Скважность импульса при тиг сварке
Обновлено: 03.05.2024
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Импульсная сварка в режиме ТИГ
Таки справедливости ради, скважность - это отношение времён, а не токов.
Вы в этом уверены? Отношение времён чего? Хотя я про токи ничего не писал, а цитата взята из Валериного мануала.
Удовольствие от высокого качества длится дольше чем радость от
Это не время, а промежуток времени, и периодичность его повторения есть частота. Думаю разобрались? Если согласен, то пост твой подкорректирую, если нет, продолжим обсуждение)).
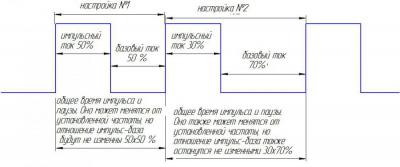
Я вот так это представляю себе, может коряво нарисовал, извиняйте тогда.
Получается что в мануале верно написано, что можно изменять время действия импульса и паузы в одном цикле (на моем аппарате это в % выражается), а время самого цикла изменяется с частотой, например чем выше частота тем меньше время цикла и на оборот чем меньше частота , тем больше время цикла.
На ТИР315 гораздо все проще , там установка импульса и паузы по времени , а частота выставляется автоматически от выбранного времени паузы или импульса. Кстати можно выставлять импульс и паузу с разными значениями.

На ТИР315 гораздо все проще , там установка импульса и паузы по времени , а частота выставляется автоматически от выбранного времени паузы или импульса. Кстати можно выставлять импульс и паузу с разными значениями.
Вот здесь действительно по времени, а там временной промежуток в % зависящий от частоты, а частота есть время этого промежутка в котором идёт смещение тока пика и базы в %. На EWM как на ТИР,тоже самое, очень удобно
там установка импульса и паузы по времени , а частота выставляется автоматически от выбранного времени паузы или импульса.
Повторение времени импульса и паузы это и есть частота)).
Александр, я понимаю что удобно, но на ТИР 315 большую частоту не получить, там время импульса и паузы фиксировано и выбор не большой. А EWM в этом плане как получается . Например вы выставили, импульс 1сек и паузу 1сек, тогда в герцах это будет 1гц. , но вам нужно например 100гц и как здесь на EWM получается? Наверное импульс и паузу нужно выставлять например 001сек, или на аппарате есть ещё что для этого. Чисто интерес к этому, хочется всё знать .
Валера ! 1+1=2 секунды период . Частота , функция обратная от периода . Получается 0,5 герц . Поаккуратнее с высказываниями ! В 44 посте рисунок твой немного некоректный .
Получается временной промежуток 2 секунды, а значить 0,5 гц.
Я не парюсь с герцами, запрограммировал пять программ с разными частотами 0.01,/ 0.05/ 0.01/ 0.20/ 0.50 сек. пик и база 50х50, меня вполне устраивает такой выбор.
Я не парюсь с герцами, запрограммировал пять программ с разными частотами 0.01,/ 0.05/ 0.01/ 0.20/ 0.50 сек. пик и база 50х50, меня вполне устраивает такой выбор.
Александр, всё верно каждый к своей машине привыкает и ему в том числе и мне кажется, что лучшей машины нет.
Но тема интересна с точки зрения настроек под разные задачи.
Миротворец , уверен
Скважность определяет отношение пиковой мощности импульсной установки (например, передатчика радиолокационной станции ) к её средней мощности
Но тема интересна с точки зрения настроек под разные задачи.
Валера, я не вижу смысла пересчитывать секунды на герцы)). У меня на китайцах герцы, проблем тоже нет и даже настраивать быстрее получается..
Я как то больше к временному КУ (коэффиценту участия) пикового к базовому току привык. Отношение длительности плавящего тока к току поддерживающему дугу в процентах. Чаще всего для снижения тепловложения работаю в 1-герцовом импульсе, пиковый ток 10-25%. Среднечастотный импульс использую мало, в основном для точной наплавки на малые поверхности, по моим ощущениям на 200 (больше мой аппарат не выдаёт) Гц дуга ощутимо уже и меньше склонна "гулять".
Пиковый ток 170 А, базовый 10 А, КУ 30%, 200 Гц, наплавка прессформы. Кромку подгрызть было категорически нельзя, , высота "ступеньки" под наплавку на прессформе 5 мм.
Прикрепленные изображения
Миротворец , ну елки-палки:
цитато: Сква́жность (в физике , электронике ) — один из классификационных признаков импульсных систем, определяющий отношение его периода следования (повторения) к длительности импульса.
СКВАЖНОСТЬ - отношение периода следования (повторения) электрических импульсов к их длительности.
LamoBOT ,Вообще то мы сварочные импульсы рассматриваем, а не радиолокационные станции))
ну и дебаты у вас господа)))
тоже баловался импульсом, на аппарате Сварог 200, понравилось работать на 1ГЦ, пиковый ток - 30а, ручка базового была выкручена по минимуму, т.е. 10% от пикового - 3А, длительность пикового - 50-60%, не понравилось то что если меняешь частоту то разность между пиковым и базовым током почти не прыгает, в итоге получается что почти как обычная сварка, это наверное связано с аппаратом или с низким пиковым током, но тонкий металл все равно не прожигает, аппарат вообще по моему не поддерживает менее 10А(((
еще не совсем понял когда выставил настройки на частоту в 1ГЦ и потом начинаешь поднимать герцы, то пиковый ток тоже меняется. с чем связано не понимаю.
еще не совсем понял когда выставил настройки на частоту в 1ГЦ и потом начинаешь поднимать герцы, то пиковый ток тоже меняется. с чем связано не понимаю.
В этом аппарате ток нужно выставлять в не импульсном режиме. И не обращать внимание чё там прыгает при вращении крутёлок в импульсном режиме. Вот таков этот сундук сварог 200 типа AC/DC .
Настольный сварщик .
а откуда такая уверенность что именно так нужно делать? при выставлении тока не на импульсе и потом переключении на импульс ампераж снижается и вы хотите сказать что для дальнейшего изменения тока опять нужно переходить на обычную сварку? абсурд, ИМХО
в импульсе не удобно что значения не замирают при вращении ручек, и приходиться ловить момент. но они выставляются!
а откуда такая уверенность что именно так нужно делать? при выставлении тока не на импульсе и потом переключении на импульс ампераж снижается и вы хотите сказать что для дальнейшего изменения тока опять нужно переходить на обычную сварку? абсурд, ИМХО
Моя увереность зиждется на следующем. Года четыре назад после покупки аппарата я точно также сидел над ним вращая ручки туды сюды.
Нет чтобы пытаться толком варить в обыкновенном режиме. Дык нет подавай сразу импульсный режим.Позвонил я на сервисный центр. Поговорил я с сервисменами и сварщиком центра.И поведали они мне как и чего выставлять. В этом аппарате управление сделано на логических микросхемах. И чё там показывает показометр одному богу известно. Это же китайцы, которые передрали относительно удачную и дешёвую модель. У китайцев ведь как. Вроде этот оранжевый сундук похож на сварочный аппарат ну и ладно. И это когда уже остальные сделали на микроконтролерах с кучей сервисных режимов. Где процесс хоть графически и визуально виден и понятен.
Описание основных функций сварочных аппаратов для аппаратов аргоно-дуговой сварки TIG
Регулировка тока сварки. Основной обязательной функцией любого аппарата для аргонодуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла:
| Толщина металла, мм | 2 | 4 | 6 | 8 | 10 | 12 |
| Диаметр электрода, мм | 1.6 | 2.0 | 2.4 | 3.0 | 3.2 | 3.6 |
| Сила сварочного тока, А | 50 - 80 | 130 - 160 | 200 - 250 | 250 - 300 | 300 - 350 | 400 и более |
Данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3. 5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс.
Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
Осциллятор. Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели аппараты оборудуются высоковольтным осциллятором. Для того чтобы начать сварку, необходимо поднести электрод на расстояние 3…4 мм к свариваемой детали и нажать кнопку горелки. Осциллятор подает на электрод короткие слаботочные импульсы высокого напряжения, которые вызывают пробой воздушного промежутка и зажигают сварочную дугу.
Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через некоторое время, включается источник сварочной дуги. Время предварительной продувки регулируется в диапазоне 0…3 с и устанавливается сварщиком, исходя из практического опыта.
Продувка после сварки. После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы не допустить его окисления. Время продувки после завершения сварки регулируется в диапазоне 0…10 с и устанавливается сварщиком, исходя из практического опыта.
4-тактный режим. Обычный, 2-тактный, режим работы аналогичен сварочному полуавтомату:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки горелки сварка прекращается
4-тактный режим имеет некоторые отличия:
- 1-й такт: при нажатии кнопки горелки начинается сварка на пониженном «стартовом» токе, что позволяет аккуратно подготовить сварочную ванну. Стартовый ток регулируется отдельной рукояткой.
- 2-й такт: при отпускании кнопки аппарат переключается в основной режим, и сварка продолжается на установленном «основном» токе.
- 3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме устанавливается пониженный «ток заварки кратера» что позволяет качественно завершить сварочный шов.
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
В некоторых аппаратах режим стартового тока и заварки кратера отсутствуют, и используется упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки сварка продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
Спад тока сварки. Для того чтобы качественно завершить сварочный шов может применяться еще одна функция – спад тока сварки.
В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Режим пульсации. При включении режима пульсации сварочного тока меняется характер сварочной дуги: конус дуги становится более узким, ширина сварочной ванны уменьшается. Это дает более концентрированный нагрев металла и, соответственно, более глубокое проплавление, меньшее тепловложение, снижение деформаций металла. Частота пульсации может регулироваться в диапазоне 100…300 Гц.
Импульсный режим. Применение пульсации низкой частоты – от 0,5 до 100 Гц – очень мало влияет на характер дуги, но такой режим, называемый импульсным, очень удобно использовать при сварке тонколистовых металлов, а также для сварки труб, когда отсутствует доступ к обратной стороне шва. Применение импульсов частотой до 50 Гц позволяет более точно контролировать степень проплавления металла для выполнения качественной сварки.
Аппарат может иметь функцию регулировки параметров импульсного режима:
- частота импульсов – как правило, в диапазоне 0,5…50 Гц;
- скважность импульса – в диапазоне 20…80%. В аппаратах эта функция чаще всего называется "Режим импульса"
- амплитуда импульса. Обычно пиковое значение импульса определяется рукояткой «Ток сварки», а ток во время паузы между импульсами регулируется в диапазоне 20…80% от тока сварки. Рукоятка регулировки тока паузы может называться "Основной ток" или "Базовый ток".
Прибор контроля сварочного тока. Так же, как и в аппаратах для ручной сварки, аппараты TIG могут иметь прибор контроля сварочного тока – амперметр, для соблюдения технологических требований при сварке ответственных конструкций.
Ширина очистки (баланс). Регулировка баланса используется при сварке алюминия на переменном токе.
Следует иметь в виду, что переменный ток на выходе у сварочных инверторов имеет не синусоидальную, а прямоугольную форму полуволны.
При сварке алюминия во время протекания положительной полуволны тока происходит нагрев и плавление металла, при этом сохраняется окисная пленка на поверхности, препятствующая свариванию. При протекании отрицательной полуволны происходит интенсивное разрушение окисной пленки, (т. н. «процесс катодного распыления»), но при этом происходит повышенный нагрев вольфрамового электрода и возможно его оплавление.
Рукоятка "Баланс" (на некоторых аппаратах может называться "Ширина очистки") устанавливает соотношение между длительностью положительной и отрицательной полуволн. При этом увеличение значения баланса расширяет зону очистки металла от окисной пленки, но при этом увеличивается расход электрода. Уменьшение значения баланса соответственно снижает расход электрода, но при этом сужает зону очистки.
Баланс регулируется в диапазоне 20…80%, в большинстве случаев оптимальное значение – 50%
Мы предлагаем Вам широкий выбор аппаратов для арогоно-дуговой сварки TIG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке--->
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
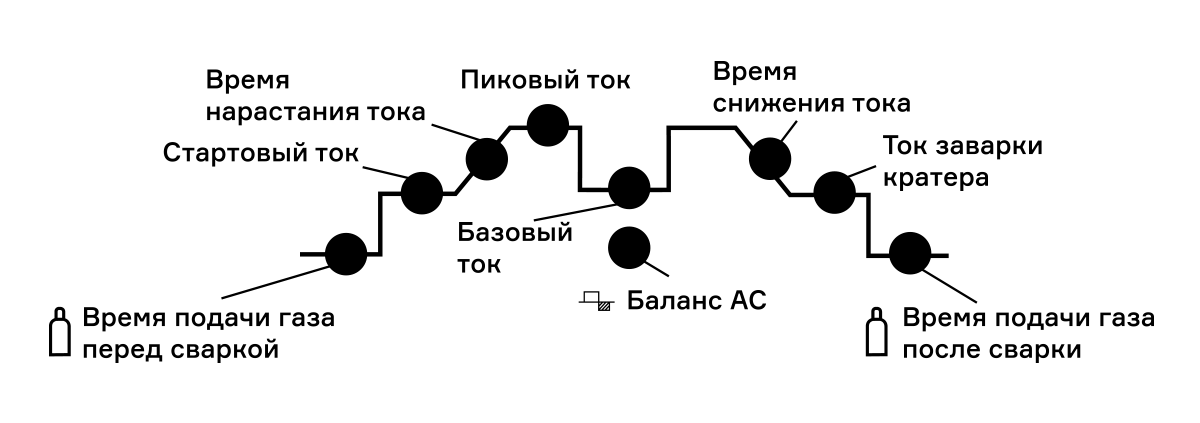

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
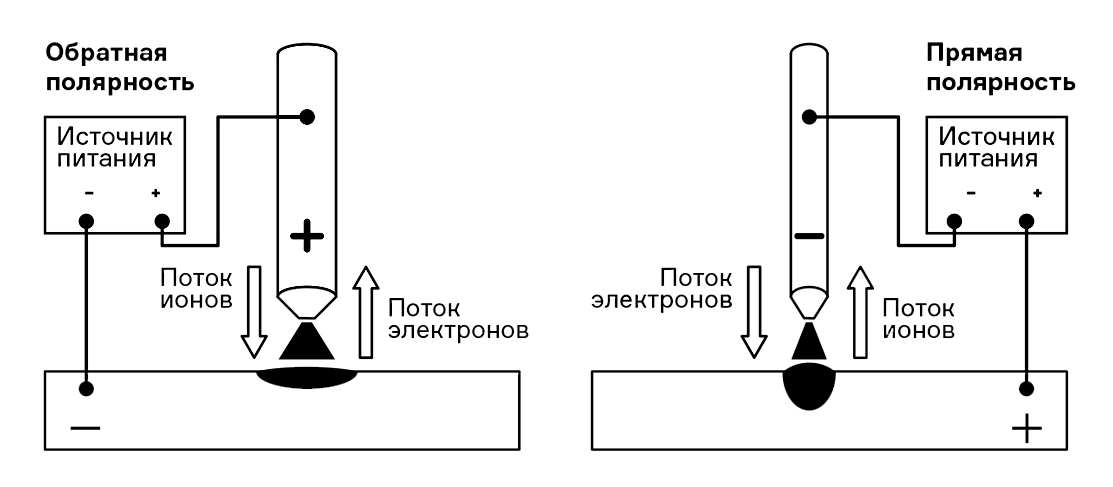
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Какой функционал у аппарата ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99?
В этом материале мы подробно рассмотрим функционал и настройку нового сварочного полуавтомата ПТК МАСТЕР MIG 200 DP SYNERGY D99.
Напоминаем, что это новая модель с двойным импульсом и синергетическими настройками управления. Ранее мы рассказывали об импульсных режимах в полуавтомате и наглядно их демонстрировали в графиках мгновенных вольт-амперных характеристик, ознакомиться с материалом можно в этой статье.
Начнем с режимов работы аппарата и режимов работы сварочной горелки.
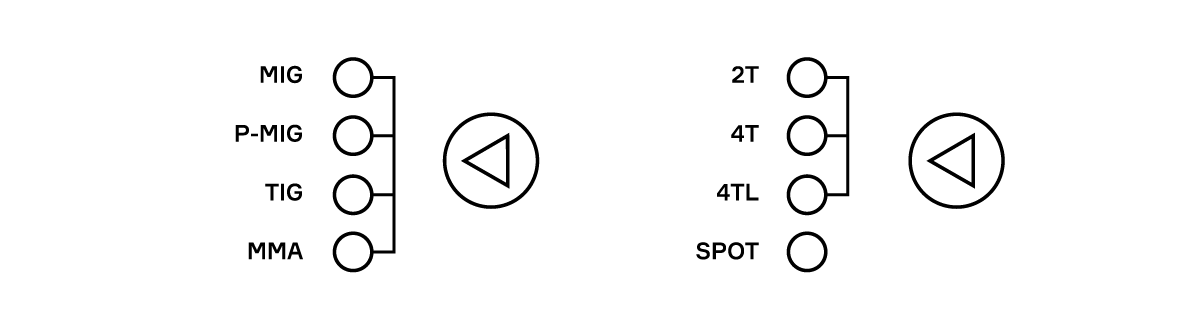
Расшифровка и обозначение режимов:
- MIG — режим полуавтоматической сварки с ручными и синергетическими настройками.
- P-MIG — режим полуавтоматической сварки с пульсом и двойным пульсом.
- Lift TIG — режим аргонодуговой сварки.
- MMA — режим ручной дуговой сварки.
- 2T — двухтактный режим работы сварочной горелки.
- 4T — четырехтактный режим работы сварочной горелки.
- 4TL — сварочный ток и сварочное напряжение изменяются по полной циклограмме.
- SPOT — сварка точками или небольшими прихватками.
Рассмотрим режим MIG и его настройки в разных режимах работы сварочной горелки.
MIG + 2T
Сварочное напряжение и скорость подачи проволоки регулируются на основном экране, чтобы перейти в меню настроек дополнительных параметров необходимо:
- Нажать кнопку «Меню». На левом дисплее загорится обозначение параметра, на правом – его значение.
- Правым энкодером устанавливается необходимое значение того или иного параметра, левым энкодером – переключение между параметрами.
На схеме ниже отображен весь функционал режима, а в таблице расшифровка и обозначение каждого пункта.
Индуктивность — параметр, влияющий на скорость нарастания сварочного тока, делая перенос капли в момент касания проволоки металла мягче, уменьшая разбрызгивание.
Чем больше значение индуктивности, тем меньше скорость нарастания сварочного тока, проплавление глубже, сварочная ванна более жидкая, валик шва более ровный и гладкий. Чем меньше значение индуктивности, тем скорость нарастания больше, температура дуги ниже, разбрызгивание больше и выпуклый валик шва.
Индуктивность обычно применяется при сварке углеродистых сталей в чистой углекислоте CO2 для уменьшения разбрызгивания. При сварке в сварочной смеси регулировка параметра чаще всего не требуется.
Скорость подачи проволоки до первичного замыкания — параметр, который позволяет максимально точно настроить скорость подачи присадочной проволоки еще до момента возбуждения дуги.
Таким образом, сварщик получает возможность отрегулировать более плавную подачу проволоки с момента нажатия кнопки на горелке и до момента возбуждения сварочной дуги. Благодаря этому достигается контролируемый процесс розжига дуги, исключается «удар» проволоки о заготовку в момент поджига.
Горячий старт – это функция кратковременного возрастания сварочного тока, при котором скорость подачи проволоки остается неизменной, а сварочное напряжение увеличивается на 0,5–1 Вольт, тем самым увеличивая площадь нагрева металла, а значит уменьшая время нагрева и расплавления кромок металла в начале сварки.
Благодаря этой функции, в начале сварки, когда металл еще холодный, не образовывается наплавленная проволока, то есть, во время поджига дуги, расплавленный металл не наплавляется впустую на кромки, а проваривает кромки в глубину. Функция особенно полезна при сварке алюминия.
Время подачи газа перед сваркой — параметр, при котором увеличивается время задержки срабатывания механизма подачи проволоки, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку.
Обычно имеет диапазон регулировки от 0,1 до 10-15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов полуавтоматической горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов порами. Напоминаем, что инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Важно: рекомендованное значение времени подачи газа от 0,5 до 1,5 сек. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ.
Время подачи газа после сварки — параметр, при котором подача проволоки останавливается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку.
Обычно имеет диапазон регулировки от 0,1 до 10-15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Время отжига проволоки — параметр, который позволяет настроить время отжига проволоки.
В течение этого времени выходное сварочное напряжения не будет отключаться после прекращения подачи проволоки. Благодаря этому исключается вероятность прихватывания присадочной проволоки в сварочном кратере в конце цикла сварки.
Кроме того, функция «отжиг проволоки» позволяет обеспечить подготовку выступающего конца проволоки к последующему зажиганию дуги. Наличие данного режима облегчает процесс последующего розжига дуги, повышает стабильность и качество сварочного шва в начале цикла.
Время длительности сварки точками — параметр, при котором проволока подается определенное время.
Время регулируется на экране аппарата. Работает только в режиме триггера горелки SPOT.
Синергетический режим — параметр, который отключает или включает синергетическое управление.
Синергетика в ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99 позволяет при регулировке скорости подачи проволоки менять автоматически сварочное напряжение в зависимости от диаметра проволоки и свариваемого материала. Если необходимо, то синергетику можно отключить, вручную настраивать скорость подачи проволоки и сварочное напряжение.
MIG + 4T (SYN ON)
Второй режим, который мы будем рассматривать — MIG + 4T (SYN ON). Он имеет аналогичное меню, только в режиме 4T добавляется функционал тока заварки кратера.
Ток заварки кратера — параметр, который позволяет установить необходимую скорость подачи проволоки для завершения процесса сварки без образования кратера.
Напряжение заварки кратера корректируется автоматически.
Рекомендация: Для качественной заварки кратера в режиме 4Т кнопку горелки необходимо зажать до погашения дуги.
MIG + 4T (SYN OFF)
Третий режим — это MIG + 4T (SYN OFF). Он имеет аналогичное меню, только помимо ранее перечисленных параметров в этом режиме присутствует функционал напряжения заварки кратера.
Напряжение заварки кратера – параметр, необходимый для качественного расплавления сварочной проволоки в момент окончания сварки.
MIG + 4TL (SYN ON)
Четвертый режим — это MIG + 4TL (SYN ON). В целом, это режим полного контроля за сварочными характеристиками от начала сварки и до конца процесса.
Запускается этот режим при нажатии и удерживании кнопки горелки, происходит процесс набора стартового тока и напряжения. Далее, при отпускании кнопки, аппарат выравнивает параметры со стартовых, на рабочие — идет процесс сварки.
При завершении сварки, нажатием и удержанием кнопки горелки, идет процесс спада характеристик с рабочих до финишных — до напряжения заварки кратера и тока заварки кратера.
Рекомендация: длительность стартового тока и заварки кратера сварщик регулирует сам, удерживая кнопку горелки необходимое количество секунд.
Режим имеет аналогичное меню, помимо ранее перечисленных параметров в этом режиме присутствует функционал стартового сварочного тока.
Стартовый сварочный ток — параметр, который позволяет установить сварочный ток в начале сварки.
Позволяет равномерно прогреть свариваемые кромки металла для получения сварочной ванны. Имеет особое значение при сварке толстых металлов, и при сварке алюминиевых сплавов, где требуется прогрев кромок без лишней наплавки проволоки. Обратите внимание, что стартовое напряжение будет регулироваться автоматически.
MIG + 4TL (SYN OFF)
Пятый режим MIG + 4TL (SYN OFF) имеет аналогичное меню, где присутствует функционал стартового сварочного напряжения и ток заварки кратера. Остальные настройки схожи с MIG + 2T.
Стартовое сварочное напряжение – параметр, необходимый для качественного расплавления сварочной проволоки в момент начала сварки.
Позволяет настроить напряжение таким образом, чтобы проволока плавилась и образовывала сварочный шов необходимой ширины и глубины проплавления.
MIG + SPOT
В шестом режиме MIG + SPOT настройки аналогичны MIG + 2T, но добавляется время длительности точки. Для сварки точками необходимо нажать и удерживать кнопку горелки.
PULSE
Принцип пульсации тока основан на том, что в момент образования капли на конце сварочной проволоки за некоторое время до ее отделения происходит подъем сварочного тока на определенное процентное соотношение от сварочного тока, установленного на аппарате. В момент отделения капли от сварочной проволоки ток имеет максимальное значение. Такой ток называется током пульсации.
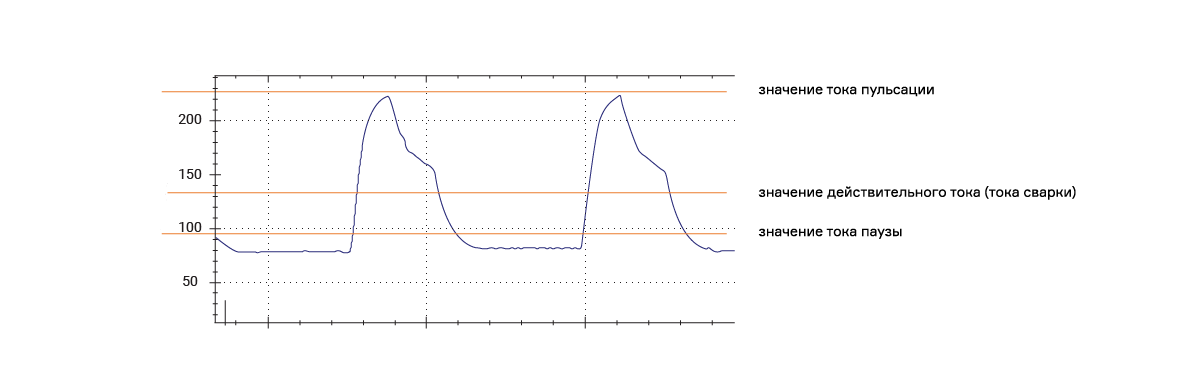
На изображении выше осциллограмма сварочной дуги в режиме PULSE при сварке алюминия. Мы видим, что ток пульсации в момент отделения капли имеет значение выше 200 Ампер. Следом идет волнообразное падение и небольшая площадка — капля металла отделилась и упала в сварочную ванну. Далее падение идет до значения тока паузы.
Процентное соотношение тока пульсации и тока паузы зависит от выбранного материала и диаметра сварочной проволоки. При сварке алюминия и его сплавов пульсация тока нужна для пробития оксидной пленки и обеспечения качественной очистки околошовной зоны.
P-MIG + 2T
Все параметры данного режима регулируются точно также, как и в режиме MIG + 2T. Отличие заключается в том, что проволока подается с определенной частотой, тем самым обеспечивая пульсацию тока. Настройки параметров производятся только с включенной синергетикой.
P-MIG + 4T
Функционал режима P-MIG + 4T включает в себя ранее описанные настройки и меню выглядит следующим образом:
P-MIG + 4TL
Функционал режима P-MIG + 4TL включает в себя ранее описанные настройки и меню выглядит следующим образом:
DOUBLE PULSE
Если в предыдущем режиме за пульсацию тока отвечала синергетика, которая формировала сигнал для процессора, который в свою очередь, в зависимости от материала и диаметра проволоки формировал процентное соотношение импульсного тока и тока сварки, то в режиме DOUBLE PULSE синергетика формирует сигнал как на процентное соотношение, так и на управление двигателем механизма подачи проволоки.
Давайте подробнее разберем физику процесса двойной пульсации тока. При одиночной пульсации диаграмма тока имеет 3 уровня, а именно:
- Ток пульсации.
- Ток сварки.
- Ток паузы.
При двойной пульсации тока к этим трем уровням добавляются еще 3 уровня пульсации, то есть сварка приобретает таким образом 2 уровня мощности сварочной дуги. Схематично это выглядит так:
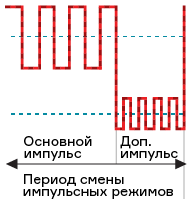
На графике видно, что импульсы можно разделить на основной и дополнительный, где основной импульс отвечает за расплавление и захват корня шва, а дополнительный импульс служит для поддержания стабильного горения дуги без сильного тепловложения, тем самым, не давая сварочной ванне провалиться. Таким образом, режим DOUBLE PULSE обеспечивает еще более стабильный перенос металла.
Чтобы настроить режим DOUBLE PULSE в аппарате ПТК МАСТЕР D99 необходимо:
- Нажать кнопку «Меню». На левом дисплее загорится надпись DP, на правом — ON/OFF.
- Правым энкодером выберите режим DP ON для включения режима DOUBLE PULSE.
- Далее нажмите кнопку «Меню» еще раз, чтобы перейти в настройки параметров DOUBLE PULSE.
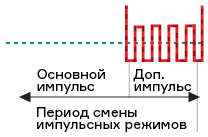
Базовый ток — это ток сварки дополнительного импульса, то есть его действительное значение.
Также имеет процентное соотношение от тока пульсации и тока паузы дополнительного импульса. На графике ниже изображен пунктирной линией.
Рекомендация: Не рекомендуется устанавливать значение базового тока ниже 35А, так как синергетика не сможет распознать ток паузы, потому что он будет ниже 25А, что является минимальным заявленным током. При токе 25А скорость подачи проволоки примерно 1,5–2 м/мин, ниже этого значения опуститься невозможно.
Частота импульса — регулировка скорости смены уровней мощности сварочной дуги.
То есть чем чаще основной пульс сменяется на дополнительный, тем меньше тепловложение в свариваемое изделие.
Скважность импульса — процентное соотношение длительности основного импульса и базового.
Рекомендовано устанавливать посередине — 40%. Чем выше от нормали значение скважности, тем дольше длится основной импульс, соответственно тепловложение больше. И наоборот, чем ниже от нормали значение скважности — тем дольше длится дополнительный импульс.
Lift TIG
В аппарате предусмотрена дополнительная функция аргонодуговой сварки в среде защитных газов Lift TIG. Это дополнительная функция аргонодуговой сварки вольфрамовым неплавящимся электродом в среде защитных инертных газов на постоянном токе прямой полярности. Напоминаем, что обратная полярность подразумевает подключение горелки в панельное гнездо «-». При аргонодуговой сварке ни в коем случае не устанавливайте горелку в гнездо «+», так как температура анодного пятна, которое образуется на положительной полярности равна около 4000°С, в то время как температура плавления вольфрама 3200°С, то есть при подключении горелки в разъем «+» вольфрамовый электрод попросту разрушится.
Принцип поджига дуги в режиме Lift TIG основан на плавном подъеме сварочного тока в момент отрыва вольфрамового электрода от основного металла. Поджиг происходит касанием электрода о поверхность свариваемого материала и при последующим поднятии электрода с поверхности.
В этой функции предусмотрена регулировка сварочного тока от 10 до 200 Ампер и при сварке рекомендуется использовать вольфрамовые электроды диаметром от 1,0 до 4,0 мм.
Для сварки в режиме Lift TIG предусмотрено подключение с помощью вентильной горелки и подключением через ОКС 35-50. Самый распространенный способ подключения ввиду своей универсальности. К недостаткам данного подключения можно отнести постоянную необходимость открытия вентиля горелки для подачи газа, а также необходимость проводить газовую магистраль в обход сварочного аппарата.
Дополнительная функция ручной дуговой сварки MMA позволяет использовать покрытые электроды диаметром от 1,5 до 5,0 мм. В режиме предусмотрены настройки Arc Force, Hot Start, возможность включения/выключения функции Anti Stick и VRD.
Функционал режима и подробное описание.
| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки |
|---|---|---|
| dIc | Форсаж дуги | 0–10 |
| HS | Горячий старт | 0–10 |
| Vrd | Снижение напряжения холостого хода | – |
| Ant | Антизалипание электрода | – |
Форсаж дуги – функция, которая позволяет во время сварки избежать залипания электрода на металл, прибавляя к установленному значению сварочного тока значение форсажа в пределах от 0 до 10. Функция полезна при сварке электродами с основным покрытием, которые из-за химического состава обмазки имеют свойство прилипать во время сварки. Ещё функция полезна при сварке от пониженного напряжения.
Горячий старт – функция, которая позволяет разжечь дугу в начале сварки, избежать залипания электрода на металл, прибавляя к установленному значению сварочного тока значение форсажа в пределах от 0 до 10. Применяется при сварке электродами с основным покрытием и при сварке от пониженного напряжения.
Снижение напряжения холостого хода или VRD – параметр, который позволяет снизить напряжение холостого хода источника до безопасного значения. Функция необходима для защиты сварщика при работе под открытым небом, при повышенной влажности и при контакте сварщика с металлическими поверхностями. Обычно имеет значение от 15 до 24 В.
Важно: электродами с основным покрытием (УОНИИ-13/55, LB-52U) сваривать на пониженном напряжении холостого хода невозможно, так как будет затруднен первичный и повторный поджиг дуги. Для сварки электродами с основным покрытием необходим сварочный аппарат с напряжением холостого хода не менее 70 В.
Антизалипание электрода – параметр, который позволяет снизить напряжение на дуге до 0, тем самым избежать прокаливания сварочного электрода. Если электрод залип на деталь, происходит возрастание сварочного тока до максимального значения, напряжение источника станет равным 0, тем самым электрод не будет прокаливаться и его легко можно будет отделить от поверхности металла.
На этом все, мы рассмотрели функционал и настройки аппарата. Если хотите увидеть аппарат в работе, то переходите в карточку товара и смотрите видео обзор с примерами сварки алюминия в разных режимах настройки.
Читайте также: