Соединение сварочных кабелей при наращивании длины
Обновлено: 02.05.2024
: Parameter 3 to botshadowboxwtw() expected to be a reference, value given in
/var/www/u0099073/public_html/libraries/joomla/event/dispatcher.php
on line
136Выбираем удлинитель для сварочного инвертора.
Очень часто клиенты задают вопрос -«Какой удлинитель выбрать для сварочного инвертора или сварочного трансформатора?Попробуем ответить на вопрос, чем руководствоваться при выборе удлинителя для сварки, точнее для подключения сварочных аппаратов, как инверторов, так и трансформаторов.
Внимательно прочитайте инструкцию сварочного аппарата. Определите какая номинальная мощность и ток сварочного аппарата.Как правило бытовые инверторы и трансформаторы рассчитаны на номинальную мощность от 4,0 КВт до 5,5 КВт при номинальном токе 16 Ампер (не путать со сварным током значение которого может варьироваться от 20-160 Ампер).
Аппараты свыше 5,5 КВт уже более подходят под классификацию полупрофессиональных и профессиональных сварочных аппаратов.
Определитесь с интенсивностью использования сварочного аппарата. Интенсивность работы определяется — частотой использования, протяженностью непрерывного сварного шва, и.т.д. Если предполагается использовать сварочный аппарат для подваривания небольших деталей, или для сварки при изготовлении малых форм (теплица, беседка, мангал,забор, крыльцо, и прочее, вплоть для использования в небольшом строительстве), такое использование можно условно отнести к мало интенсивному применению. Использование аппарата на производстве, при масштабном строительстве,для ежедневной постоянной сварки условно отнесем к использованию с большой интенсивностью.
Эти условия являются приоритетными в выборе удлинителя для сварочного аппарата. Они определяют выбор сечения провода. Для бытовых сварочных аппаратов (инверторов) с низкой и средней интенсивностью использования подходят удлинители сечением провода 2,5 мм и заземлением.То есть при выборе удлинителя для сварочного аппарата / инвертора обращайте внимание на сечение провода.
Удлинитель на катушке 40 м «Лидер» КГ 3 х2,5 мм
Цифра «3» указывает на то что провод имеет 3 жилы, «фаза» «нейтраль» и «земля», то есть удлинитель имеет заземление.
Цифра «2,5» — обозначает сечение каждой жилы.
Буквенный индекс КГ или ПВС обозначает марку провода удлинителя. Подробнее можно прочитать здесь:
Типы провода для удлинителя на катушке
Удлинители 380 Вольт в бухтах серия «Специалист»
-Наличие 2-х и более розеток на удлинителе предпочтительнее, исходя из того, что при работе по сварке требуется подключение дополнительного инструмента — УШМ (Болгарки) или иных зачистных и отрезных инструментов, для резки металла или зачистки швов. Особо обращаем внимание , что при заказе удлинителя на 380 Вольт, на удлинителе желательно иметь одну/две розетки на 220 Вольт.
-Провод КГ удлинителя менее подвержен механическим и термическим повреждениям чем провод ПВС, к тому же может использоваться при отрицательных температурах.Все о проводе для удлинителя здесь: Типы провода для удлинителя
— Провод удлинителя удобнее использовать и хранить на катушке , так как при намотке и размотке с катушки провод удлинителя не перегибается, не заламывается и не скручивается в узлы, что является дополнительной гарантией от пробоя провода.
Сварочная техника широко применяется в домашних условиях, для чего создаются специальные аппараты, отвечающие требованиям комфортной домашней эксплуатации. В профессиональной области применения также есть свои модели и практически всегда специалисты могут сталкиваться с такой проблемой, как нехватка длины провода для работы. С такой ситуацией можно столкнуться как в домашних условиях, так и на производстве. Если с компактным инвертором для дома еще можно перейти в другое место и перенести его, то с профессиональной техникой так можно сделать далеко не всегда. Удлинитель для сварочного инвертора помогает решить данную проблему. Аппараты для сварки обладают достаточно большой мощностью, так что для их подключения и работы нужны коммутационные элементы. Эти элементы смогут выдержать заданные рабочие параметры. Далеко не всегда подходят обыкновенные бытовые сети и удлинители с них.
Требования к кабелю для сварочника
«Какой удлинитель нужен для сварочного инвертора?» – наиболее распространенный вопрос, которым задаются новички. Приминая во внимание специфические условия работы, провод для переноски под сварку, должен обладать следующими свойствами:
- способность передачи токов высокой величины;
- гибкость для перемещения аппарата по рабочей площадке;
- устойчивость к механическим повреждениям;
- качество, обеспечивающее бесперебойное и безопасное проведение работ.
При соблюдении вышеуказанных требований возможно применение удлинителя для сварочного инвертора для проведения сварочных работ.
Классификация
Разнообразие сварочных агрегатов породило широкий выбор проводников, которые отличается по количеству жил:
- Одножильный кабель. Обладая неплохими показателями эластичности и проводимости, он используется при работе сварочных инверторов бытового назначения.
- Двужильный кабель. Каждая жила передает свой заряд – положительный и отрицательный. Благодаря высокой проводимости данный кабель используют в импульсной сварке.
- Трехжильный кабель. Используется в промышленный аппаратах, работающих при напряжении 380 В.
Сварочный кабель изготавливается из меди или других металлов, обладающих высокой токопроводностью.
Проводники маркируются буквами и цифрами. Расшифровка обозначений наиболее популярных удлинителей для сварочных инверторов приведена ниже:
- 1-3 – определяет количество жил;
- ВЧП/ ВЧ П – высокочастотный ток постоянного/переменного характера;
- ХЛ – хладостойкий. Возможно применение при температуре до -60 Сº.
- Т – тропический. Возможно применение при температуре до +55 Сº.
Наиболее употребляемыми видами являются:
- КГ – кабель гибкий;
- КС – кабель сварочный;
- КОГ – кабель особо гибкий. Разновидность предыдущей марки. Рассчитан на работу в условиях переменного напряжения, величиной 220 В, либо постоянного с показателей 700 В.
При выборе кабеля для сварочного агрегата рекомендует выяснить диаметр сечения заводского кабеля, а также размер клемм.
Выбор сечения и длины
Ошибки при выборе необходимого поперечного сечения кабеля чревато короткими замыканиями, которые существенно сокращают срок службы сварочного оборудования. В условиях малого сечения ток конденсируется на предохранителях. На это будет реагировать система аварийной защиты, периодически обесточивая аппарат.
Соотношение тока и мощности к сечению сварочного кабеля для проводников из меди и алюминия указано в таблице:

Подбор необходимого сечения кабеля по величине тока и мощности сварочного аппарата.
Как показывают производственные испытания, увеличение длины выносного провода не влияет на параметры работы и качество сварного шва. Однако подавляющее большинство пособий по эксплуатации рекомендую использовать кабель с заводскими параметрами, а после его износа – с аналогичными характеристиками.
Применение
Итак, вы выбрали и купили удлинительные кабели. Казалось бы, пора подключать их и приступать к сварке. На этом этапе многие новички совершают ряд ошибок, из-за которых кабели недостаточно эффективны либо вовсе не работают.
Во-первых, всегда распрямляйте удлинитель для инвертора перед использованием. Не позволяйте ему скручиваться в узлы и заламываться. Это касается кабелей любой длины. Заранее определитесь, какая максимальная длина для вас оптимальна и не покупайте слишком длинные кабели, которые большую часть сварки будут смотаны в катушку. Это нерациональное использование. К тому же в смотанном состоянии кабели способны стать причиной повышенной индукции. Это чревато плавлением проводов и выходом из строя самого инвертора.

Также следите, чтобы удлинительные кабели не перегревались в ходе работы. Периодически проверяйте провода, берите их в руки. Если можете спокойно держать несколько секунд, значит температура не выше нормы. А если кабель насколько нагрелся, что вы не можете брать его без перчаток, значит сварку нужно прекратить и проверить целостность кабеля.
Избыточный нагрев кабеля так же приводит к выходу сварочного аппарата из строя и к разрушению самого кабеля.
Что касается хранения, то и здесь нужно быть внимательным. Не сматывайте провода в плотную катушку, так вы лишите их естественной вентиляции. Постарайтесь хранить провода в сухом чистом месте, не оставляйте их на улице и не подвергайте воздействию прямых солнечных лучей. Следите, чтобы соединительные контакты и вилка кабеля не загрязнялись и не покрывались ржавчиной.
Пример расчета по подбору удлинителя
Максимально допустимая длина медного сварочного кабеля определяется соотношением максимального сечения к поправочному коэффициенту. Он определяется по базовой силе тока:
- 200-500 А. Поправочный коэффициент равен «2»;
- до 200 А. Коэффициент равен результату деления применяемой силе тока на 100.
Например, рассчитаем максимально допустимую длину для инвертора «Бригадир ММА-180С». Сила тока равна 180 А. Поскольку сила тока не превышает 200 А, поправочный коэффициент составит 180/100=1,8. Производитель рекомендует применять силовой кабель, сечением не менее 16 кв. мм.
Таким образом, при работе с данным инвертором максимально допустимая длина сварочного кабеля составляет: 16/1,8=8,89 (метров)
СРОЧНО! Подскажите сечения удлинителя для «сварки»
Требуется : удлинитель для сварочного аппарата L=20м. Потребитель : сварочник = мощность в районе 3,5кВт. Сеть : U=200В.
Если можете — дайте формулу вычисления(если будут изменения в требованиях), ну и конечно опора на практику приветствуется. Приму любые ответы.
Триллипут по меди достаточно 2,5 кв.мм. Лучшее — 4. по алюминию — 4 кв.мм. Лучше 6.
Жду ещё ответы от участников форума.
Я лично уже 2 года эксплуатирую удлиннитель L=15m КГ 3Х5мм^2 он у меня вполне нормально вынес и Дуга 318ма и ТДМ 406 работали стабитьно просадки по напряжению я не не замечал
а по теории чем больше тем лучше если ест возможность купить и таскать удлиннитель в 25мм^2 каждой жылыли то это конечно будет самым лучшм решением
У меня инвертор и 30-метровый удлинитель 2,5 квадрата. Проблем пока нет. Как посчитать- по-моему, тут об этом писали. Если исходно 200 В, то из них вычтется то, что «упадет» на сопротивлении удлинителя. Например, если сопротивление удлинителя 1,5 Ом (можно измерить либо рассчитать, берем двойное, те и туда и обратно), то при токе 10 А (это примерно 80-90 сварочных А на инверторе) получим падение напряжения на удлинтеле 15 В. В итоге останется 185 В. Чем больше ток (и нагрузка), тем больше падение напряжения. Сопротивление удлинителя прямо пропорционально длине и обратно пропорционально площади сечения (те квадрату радиуса).
Спасибо всем! Сегодня купил удлинитель в двойной изоляции(чёрной) Al 2×10мм.кв. — 40м. Вот так. Появился ещё вопрос — любая оплётка выдерживает солнечные лучи, мороз?
Какой интересный удлинитель.. Алюминиевая жила. А он многожильный? Гнётся?
Лично я варил пятикиловаттным полуавтоматом с удлинителя сорок метров, два по полтора квадрата. Хорошо варилось.
Ну, как известно, алюминий — металл мягкий(гнётся). А так, проволока обыкновенная, в изоляции. В магазине, где я купил провод, на выбор предлагали алюминиевые: 2х10 и двойной 1х16. Остальное либо медь, либо жил больше двух, решил брать по минимуму.
Особенности выбора
Выбор кабеля для сварочного агрегата осуществляется в зависимости от следующих параметров:
- Напряжение в рабочей сети. Параметр, указанный в паспорте, не должен быть меньше сетевого.
- Мощность устройства. С ростом мощности аппарату увеличивается сила тока.
- Температура эксплуатации. Диапазон рабочей температуры стандартного кабеля – от -20 до +40. Если рабочая температура превышает данные показатели, воспользуйтесь кабелем определенного исполнения – холодоустойчивым или тропическим.
- Планируемый радиус изгиба. Минимальный радиус изгиба кабелей класса КГ составляет сумму восьми внешних радиусов. Если данное условие не соблюдено, рекомендует использовать кабели класса «КОГ» — кабели особо гибкие.
При выборе кабеля особое внимание уделяйте информации завода-изготовителя. По некоторым признакам можно определить качество продукции:
- Площадь сечения. В товаре ответственного производителя указывается полезная площадь жилы.
- Формирование жилы. Большое количество проволок свидетельствует о гибкости и хороших показателях пропускной способности.
- Наружная изоляция. Оболочка из ПВХ, вместо резины, увеличивает срок эксплуатации.
- Материал проволоки. Качественную продукцию изготавливают из меди.
Удлинитель для сварочного аппарата

Для эффективной работы сварщикам приходится постоянно перемещаться по объекту, а розетка находится только в одном месте, поэтому без удлинителя в большинстве случаев обойтись просто нельзя. Наиболее востребованная длина кабеля, способная сделать вашу работу комфортной 20-40 м, это если говорить в общем. А в частных случаях все подбирается индивидуально.
Теория
Как бы многие из нас не любили физику в школе, именно курс школьной физики потребуется вспомнить, чтобы рассчитать длину нашего удлинителя теоретически. Давайте вспомним, что сопротивление медного проводника рассчитывается следующим образом: R= 0,017 *L/S. Также в нашем случае можно использовать закон Ома для неполной цепи I=U/R.
Расшифруем буквы в наших формулах, которые могут принимать любые значения.
- 0,017 – удельное сопротивление медного кабеля; априори берется медь, так как у нее наименьшее значение.
- L- длина удлинителя, мм.
- S- площадь сечения проводника, мм2.
- U- номинальное напряжение в электросети, В. Однако следует провести измерение реального напряжения, так как состояние большинства сетей желает лучшего.
- I — максимальный ток инвертора, А.
Из формулы R= 0,017 *L/S следует простой и очевидный вывод: сопротивление увеличивается при увеличении длины кабеля (при этом наблюдается падение напряжения) и уменьшается при увеличении его сечения. Соответственно, длина и сечение кабеля должны быть подобраны таким образом, чтобы не провоцировать падение напряжения на этом кабеле. Использовать домашние удлинители для подключения бытовой техники категорически не стоит. Производители экономят на сечении жил таких переносок, они уж точно вспыхнут при подключении инвертора. Не стоит также использовать проводники сечением 0,75 мм2 и менее. В целом, следует отметить, что кабеля 2,5 мм2 хватит для уверенной работы на токе 160А, только стоит еще и сделать «пометку на полях», что проводка до розетки должна выдержать такую нагрузку.
Любителей сматывать кабель в катушку при сварке следует предостеречь. Явление фарадеевской электромагнитной индукции, которая неминуемо возникает вокруг проводника с переменным электрическим током, еще никто не отменял. И даже если индукция в катушке будет слишком мала, чтобы привести к нежелательным последствиям, при продолжительной сварке провод все равно нагревается (нормальным считается нагрев до 70 оС) В плотно намотанной катушке кабель не охлаждается и повышение температуры неминуемо приведет к оплавлению изоляции со всеми вытекающими отсюда неприятностями. Сама медь скорее всего останется невредимой, так как у нее высокая температура плавления 1080 оС, а вот изоляция слипнется. Вывод: работайте на размотанном кабеле или, если нет такой возможности, на неплотно смотанном, чтобы был обеспечен теплоотвод за счет естественной циркуляции воздуха.
Практика
Вернемся к вопросу: какого сечения брать удлинитель?
Раньше бы мы сказали, что если у вас дома хорошая сеть и максимальный ток вашего сварочного аппарата не превышает 160А, то можно взять 1,5 мм2 – этого хватит. Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель. Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток. Кабель длиной 10 м х1,5 мм2 может продержаться долгое время. В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился). То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать. Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Почему мы не советуем сегодня брать сечение 1,5 мм2? Очень просто. Потому что не докладывают! Берешь кабель 1,5 мм2, а там оказывается 1,1-1,2 мм2. Вывод: даже если у вас хорошая сеть, берем 2,5 мм2. Могут тоже не доложить, но этого в любом случае хватит для домашних нужд.
Какая длина?
Все зависит от вашей сети и аппарата. Пример из практики. Длина переноски 120-130 м, сварка аппаратом Форсаж 161 от щита и хорошей сети: «тройкой» можно варить, но достаточно тяжело, а вот электродом ø2,5 мм можно варить уже свободно и даже что-то резать!
Полезный совет
Какую взять вилку и розетку?
Обычная розетка на 16А и простые качественные вилки при токах свыше 160А горят и плавятся (но это как бы расходные материалы). Когда будете покупать обязательно возьмите с собой магнит в магазин и «пощупайте» им вилку (розетку, правда, вам никто не даст разбирать) – магнитится она или нет? Сейчас много некачественного товара крашенного под медь или латунь.
Как соединить сварочный кабель между собой
Удаление сварщика от места расположения сварочного аппарата определяется длиною сварочных проводов. А это возможность неограниченного перемещения до необходимой точки сваривания, плюс удобство проведения самого сварочного процесса. Но сварочные провода выбираются не только по этому критерию, очень важно правильно подобрать их сечение по мощности инвертора, а также учесть некоторые характеристики самого провода. А именно:
- Высокую гибкость кабеля, которая позволяет изменять его положение в пространстве за счет того, что изменяется место нахождения самого сварщика.
- Прочность изоляции, потому что сварочные операции могут проводиться в разных условиях, где на сам кабель будут воздействовать механические нагрузки, влажность, технические материалы, разные температуры и так далее.
Исходя из этого, к проводам для сварки предъявляются особые требования.

Кабель для сварочного аппарата: марки, характеристики, как выбрать

Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
- Как выбрать сварочный полуавтомат для дома и гаража: обзор всех параметров и видов оборудования
Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы. Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В. Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата.

NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
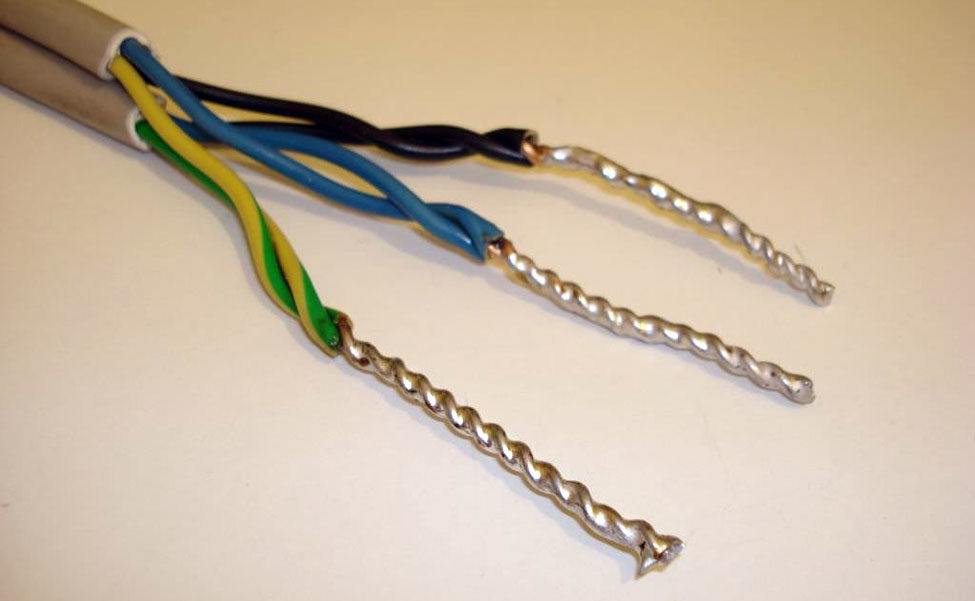
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов.

Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье. [ads-pc-3][ads-mob-3]
Как удлинить провода на сварочном инверторе самостоятельно?
Некоторые мастера совершают достаточно большую ошибку, используя для удлинения кабеля классические «скрутки». Они просто переплетают между собой многочисленные тонкие проволочки, а затем кое-как изолируют их. Но это в корне неверно и даже опасно. Куда правильнее использовать для этих целей специализированные принадлежности.
Чтобы сделать удлинитель сварочного кабеля своими руками нужен сам провод необходимого сечения, а также кабельные вилка и розетка. Закрепив эти аксессуары на концах изделия вы сможете не просто быстро удлинить его, но и гарантированно обеспечить свою безопасность. Данный метод считается наиболее предпочтительным, особенно если сравнивать его с классической опрессовкой или скрутками.

Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Требования к сварочному кабелю
Если не углубляться, то работа электросварки построена на возникновении разряда между двумя контактными поверхностями. А для замыкания цепи нужно ее создать путем подключения двух проводов. Именно для этого разрабатываются и производятся различные типы кабеля для сварочных аппаратов.
Но, как часто бывает, работа сварщика проходит в довольно таки экстремальных условиях. И все оборудование должно иметь повышенный запас прочности.
Кроме того, сами сварочные проводники, в отличие от обычной бытовой проводки, должны выдерживать скачки напряжения, да и просто рабочую нагрузку электрическим током.
Какие требования нужно ставить, прежде всего, выбирая кабель для сварочного аппарата?
- Как и для бытового провода, первое — это сечение. От этого фактора будет зависеть способность выдерживать силу тока. Измеряется сечение в мм². Чем больше поперечная площадь, тем выше допустимый показатель.
- Вторым важным показателем будет изоляция. Защита от пробоев электрическим током — это безопасность работы с оборудованием.
- Третье требование — гибкость. Во время работы сварщику часто приходиться менять положение и место, провода обязаны свободно изгибаться при этом, не создавая помех. К тому же, частые перегибы не должны приводить к перелому жил.
- Также важное требование для кабеля — это защита от воздействия на него агрессивного влияния: ударов, разрывов, высоких температур, химических веществ и прочих.
Для этого производители оборудования и выпускают различные типы сварочных кабелей.
Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм2.
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.
Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм2 может работать при 189 А, а 95 мм2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 850С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.
Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Как правильно удлинять сварочные кабели
Dr_MMA,Да, 12 витков кабеля 16 мм 2 на обычном трансформаторном железе. Сечение магнитопровода где то 60 мм 2 .
Но надо будет переделать, сделать несколько отводов на разное число витков. Так как мощность с таким дросселем у аппарата поднялась в двое. Но на самом малом токе автомобильную жестянку варить уже с ним не возможно — прожигает. Приходится его отсоединять. А все что с выше 2мм толщиной варит спокойно.
Замена сварочных проводов в инверторе: важные особенности
Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.





Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм 2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!

Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.

Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.

У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Установка наконечника: принципы процесса
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.

Длина сварочного кабеля может значительно разниться, так как протяженность провода зависит от технических характеристик оборудования. Часто исполнителям для выполнения работ не хватает длины шнура, который входит в комплект оснащения. Эта проблема является актуальной для начинающих и опытных мастеров.
Поэтому в статье мы рассмотрим, какая длина сварочных кабелей является оптимальной и безопасной в различных случаях и при использовании аппаратов разного типа. Важно знать, каким должен быть сварочный кабель, чтобы работы проходили в комфортных условиях.
Какой максимальной длины не должен превышать
Не существует практически никаких стандартов относительно длины проводов. Некоторые производители размещают рекомендации, опытные исполнители дают советы. Однако, следует отметить, что для каждого типа сварочного оснащения существуют собственные нюансы.
Для инвертора (220в и 380в)
Допустимая длина сварочного кабеля для аппаратов инверторного типа рассчитывается по формуле:
Lmax = Sk / k , где Sk – максимальное сечение медного кабеля; Lmax – максимальная длина; k – коэффициент: при токах 200-500 А равен 2; при токах менее 200А – величину тока нужно разделить на 100.
Полученное значение – это максимальная длина сварочного кабеля для инвертора, которая является общей для шнура с клеммой и электрододержателем.
Приведем пример, чтобы рассчитать, какая допустимая длина сварочного кабеля для инвертора Ресанта 190. Максимальная величина тока равна 190 А. Как было указано ранее, если сила тока не превышает 200 А, то при подсчете коэффициента силу тока необходимо разделить на 100. Таким образом получается, что коэффициент k = 190/100 = 1,9.
При работе с инвертором подобного типа применяется кабель, площадь сечения которого составляет 16 мм2. То есть Sk = 16. Следовательно, итоговый расчет выглядит следующим образом: Lmax = 16 / 1.9 = 8,4 метра.
Данные сведения помогут легко решить, какой кабель нужен для сварочного инвертора.
Видео
Вот еще в довесок мнение от уважаемого практика с Ютуба, дяди Гены.
Силовой для полуавтомата

Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
По пожарной безопасности
Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи. Кроме нецелесообразности применения слишком длинного шнура, это также может привести к поломке оборудования и причинению вреда здоровью исполнителю.
Длина шнуров между питающей сетью и мобильными агрегатами не должна быть больше 10 метров.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм 2 .
Как соединить сварочные кабели между собой – 3 простых способа
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.

Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Читайте также: