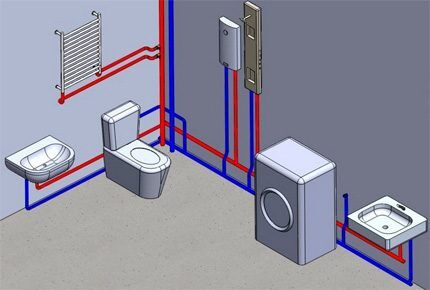
Соединение медных труб без пайки и сварки
Обновлено: 20.09.2024
Водопроводная бытовая сеть, собранная из элементов медного трубопроката считается одной из самых надежных. Конечно, обустройство такой магистрали – удовольствие недешёвое. Однако дороговизна водопровода окупается его долговечностью и другими существенными преимуществами.
Чтобы как-то сэкономить бюджет организации водоснабжения, можно выполнить монтаж медных труб своими руками, изучив предварительно технологию работ. Сомневаетесь в собственных возможностях?
Мы подскажем вам, какие инструменты необходимо подготовить, опишем пошаговые процессы сборки медного трубопровода методом пайки, а также с использованием обжимных фитингов. Приведенные фото-инструкции и практические советы помогут избежать ошибок и обустроить надежную инженерную сеть.
Медь как материал для изготовления труб
Медь является тем оптимальным материалом, который обеспечивает работоспособность систем при высоких значениях давлений и температуры. Поэтому медную трубу применяют не только для устройства водопроводов ГВС или магистралей систем отопления, но также для иных целей.
Для сравнения можно взять полипропиленовые трубы и медные. Первые способны выдерживать температуру лишь до + 95ºС при давлениях не более 25 АТИ. Вторые способны работать при Т=250ºС и давлениях до 300 мПа.

Медные трубы специалисты по сантехнике характеризуют как лучший материал, который рекомендуют применять для сооружения водопроводных сетей и систем отопления бытового сектора
Медь — это основной материал, из которого предпочитают монтировать системы водоснабжения и отопления французы, англичане, австралийцы, шведы. Высокая механическая прочность, лёгкость механической обработки – эти свойства сделали бесшовные медные трубы популярными в строительстве разного рода коммуникаций.
Современное производство таких изделий предусматривает нанесение на поверхность труб защитного полимерного слоя, исключающего появление блуждающих токов в зонах магнитных полей.
Медные трубы используются в сооружении трубных разводок всех разновидностей: в контурах отопления и водоснабжения, в линиях транспортировки газовой среды и жидкого топлива, в солнечных коллекторах и природных термальных системах
Трубы из меди превосходно работают с сохранением технических свойств в температурном интервале от -100 до +250°C. Это наивысшие показатели среди трубных изделий
Благодаря легковесности и жесткости медных труб сооружать из них можно разводку любой степени сложности. Фиксировать на стене допустимо гораздо реже, чем пластиковые
Гладкая поверхность медных труб препятствует образованию осадка на внутренних стенках водопровода. К тому же медь способна обеззараживать и ионизировать питьевую воду
Медные трубы в приоритете при подключении водонагревателей с медным теплообменником. В этом случае необязательно использовать переходники, исключающие формирование гальванической пары
Медь идеально сочетается с любыми видами строительных и отделочных материалов, но требует гидроизоляционной прокладки или дистанционной защиты при соседстве с древесиной
Для сборки трубопроводов, подключения арматуры и устройства разветвлений выпускают медные и латунные, т.е. выполненные из медного сплава, фитинги
Соединения производятся методом пайки или обжима, который осуществляется с использованием обжимных клещей
Нюансы монтажа медных магистралей
Слесари-сантехники, обладающие набором инструмента и опытом работы с медью, выполняют целый ряд действий в процессе монтажа медных трубопроводов:
- зачистка, калибровка, резка;
- придание нужной формы;
- обжатие, пайка, соединение.
Эти же действия может выполнить своими руками каждый владелец квартиры или частного дома.

Залогом качественного монтажа медных труб с применением пайки является тщательная подготовка к процессу. Соединяемые элементы необходимо обработать – обрезать по размеру, очистить, подогнать стык, создавая тем самым условия для качественного монтажа
Главное – познать нюансы технологии и секреты производства таких работ. Для выполнения каждого действия требуется соответствующий инструмент.
Как правило, в инструментальный набор слесаря входят:
- труборез медных труб или ножовка по металлу;
- напильники, наждачная бумага, ветошь;
- ключи слесарные гаечные;
- ключ газовый №1;
- калибратор ручной, трубогиб; , флюс, припой, лента фум.
Началу монтажных работ всегда предшествуют мероприятия, направленные на расчёт и составление схемы разводки водопровода или системы отопления.
Наличие схемы разводки трубопроводов и подключения сантехнических приборов существенно облегчает монтажные работы. Схема позволяет точно определить финансовые затраты на монтаж и рационально распределить время исполнения работ
Исходя их схемы, рассчитывается необходимое количество медных труб, их размер длины, диаметр, а также число дополнительных деталей монтажа.
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.

Пайка медных труб – действие вполне доступное даже непрофессионалу. Но для пайки необходимо оборудование – газовая грелка профессионального исполнения. При однократном монтаже покупка газовой горелки видится нецелесообразной мерой
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Принцип соединения элементов медного трубопровода пайкой основан на капиллярном растекании жидкого металлического расплава в зазоре между деталями
Используя пайку собирают медные трубопроводы из труб мягкого сортамента (R 220), труб полумягкого сортамента (R 250) труб твердого сортамента (R 290). Цифры обозначают давление, которое сможет держать труба
В сборке систем отопления и водоснабжения используют технологии низкотемпературной и высокотемпературной пайки. Для низкотемпературной достаточно обычной паяльной лампы
Высокотемпературную пайку производят с помощью ацетиленовой или пропановой горелки. Результат соединения может эксплуатироваться при нагреве до 250°, что бывает, например, в солнечных коллекторах
Рассчитанные на соединение пайкой фитинги выпускают с предварительно вплавленных в них припоем и с раструбами, в которые заводят привариваемую трубу. Для осуществления линейного соединения один из отрезков предварительно отжигают и расширяют в виде раструба эспандером
Участки соединения медных труб обязательно обрабатывают флюсом. Он протравит медь и выполнит функцию смазки
Высокотемпературную пайку производят с применением жесткого стержневого припоя, выполненного из сплава меди с бронзой или меди с серебром
При выполнении низкотемпературного соединения используются мягкие виды припоя. Их поставляют в бухточках, намотанных на удобную для работника катушку
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.

Комплект деталей, участвующих в процессе создания соединения посредством механического обжима. Способ монтажа медных труб без пайки нашёл широкое применение в бытовой сфере. Этим способом создаются качественные схемы водопроводов и систем отопления
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы. Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами.
Этим фактором гарантируется чистота соединения в процессе эксплуатации — отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.

Крупным планом: соединение медной трубы с латунным фитингом посредством механического обжима. Показано обжимное кольцо, благодаря которому создаётся плотное соединение после затягивания гайки. Удобный и простой способ монтажа
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Кроме цанговых разъемных соединений в сборке медных трубопроводов применяются обжимные пресс-муфты, с помощью которых формируются неразъемные соединения
Для соединения пресс-клещами нужно очистить трубу от грата, откалибровать, поставить на место и сжать пресс-клещами
Фитинги для компрессионных неразъемных соединений внешне и конструктивно напоминают фитинги с наплавленным в них припоем. Разница в том, что вместо припоя в "ободок" вставлен уплотнитель
Неразъемные обжимные соединения используются в основном при создании отводов из твердых и полутвердых труб
Соединения на пресс-фитингах с уплотнительными кольцами хорошо служат в системах отопления и водоснабжения как частных домов, так и городских квартир
Неразъемные варианты соединений могут применяться в сборке трубопроводов из мягких медных труб, но для этого в трубку предварительно нужно поставить втулку из обрезка трубы в качестве опоры
У соединений с цанговыми фитингами есть огромное преимущество над обжимными. Они позволяют менять, демонтировать оборудование, модернизировать систему
Ввиду того что обжимные фитинги создают и неразъемные и разъемные соединения, в организации трубопроводов из медных труб оба метода сочетают. Выбор метода зависит от эксплуатационных особенностей участка
Медные трубы инструкция пайки медных соединений

Специалистами пайка определяется как группа процессов соединения, посредством которых достигается объединение материалов нагреванием до температуры пайки. При этом используется присадочный металл (припой), обладающий ликвидусом (состоянием плавления), не превышающим 450°C и солидусом (твёрдым состоянием) ниже основных металлов. Инструкция пайки показывает — большая часть работы выполняется при температурах 175 — 315°C.
Последовательность подготовки и проведения операций пайки
Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция пайки медных труб, учитывающая все детали процесса. Однако для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций.
Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Инструкция пайки медных труб и фитингов
Методика пайки по инструкции позволяет получить герметичные паяные соединения между трубой и фитингами из меди и медного сплава, как в цеховых, так и в полевых условиях.
Навыки и знания инструкции необходимы для получения качественно спаянного соединения. Поэтому рассмотрим технологическую инструкцию пайки, в первую очередь, мягким припоем.
Подготовительная часть: измерение медной трубы и резка
Необходимо точно измерить длину каждого сегмента медной трубы. Следует подчеркнуть: неточность измерений сопровождается риском снижения качества соединения. Если медная труба чрезмерно коротка, то есть не достигает дна чашки фитинга, такое соединение характеризуется неправильным.
Напротив, когда отрезок медной трубы чрезмерно длинный, появляется риск деформации узла, что негативно влияет на срок службы паяного соединения. Об этом отмечает инструкция пайки, в частности.

Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитингов
Разрезается медная труба на измеренную длину. Резку допускается выполнять различными способами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножом. Также допустимо применять:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Следует принять меры по исключению возможных деформаций стенок в процессе резки медной трубы.

Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубы
Инструкция пайки: развёртывание области отреза
Требуется развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, тем самым удалить микроскопические заусенцы, неизбежно образующиеся в процессе операции резки.
Если шероховатую внутреннюю кромку не удалить путём развертывания, существует риск возникновения эрозионной коррозии по причине локальной турбулентности и увеличенной локальной скорости потока в трубе.
Правильно развернутая область медной трубы обеспечивает гладкую поверхность для хода агента во внутренней области. Также следует удалить заусенцы на наружной стороне отрезанной области медной трубы после операции резки, обеспечив тем самым надлежащее сочленение с чашей фитинга.

Развёртка внутренней области по торцевому отрезу медной трубы – другими словами, очистка внутренней стенки по линии отреза от заусенцев и выравнивание кромки по кругу
Инструменты, используемые для разворачивания трубных торцов, включают:
- полукруглые или круглые напильники,
- карманный складной нож,
- другой подходящий инструмент удаления заусенцев.
Если работы проводятся с мягкой (отожженной) медной трубой, необходимо соблюдать осторожность, так как есть риск деформирования конечной части медной трубы приложенными усиленными действиями.
На случай непреднамеренной деформации мягкой медной трубы, округлость можно восстановить с помощью калибровочного инструмента — пробки и калибровочной муфты.
Инструкция пайки: очистка области пайки
Удаление оксидов и поверхностного загрязнения на концевых (в местах реза) частях медных труб и установочных фитингов имеет решающее значение для корректного распределения припоя в области соединения.
Невыполнение очистки соответствующим образом приводит к снижению капиллярного эффекта и, в конечном итоге, снижает прочность спаянного узла.
Поэтому требуется лёгкая шлифовка (зачистка) концевой области медной трубы, как правило, посредством стандартной наждачной бумаги, нейлоновых абразивных прокладок, металлической щётки.
Согласно инструкции пайки, шлифовка производится на участке поверхности, немного превышающем глубину чашек установочных фитингов.

Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Инструкция пайки требует применять мелкозернистую «шкурку»
Капиллярное пространство между телом медной трубы и телом фитинга составляет приблизительно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию.
Размер зазора является критическим параметром, определяющим эффективность заполнения зазора припоем и, как следствие, прочность соединения.
Медь — относительно мягкий металл. Очевидно, когда с конца трубки или фитинга снимается чрезмерное количество материала, слишком свободная посадка деталей способна привести к соединению низкого качества.
Допускается химическая очистка сочетаемых поверхностей, если концевые части медной трубы и фитинга тщательно промыть после такой операции. Как правило, производители химических средств очистки предоставляют инструкции на этот счёт.

Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системы
Не следует прикасаться к уже очищенным поверхностям медных деталей голыми руками или масляными перчатками. Жировые отложения кожи рук, а также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, ухудшают процесс пайки.
Инструкция пайки: применение флюса под припой
Процесс создания паяных соединений обязательно предполагает использование флюса. Благодаря обработке поверхностей флюсом, дополнительно растворяются и удаляются следы оксида с поверхностей, подлежащих соединению.
Нанесением флюса очищенные поверхности защищаются от окисления в момент нагревания горелкой. Флюс способствует лучшему смачиванию поверхностей металлическим припоем, поэтому однозначно рекомендуется инструкциями ASTM B 813.

Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчатки
Наносить тонкий ровный слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Согласно инструкции пайки, делается это немедленно после выполнения операции очистки, дабы исключить образования новых окислов (чистая медь окисляется очень быстро).
Флюс нельзя наносить пальцами рук. Химические вещества, присутствующие в составе флюса чрезвычайно вредны для глаз, организма, открытых ран.
Кроме того, чрезмерное количество флюса, остаток этого вещества после пайки, нередко способствует образованию коррозии, приводящей к перфорированию стенки медной трубы, фитинга или обеих частей соединения.
Инструкция пайки: сборка медного узла
Вставить концевую часть медной трубы внутрь чашки фитинга. Убедиться в плотном прилегании торца медной трубы к основанию чашки фитинга.
Вращательным движением провернуть медную трубу на четверть-половину оборота, что обеспечит равномерное покрытие внутреннего сегмента флюсом.
Удалить излишки флюса с наружной поверхности медной трубы и фитинга с помощью технической ветоши. Зафиксировать медную трубу и фитинг в сборе, обеспечивая тем самым равномерное капиллярное пространство по окружности соединения.

Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошью
Равномерность капиллярного пространства обеспечит качественное капиллярное течение расплавленного припоя. Следует помнить, чрезмерный зазор стыка приводит к растрескиванию припоя в условиях напряжения или вибрации. Сделанное соединение фактически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на долгое время.
Инструкция пайки: нагрев узла медного соединения
При работе с открытым пламенем, высокими температурами и легковоспламеняющимися газами необходимо следовать инструкции ANSI / AWS Z49.1 и аналогичной. Нагрев собранного узла выполняют пламенем газовой горелки, направленным перпендикулярного по отношению к медной трубе.
Медная труба отводит начальное тепло на чашку фитинга, тепло равномерно распределяется по всей области соединительного узла. Степень предварительного нагрева зависит от размера собранного узла.
Предварительный нагрев узла выполняют равномерной проводкой пламени горелки по всей окружности медной трубы, с целью достижения надлежащей температуры для полной области соединения.

Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю область
Выполняя соединения горизонтального монтажа, следует избегать непосредственного предварительного нагрева верхней части узла. Такая техника поможет избежать пригорания флюса.
Естественная тенденция повышения температуры обеспечит достаточный предварительный нагрев верхней части сборки. Затем пламя горелки перемещают на чашку фитинга. Прикладывают пламя грелки попеременно к чашке фитинга и медной трубе на расстоянии, равном глубине чаши фитинга.
Опять же, предварительно нагревая окружность узла, как описано выше с помощью горелки у основания установочной чашки, периодически контактируют прутком припоя с телом медной трубы. Нагрев продолжают до момента начала плавления припоя.
Недопустим перегрев соединения и направление пламени во внутреннюю лицевую область чашки фитинга. Перегревом сжигается флюс, резко снижается эффективность пайки, припой не затекает в зазор соединения должным образом.
Когда припой начинает плавиться в момент прикладывания к медной трубе, тепло горелки переводят в область основания «стакана» узла. Этот маневр усиливает капиллярное действие на втягивание расплавленного припоя по направлению к источнику тепла.

Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламени
Нагрев под пайку медного соединения, как правило, организуется при помощи воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене или на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Также допустимо использовать инструменты под пайку электрическим сопротивлением. Контактная пайка сопротивлением на медных трубах работает на основе электродов и применяется в случае невозможности пайки открытым пламенем.
Инструкция пайки: как применять припой?
Пайка соединений в горизонтальном положении, предполагает начальную закладку припоя в точке несколько смещённой от центра нижнего сегмента соединения.

Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнута
Пламя газовой горелки при этом удерживают у основания фитинга и немного впереди точки нанесения припоя. Такой техникой наложения припоя выполняют проход пайки от нижней части фитинга к верхней части с одной из двух сторон узла.
Далее возвращаются к начальной точке, и продолжают пайку на другой стороне узла аналогичной техникой наложения припоя. В процессе пайки медной трубы и фитинга допускается образование небольших шариков припоя за точкой нанесения.
Эти образования указывают на заполнение припоем сегмента пайки – своеобразный сигнал перехода на следующий уровень. Соединения в вертикальном положении медной трубы выполняют аналогичной последовательностью проходов, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, затягивающего расплавленный припой в узкий зазор между фитингом и медной трубой. Расплавленный металлический припой втягивается в соединение капиллярным действием независимо от направления потока припоя — восходящего, нисходящего, горизонтального.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет 0,1 — 0,15 мм. Допускается некоторое ослабление посадки деталей узла, но слишком слабая посадка может вызвать затруднения пайки, особенно с фитингами большего размера.
Для соединения медной трубки с контактным кольцом крана рекомендуется пользоваться инструкциями производителя. При подаче тепла кран переводят в частично открытое положение, и в первую очередь прогревают область медной трубы.
Коммерчески доступные теплоотводящие материалы рекомендуется инструкцией использовать для защиты чувствительных к температуре компонентов узла соединения. Количество припоя, потребляемого при адекватном заполнении капиллярного пространства между трубкой, коваными / литыми фитингами, определяется исходя из размеров узла.
Существуют технические таблицы расхода припоя. Потребность флюса на пайку обычно составляет 50-55 г на килограмм припоя.
Инструкция пайки: охлаждение, очистка, тестирование
После завершения процесса пайки завершённое соединение остужается естественным образом. Принудительное охлаждение водой недопустимо, так как способно привести к негативной нагрузке на спаянный узел.
Как только соединение остынет, удалить остатки флюса влажной ветошью. По возможности готовую систему рекомендуется промыть с целью исключения избыточного потока и удаления мусора.
Проверить завершённый узел на целостность соединения. Точно следовать инструкции на процедуру тестирования, в соответствии действующими нормами и регламентирующими нормативами.
Видео-инструкция пайки соединений меди
Визуально при помощи видеоролика ниже инструкция пайки демонстрируется самым подробным образом. Этот урок поможет проще овладеть опытом выполнения работы:
При помощи информации: CDA
КРАТКИЙ БРИФИНГ
Соединение медных труб: инструкции и сравнение различных монтажных технологий
Трубы из меди применяются при монтаже систем ГВС, ХВС, кондиционирования, отопления, газоснабжения. Они дороги, однако долговечны, пластичны, устойчивы к коррозии. Но чтобы инженерные коммуникации из них прослужили десятилетиями, соединение медных труб должно производиться правильно.
Мы расскажем, каким образом производится устройство медных трубопроводов, обеспечивающих герметичность транспортируемой среде или циркулирующему теплоносителю. В представленной к ознакомлению статье подробно описаны монтажные технологии. С учетом наших советов сооружение систем будет выполнено «на отлично».
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.

Используемые при монтаже фитинги и места соединений пайкой по статистике аварий оказываются более надежными, нежели сами медные трубы – если прорыв в системе и происходит, то лишь на стенке трубного изделия
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.

Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
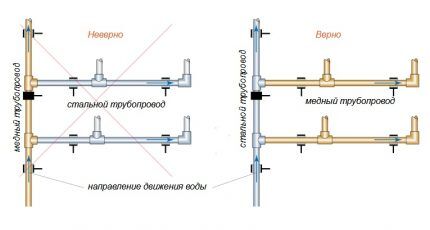
По строительным нормам, чтобы исключить коррозионные процессы в трубопроводе из разных по металлу труб, поток воды должен быть направлен к меди
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.

Если конструкцию нельзя разобрать без разрушения отдельных ее частей, то она считается неразъемной – выходит она дешевле, но ремонтировать ее сложнее
Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными.
Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации.
Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Перед выполнением соединений медные трубы подготавливают особым образом:
Резку медной трубы производят ножовкой по металлу или труборезом. Линия реза должна быть точно под прямым углом
После резки торец трубы обязательно обрабатывается гратоснимателем, чтобы убрать малейшие неровности и заусенцы
Часть трубы, погружаемой в подготовленный для пайки раструб тщательно очищают от грязи и обезжиривают
В обязательном порядке производится очистка и обезжиривание раструба муфты, отвода или тройника, который будет припаиваться к трубе
Как выполняется соединение медных труб с пайкой и без неё
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.

Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Соединение труб при помощи пайки
Рассмотрим соединение медных трубок фитингами с последующей пайкой, которая бывает низко- и высокотемпературной. При первом методе пайка осуществляется при температуре 300 ºC. Второй метод используется при обустройстве систем с высокими нагрузками в промышленных целях.
В качестве соединителей для медных труб выступают муфты, дополнительно нужен оловянно-свинцовый припой и флюс.

Технология пайки труб будет следующей:
- В первую очередь отрезают трубу определенных размеров. Процесс этот должен производиться аккуратно, с учетом размеров имеющихся фитингов.
- Концы труб должны быть осмотрены – не должно быть каких-либо дефектов, таких как сколы, трещины или заусенцы. Если их не устранить, то будут проблемы с герметичностью соединения после выполнения всех работ.
- После того как убедились, что торцы очищены, можно начинать соединение. В связи с тем, что соединяться будет несколько труб, и они могут быть с различными сечениями, то и фитинги должны быть подобраны соответствующим образом.
- Далее окончание трубы и внутренние стенки муфт следует обработать флюсом, который обезжирит поверхности для получения максимально качественного соединения.
- Теперь конец трубы продевают в соединитель медных трубок и нагревают. Его нужно подобрать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Прогревают трубы газовой горелкой. Зазор между трубой и соединительной муфтой заполняют расплавленным припоем. В настоящее время на рынке можно найти любой тип припоя под свои нужды, так что с выбором не должно возникнуть каких-либо проблем.
- После равномерного распределения припоя по окружности, стыкуемые детали нужно оставить, пока он полностью не затвердеет.
- На финишном этапе нужно проверить соединители для медных труб и всю систему, запустив в нее воду. В этот момент проверится не только система, но и выполнится очистка ее от остатков флюса, который со временем может становиться причиной коррозии металла.
Герметичная стыковка медных труб без пайки
Дополнительно стоит отметить, что, невзирая на то, что соединение труб пайкой считается наиболее надежным методом в большинстве случаев, все же встречаются ситуации, когда таким способом воспользоваться не представляется возможным. В таких случаях можно прибегнуть к соединению медных трубок без пайки. Потребуются специальные фитинги, которые обеспечат надежное соединение благодаря зажимному эффекту, который образуется при резьбовом соединении.
В данном случае соединение производят в такой последовательности:
- Сначала рассоединяют фитинги, которые, зачастую, имеют две составные части.
- Один из элементов надевают на трубу. Как правило, это гайка и зажимное кольцо.
- Далее в фитинг продевают трубу и затягивают гайку.

Обычно такие фитинги комплектуются развернутой инструкцией, которой в обязательном порядке нужно придерживаться, иначе выполненные работы будут некачественными.
Стоит отметить, что перед тем как соединить медные трубки без пайки, стоит осознать все риски, так как качественное соединение получить довольно сложно. Минимальные перекосы соединяемых деталей не допускаются вообще, в противном случае технология грубо нарушается. Чтобы резьбовое соединение получилось предельно герметичным, его желательно дополнительно уплотнить специальными нитями. При этом стоит следить, чтобы они не оказались с внутренней стороны трубы, так как впоследствии вода может не проходить по системе должным образом.
Обязательные правила соединения
При любом типе соединения перечень проводимых работ будет выглядеть таким образом:
- Соединяемые труб должны быть выполнены из одного и того же металла. В случае, если вы собрались соединять медную трубу с трубой из любого другого материала, вы должны определиться с нужным методом соединения. К примеру, для стыковки труб из меди и поливинилхлорида способ пайки использовать нельзя.
- При соединении медной трубы со стальной, медную трубу следует располагать после стальной.
- Во время затягивания резьбового соединения нужно быть крайне осторожным, особенно, если в вашем распоряжении трубы с тонкими стенками.
- Чтобы правильно определиться с количеством необходимого припоя, кусок проволоки должен иметь длину окружности спаиваемой трубы.
- Для прогрева труб лучше всего подойдет специальная горелка. Можно, конечно, использовать и простую паяльную лампу, но в данном случае нужно быть готовым, что место стыка перегреется, а весь рабочий процесс несколько усложнится.
- Не секрет, что медные трубы являются довольно затратным материалом. В этой связи еще до проведения работ не будет лишним осуществить предварительные просчеты объема необходимого материала. Вместе с тем помните, что все соединительные детали также обладают своими размерами, так что и их нужно учитывать.

В завершение не лишним будет отметить, что соединение труб из меди технологически является процессом средней сложности. Если вы занялись такими работами впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы. Чтобы разобраться в процессе, и получить о нем как можно большее представление, не лишним будет получить консультацию у профессиональных рабочих, или, как минимум, ознакомиться с имеющимися видеоматериалами.
Читайте также: