкое распространение получили устройства инверторного типа.
Причины кроются в его компактных размерах, малом весе, а также достаточно высоком качестве сварного шва, что привело к его массовому использованию домашними мастерами.

По сути, сварочный инвертор – это модифицированный аппарат для сварки металлов, с момента своего появления практически полностью вытеснивший привычные всем громоздкие устройства трансформаторного и выпрямительного типа.
Назначение и принцип действия
Существует несколько методов сварки, для каждого из которых требуется свой инвертор:
- Manual Metal Arc (MMA) – ручной режим электродной сварки с использованием покрытых электродов. Речь идет о моделях для ручной дуговой сварки металлов, обладающих малым весом и размерами. Они позволяют выполнять аккуратные качественные сварочные соединения, а их возможностей (с технической точки зрения) с лихвой хватает для сварки в условиях малого производственного участка или же мастерской. Метод ММА простейший из перечисленных, обеспечивает наименьшее качество сварки, если сравнивать с описанными ниже вариантами. Но это утверждение не означает, что он плохой, а указывает, что следующие лучше. Инвертор для сварки этим методом дает возможность работать с различными видами стали, включая чугун.
- Tungsten Inert Gas (TIG) – в большинстве случаев работа выполняется неплавящимся электродом, изготовленным из вольфрама. Этот метод также называется аргонно-дуговой сваркой, а область его применения – соединение заготовок со стенками толщиной до 6 мм. При работе в зону сварки подается присадочный материал автоматическим или ручным способом. Сама же дуга предназначена для плавки металла. Метод ТИГ подходит для сварки низкоуглеродистых и нержавеющих сталей, титановых и магниевых сплавов, а также цветных металлов. Среди преимуществ отмечается отсутствие брызг и шлаков в процессе работы, крайне высокое качество шва. Наряду с ними присутствует и минус, который заключается в невысокой скорости формирования шва.
- Metal Inert / Active Gas (MIG-MAG) – сварка в среде защитных газов (MIG – инертных, MAG – активных), причем в полуавтоматическом режиме. Проволока (одновременно электрод и присадка) подается в рабочую зону без человеческого вмешательства, а плавится теплом дуги. Качество последней определяется грамотностью настроек инвертора, то есть скоростью подачи проволоки, током, расходом и выбором самого газа. Применение – сваривание деталей с тонкими стенками. Ярким примером выступает автомобильный кузов.

Существую универсальные варианты аппаратов, которые подразумевают использование одной из приведенных выше технологий путем изменения режима работы посредством переключателя.

То есть одна модель способна выполнять все эти виды сварки.
Устройство, характеристики и свойства
Современный инверторный аппарат средней ценовой категории состоит из корпуса, имеющего опорные ножки для устойчивости, внутри которого смонтированы все его основные узлы, а на передней стенке расположена панель с различными индикаторами (неисправности, готовности к работе), переключателем технологии (вида) сварки и ручкой настройки сварочного тока.
Также спереди расположены разъемы для подключения электродержателя и зажима массы, а сзади выходит сетевой кабель со штекером для включения в сеть.

На задней стенке расположена решетка (вентиляционные прорези) обеспечивающая в паре с вентилятором качественное охлаждение “начинки” инвертора, основу которой составляют следующие элементы:
- Выпрямитель поступающего от питающей сети тока.
- Сам блок инвертора, генерирующий импульсы высокой частоты.
- Трансформатор, отвечающий за повышение тока вместе с понижением напряжения.
- Еще один выпрямитель.
- Рабочий шунт.
- Элементы управления, заключенные в индивидуальный блок с вынесенной наружу индикацией, переключателями и регуляторами.
Внешне сварочный инвертор выглядит, как относительно небольшой металлический коробок с ручкой или ремнем для переноса.
Принцип действия сварочного инвертора
Электрический ток от источника питания подается на выпрямитель, где переменный ток преобразуется в постоянный, после чего инвертором снова преобразуется в переменный, но имеющий очень высокую частоту.

Следом трансформатор понижает напряжение, в следствии чего сила тока значительно возрастает.
На финальном этапе в работу вступает еще один выпрямитель, преобразующий высокочастотный переменный ток с большой силой и малым напряжением снова в постоянный, на котором уже и выполняются сварочные работы.
Материал
В большинстве случаев основная часть корпуса сварочного инвертора представляет собой алюминиевую П-образную крышку и алюминиевое днище.
Передняя и задняя стороны изготавливаются из ударопрочного пластика.
Переключатели и регуляторы также могут быть пластиковыми или металлическими, а панель управления изготавливается из тонкого металла.
Прямые широкие ножки оснащаются резиновыми накладками для повышения устойчивости аппарата.
Питание, мощность и ток сварочного инвертора
Питание на сварочный инвертор подается от источника переменного тока напряжением 220 В (380 В включительно для профессиональных моделей).
Для этого в большинстве случаев используется подключение к розетке бытовой сети.
Если работы требуется выполнить вдали от источника электроэнергии, используется обыкновенный генератор, например, бензиновый, соответствующий аппарату по выдаваемой мощности.

Главное преимущество сварочного инвертора перед сварочным трансформатором, если брать в расчет только технические характеристики – КПД, имеющий значительно большее значение (85 – 95%), а также потребляемая мощность.
Так если трансформатору потребуется до 8 кВт электрической мощности при работе 3-миллиметровым электродом, то для инвертора будет достаточно около 3 кВт, если даже используется электрод на 4 мм.
Инверторы, к тому же, легко настраиваются под определенные режимы работы благодаря широкому диапазону регулировок сварочного тока.
Как правило, это 30 – 200 А.
ПРИМЕР:
Сварочного тока в 160 А в большинстве случаев достаточно для работы 4-миллиметровым электродом, при этом даже остается небольшой запас по мощности.
Размеры и вес
Малый вес и размеры сварочных инверторов – одна из основных его особенностей, которая позволяет эксплуатировать аппараты с максимальным удобством.
Так наиболее компактные модели, средние габариты которых 300х130х300 мм весят от 3,5 кг.
При этом в действительности размеры могут составлять 250 – 450 х 110 – 610 х 160 – 350 мм.
Средний вес бытовых вариантов 5 – 7 кг, а у профессиональных этот показатель может достигать 13 кг.
Комплектующие
Вместе с инверторным источником сварочного тока в комплекте поставляются различные комплектующие, которые после подключения образуют полноценный сварочный аппарат, готовый к работе.

- Провода. Именно они выступают в роли соединительных звеньев между держателем электродов, клеммой на массу и центральным сварочным блоком. Это одножильные толстые кабели с надежной изоляцией, которые способны без труда выдержать высокий сварочный ток. Как правило, эти кабели съемные, то есть присоединяются к инверторному блоку посредством специальных вставок.
- Электродержатель – собственно, держатель электродов, которым и орудует сварщик.
- Зажим на массу. В большинстве случаев это прищепка типа “крокодил”, которую фиксируют на одной из свариваемых деталей. Также называется клеммой заземления. Существуют также магнитные зажимы и модели, выполненные в виде струбцины.
- Щиток или маска для защиты глаз.
- Металлическая щетка для зачистки швов и др.

Если аппаратом подразумевается выполнение TIG-сварки, вместо классического держателя электродов используют специальную горелку с цанговым зажимом для неплавящегося электрода (вольфрамового) и полный набор сопутствующего оборудования и материалов, вроде еврорукава, баллона с газом и шланга для его подачи.

Для удобства транспортировки многие производители включают в комплект поставки сварочного аппарата кейс, который выполняется из пластика или металла.
ГОСТ, сертификация и маркировка
Кроме того, часть производимых аппаратов, особенно промышленных, проходят аттестацию НАКС.

Делается это для проверки соответствия заданным технологическим характеристикам различных способов сварки, которые применяются на опасных объектах.
Процесс аттестации проводится путем сопоставления параметров, указанных в документации к оборудованию с фактическими показателями.
Разница между аттестованными и неаттестованными моделями, полностью идентичными конструктивно, заключается исключительно в наличии документа о проведении дополнительных приемо-сдаточных испытаний, коим является соответствующее свидетельство Национального Агентства Контроля Сварки (НАКС).

Что касается маркировки, то инверторы обозначаются аббревиатурой способа сварки, который они поддерживают.
В дополнение следует отметить, что существует маркировка CUT, которая указывает, что данная модель выполняет резку материала плазменным методом.
Виды сварочных инверторов и их цена
Условно сварочные инверторы, согласно длительности беспрерывной работы, делятся на несколько видов:
Следует отметить, что все остальные характеристики у перечисленных выше видов аппаратов практически ничем не отличаются.
Существуют также модели с пуско-зарядной функцией, то есть, сварочный аппарат имеет ручную регулировку силы пускового тока и напряжения, например, 12, 24 и 36 В, что позволяет подобрать требуемую для запуска какого-либо оборудования (двигатели внутреннего сгорания, к примеру) пусковую мощность.
ДОПОЛНЕНИЕ:
Полупроводниковые сварочные аппараты подходят для заряжания свинцовых аккумуляторных батарей, использующихся на транспорте.
Какой сварочный инвертор выбрать?
Выбор сварочного инвертора начинается с определения задач, которые он должен решать.
Ключевым фактором тут выступает время непрерывной работы.
Для дома, где планируется нечастая кратковременная работа, подойдет бюджетный аппарат, способный выдержать сварку на протяжении хотя бы 10 минут.
При этом новичку достаточно будет устройства типа ММА.

Профессионалу же, для которого сварка – часть повседневных задач, потребуется модель, способная работать также в режимах TIG и MIG-MAG, особенно, если предполагается сварка цветных металлов.
Ну а теперь немного об особенностях устройств.
Особенности сварочных инверторов
- Сварочный ток и диаметр электродов. Последний подбирается в зависимости от толщины свариваемого металла и для каждой модели аппарата описывается отдельно. Так, например, работа с металлом толщиной до 2 мм требует 1,6 – 2-миллиметровых электродов, а для деталей толщиной 15 мм нужен уже 5- миллиметровый электрод. Правильно подобранный диаметр позволит выполнять точный и чистый шов. Для разной толщины электродов и в зависимости от особенностей задачи требуется разный номинальный сварочный ток. В большинстве случаев достаточно, чтобы на аппарате был установлен плавный регулятор, позволяющий выставить значение тока в 150 — 200 А.
- Удобство работы. Этот пункт в первую очередь включает габариты и размеры аппарата, так как его придется как-то доставлять до места проведения работ. Значительную роль играет длина сетевого шнура, который обязан выдерживать вместе с вилкой повышенные нагрузки в процессе сварки. Следует помнить, что подключение инвертора через удлинители, даже специализированные, приведет к потере его мощности соразмерно общему сопротивлению этих самых удлинителей. К тому же, придется постоянно следить за надежностью контактов “гирлянды” штепсельных вилок и розеток. В реальности бывают случаи, когда даже максимального тока недостаточно для нормального формирования дуги при подключении через удлинители. В дополнение важно понимать, что бытовые приборы запитываются от сети 220 В, в то время как некоторые профессиональные, а также все промышленные варианты требуют наличия трехфазного источника с напряжением 380 В.
- Гарантия. Какой бы сварочный аппарат, по заверению производителя или самих пользователей, ни был надежный, с ним обязательно должен идти гарантийный талон от производителя. Даже у именитых брендов встречается брак. В этом случае единственным спасением становится сервисный центр. Следует заранее убедится в наличии такового поблизости, чтобы внезапно вышедший из строя инвертор не пришлось везти в другую область на гарантийное обслуживание или ремонт.
Хороший сварочный инвертор позволяет выполнять качественную сварку как начинающим мастерам, так и профессионалам, для чего оснащается необязательным дополнительным функционалом.
Дополнительные функции
Наличие следующих функций повысит скорость сварки инвертором, качество и безопасность работы:
- Горячий старт (Hot-Start). Суть заключается в кратковременной подаче наибольшего значения тока на начальном этапе работы, что приводит к моментальному воспламенению электрода в тот момент, когда им выполняется первое касание. Фактически система обеспечивает эффективный розжиг электрода.
- Антизалипание (Anti-Stick) – функция, обеспечивающая, прежде всего, безопасность оператора. Предназначена для исключения “прилипания” электрода, сокращая дугу в моменты, когда последний приближается к металлу. Так если удалить электрод от поверхности заготовки, наблюдается понижение силы тока, а при резком приближении происходит обнуление его показаний, за счет чего электрод без труда отделяется от металла.
- Форсаж дуги (Arc-Force) – служит для обеспечения на коротком ходе дуги повышенной стабильности. Автоматическая система, если требуется, самостоятельно повышает ток, максимальное значение которого устанавливается мастером. Функция позволяет исключить “залипание”, перегрев устройства при коротком замыкании, а также обеспечивает правильную глубину сварки.
- Световая индикация – необходима для оповещения мастера о неисправностях сварочного аппарата. Так, например, одна из лампочек загорается при подключении его к сети, а другая – при перегреве.
- Дисплей индикации параметров – еще один способ контроля работы аппарата. На дисплее отображаются текущие показатели силы тока и его напряжение. Все это позволяет выбрать подходящий режим работы.
- Автоматическое отключение при перегреве – пожалуй, одно из важнейших функциональных дополнений, которое должно присутствовать в инверторах. Дело в том, что во время сварки можно пропустить срабатывание светового индикатора, что приведет к поломке устройства, если на нем не установлена функция отключения в автоматическом режиме.
Для удобства переноса аппарата он снабжается, как правило, пластиковой ручкой. Актуальна она в том случае, если блок весит действительно немного.

Для тех моделей, вес которых достигает 7 кг и более, имеет смысл обратить внимание на наличие ремня.
Он позволит переносить сварочный аппарат, перекинув этот ремень через плечо, что намного легче.
Что нужно знать о сварочных инверторах?
Сварочный инвертор крайне чувствителен к пыли и влаге.
Причина тому – наличие нескольких печатных плат, элементы которых со временем окисляются, и забиваются мелким мусором, что приводит к короткому замыканию дорожек.
Хранить устройства можно и в гараже, упаковав его в коробку, однако, следует избегать резких температурных перепадов.

Еще один нюанс касательно инверторов заключается в количестве плат, на которых распаяны радиодетали.
Чем их больше – тем лучше.
Причина крайне проста: при выходе из строя одной из них достаточно попросту произвести ее замену, но в случае конструкции с одной платой, на которой, предположим, возникло КЗ, в негодность придет все устройство.
Производители сварочных инверторов
Сварочные инверторы выпускаются действительно множеством производителей, большинство из которых знакомы по другой инструментальной продукции:
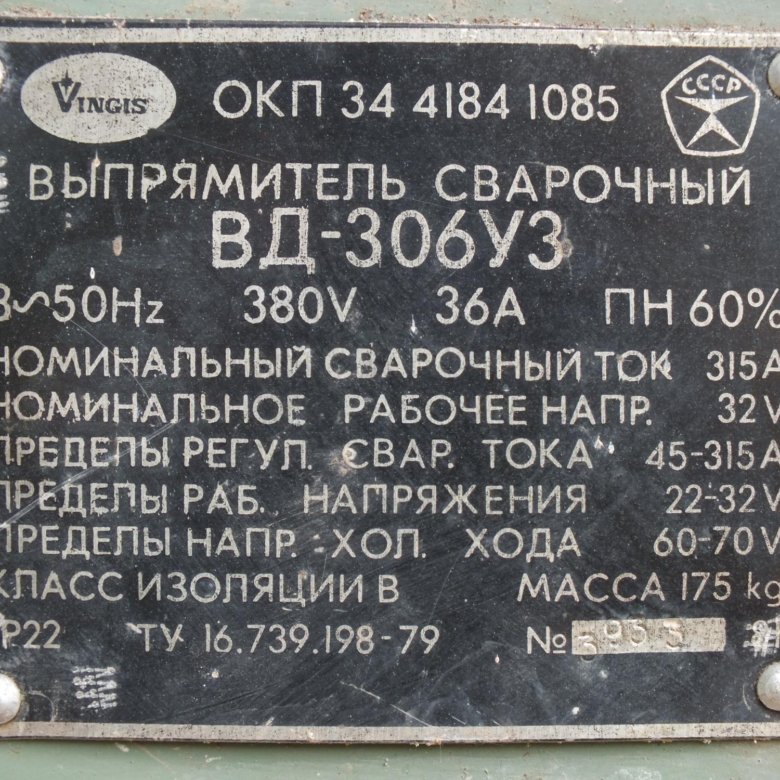
ВД-306УЗ СССР советский сварочный сколько меди и денег?

Сварочный аппарат ВД-306УЗ советского производства, знак качества на бирке аппарата, масса 175 килограммов.
Выпрямитель сварочный ОКП 34 4184 1085, 50 герц, 380 вольт, 36 ампер , ПН 60% , номинальный сварочный ток 315 Ампер, номинальное рабочее напряжение 32V, пределы рег. сварочного тока 45-315 А,пределы рабочего напряжения 22-32V,



Сварочный аппарат ВД-306УЗ советского производства сколько же в нем меди и черного и других металлов?
Разбираем и сдаем в металлолом сварочный аппарат ВД-306УЗ советского производства СССР .
Вес сварочного ВД-306УЗ вес масса 175 килограмма в том числе и кожух,.
Сварочный аппарат ВД-306УЗ 175 килограмм из них:
—медь электротехническая первого сорта блеск 96 килограмм, каждая бухта моток по 16 килограмм чистой электротехнической меди типа блеск (всего 6 обмоток)
—медь и шины второго сорта микс 3 килограмма

медь и шины второго сорта микс 3 килограмма
—алюминий и клеммы второго сорта 2 килограмма

алюминий и клеммы второго сорта 2 килограмма
—алюминий первого сорта 6 килограмм

алюминий первого сорта 6 килограмм
—черный металл
Рама/кожух черный металл
-латунь 1.5 кг

латунь
электромотор с кожухом 15 килограмм из них медь 2.650 кг./

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 96 кг х 630 руб. = 60 480 рублей
кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм х 630 руб =5 670 рублей ( в вес аппарата не входит)
электромотор с кожухом 15 килограмм из них медь 2.650 кг. х 630 =1 669,5 рублей
медь шины микс 2-го сорта 3 кг х 550 руб. = 1 650 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб = 540 рублей
-алюминий первого сорта 1200 гр. х 170 руб.=204 рублей
-черный металл 66 кг х 22 руб. =1 452 рубля
латунь 350 гр. х 300 = 105 рублей
Всего: мы получим с разобранного сварочного Сварочный аппарат ВД-306УЗ на части 70 055 рублей
Но а если его сдать с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 70 055 семьдесят тысяч 55 рублей
Этот вес меди в сварочном аппарате ВД-306УЗ (не новых выпусков, а старый выпуск 80 года, другие не проходят по меди и пр. металла) СССР просто подарок для искателя меди, и намного и в несколько раз больше чем в предыдущих сварках и генераторах.
Сам работающий и действующий аппарат Сварочный аппарат ВД-306УЗ в целом виде, стоит недорого и разобрать его на составные части и не сдавать целым со всякими скидками просто нужно немного потрудится. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Сварочный САК выпрямитель генератор СССР сколько в нем меди алюминия.
На Российских просторах работает огромное количество сварочных передвижных мобильных САК (Агрегат сварочный колесный (САК, САГ, сварочный аппарат передвижной/колесный и пр.) — это гибрид из сварочного аппарата и портативной электростанции-генератора, вырабатывающей электрический ток для выполнения сварки и резки.)
И каждый из них имеет свои технические характеристики, свой вес и модификации разные. Соответственно и меди с алюминием а так же и черного металла в них находится по разному.
Технические характеристики
Генератор синхронный сварочный САК тип ДГФ 82-4 Б 3х фазный 50 герц, 37.5 KVA cos 0.8 , 1500 об/минуту КПД 88,5 % статор звезда 400V 54A, самовозбуждение ротор 37V 400 Kg 1977 г. Гост 183-74 кл. изол В режим S1

Разбираем и сдаем в металлолом сварочный генератор САК типа ДГФ 82-4 Б .
Вес сварочного генератора САК типа ДГФ 82-4 Б 400 килограмм не считая его колесных пар, дизельного двигателя, аккумулятора и другого инструмента.
Генератор 400 килограмм из них:
-медь электротехническая первого сорта блеск 39 кг
-медь и шины второго сорта микс 7 кг.
-алюминий и клеммы второго сорта 1.5 кг
-алюминий первого сорта 900 гр.
-черный металл 351,3 кг
медь первого сорта блеск 39 кг х 630 руб. = 24 570 рублей
медь шины микс 2-го сорта 7 кг х 550 руб. = 3 850 рублей
-алюминий и клеммы второго сорта 1.5 кг х 90 руб =135 рублей
-алюминий первого сорта 900 гр. х 170 руб.= 153 рублей
-черный металл 351,3 кг х 22 руб. =7 728,6 рублей
латунь 300 гр. х 300 = 90 рублей
Всего: мы получим с разобранного сварочного генератора САК типа ДГФ 82-4 Б на части 36 348 Тридцать шесть тысяч триста сорок восемь рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 67000 рублей
67 000 рублей + 36 348 руб = 103 348 рублей.
Сам работающий и действующий аппарат САК типа ДГФ 82-4 Б стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
РКП 34 4181 1012 Генератор сварочный Тип ГД-303 у2 ,315 А 32 V ,ПН 60%, 2000 об/минуту вес 242 кг. пред.рег тока 15А-350А ГОСТ 304-77 класс изоляции индукционный якорь-В/* IP22А

Разбираем и сдаем в металлолом сварочный генератор САК типа ГД-303 у2 .
Вес сварочного Генератор сварочный Тип ГД-303 у2 вес 242 килограмма не считая его колесных пар, и Волговского двигателя , аккумулятора и другого инструмента.
Генератор 242 килограмм из них:
-медь электротехническая первого сорта блеск 25 кг
-медь и шины второго сорта микс 5 кг.
-черный металл 214,5
медь первого сорта блеск 25 кг х 630 руб. = 15 750 рублей
медь шины микс 2-го сорта 5 кг х 550 руб. = 2 750 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип ГД-303 у2 на части 27 500 Двадцать семь тысяч пятьсот рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
27 500 рублей + 93 000 руб = 120 500 рублей. Хотя вес меди в генераторе меньше чем в предыдущем САК, но все вместе стоит гараздо больше по деньгам.
Сам работающий и действующий аппарат Тип ГД-303 у2 стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Агрегат сварочный тип АДБ-3122у1, номинальный сварочный ток 315 А номинальное рабочее напряжение 32,6 V, номинальная частота вращения 2000 об/мин, пределы регулирования сварочного тока генератора 15-350А, класс изоляции сварочного генератора В, Пн 60%, масс 630 кг., ТУ 16-739.345-83
Вес сварочного Генератор сварочный Тип АДБ-3122у1 вес 630 килограмма не считая его колесных пар, и Двигателя от ГАЗ , аккумулятора и другого инструмента.
Генератор 630 килограмм из них:
-медь электротехническая первого сорта блеск 99 кг
-медь и шины второго сорта микс 15 кг.
-алюминий и клеммы первого сорта 6 кг
-алюминий первого сорта 3 гр.
-черный металл 486 кг.
медь первого сорта блеск 99 кг х 630 руб. = 62 370 рублей
медь шины микс 2-го сорта 15 кг х 550 руб. = 8 250 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб =1 350 рублей
-алюминий первого сорта 6 кг. х 170 руб.= 1 020 рублей
-черный металл 486 кг х 22 руб. =10 692 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип АДБ-3122у1 на части 83 772 Восемьдесят три тысячи семьсот семь десят два рубля 00 копеек
Но а если его сдать вместе с колесными парами и двигателя от ГАЗ с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
83 772 рублей + 125 000 руб = 208 772 рублей. Самый Большой выход в деньгах за САК аппарат АДБ-3122у1
Сам работающий и действующий аппарат АДБ-3122у1 стоит от нескольких сот тысяч до миллиона рублей и более и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Генератор переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, вес 1185 кг.

В этом генераторе переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, веса всего металла 1185 килограмм. Видны и пластины и спайки латунные и медные внутри, впрессованные в тело ротора. И как видим его там очень даже прилично. Если разобрать такой на части денег и от черного металла и цветных (меди и алюминия) будет много, соответственно и денег тоже.

Так сколько же меди и алюминия в сварочном САКе генератора?
САК сварочный аппарат-обычно колесный – по своей сути гибридная конструкция, которая содержит в себе сварку и передвижную электростанцию.
Работают как правило на бензиновых и дизельных двигателях/моторах для работ в отдаленных местах сельскохозяйственных угодий, на фермах и полевых станах и ремонтных мастерских.

Используемые в России классификации САКов сварочных в настоящее время и часть из них использовалась в СССР.

Технические характеристики сварочных выпрямителей.
АДД-4004ПР
АДД 2х250
DGW310-2S
Huter DY6500LXW
ENYO DAW-180SS
Берем например сварочный выпрямитель ОКП 34 4184. 1085 выпущенный в СССР со знаком качества на бирке, называемый»сварочный выпрямитель ВД-306УЗ.
Статор и ротор такого генератора насыщен хорошей электротехнической медью блеск, самой высокой по своей стоимости цветных металлов. Медь и в валу и в щетках и в статоре генератора. Все соединительные части и шины из меди и медных пластин и проволоки.

Четырехколесный прицеп на дизельном ходу, масса 1750 кг. общего веса. Вес самого выпрямителя сварочного 174 кг. Извлекаем весь металл имеющийся в нем:


Одна из бирок с техническими характеристиками сварочного генератора тока САК.

—медные шины и проволока 32.5 кг.
—алюминиевые составляющие до 8 кг.
—кабель сварочный медный 12 кг.
—диоды 12 шт
-кожух статора и вал 120 кг.
-весь черный металл примерно 128 кг.
Сварочный аппарат ВД-306УЗ советского производства сколько меди и металла
—черный металл
Рама/кожух черный металл
Читайте также: