Способ сварки уп расшифровка
Обновлено: 17.05.2024
Главный ГОСТ для обозначений является 2317-72 – Условные изображения и обозначения сварных швов. Помимо этого еще есть:
- 21.502-2007 – Правила исполнения проектной документации по созданию металлических конструкций;
- Обозначение сварных швов на чертежах ГОСТ 5264-80 – Ручная электрическая дуговая сварка, а также сварные соединения.
- Обозначение сварных швов на чертежах ГОСТ 14771-76 – Дуговая сварка в среде защитных газов, а также сварные соединения.
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковой на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.
Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу. Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Если чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия. Но это возможно только в случае, если присутствует ось симметрии.
Пример №1

На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3

Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Необходимость применения условных обозначений

Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:

Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.

Вспомогательные знаки для обозначения сварных швов
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80
| Название на англ.: | Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 39 |
| Дата актуализации текста: | 22.03.2010 |
| Дата актуализации описания: | 22.03.2010 |
| Дата издания: | 01.12.2006 |
| Дата введения в действие: | 01.07.1977 |
| Дата последнего изменения: | 23.06.2009 |
| Переиздание: | переиздание с изм. 1 |
| Взамен: | ГОСТ 14771-69 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
На этой странице вы можете ознакомиться с информацией о стандарте.
Информация о ГОСТ 14771-76
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.

Типы сварных соединений
Создание сборки
Для создания сборки, необходимо выполнить 3d модели всех деталей, входящих в нее.
Детали можно создать самостоятельно или скачать по ссылке в конце статьи.
Желательно все документы, относящиеся к сборке сохранять в одной папке.
Для каждой детали добавляем объект спецификации: Спецификация→Добавить объект→Детали→Создать .
Создаем сборку: ориентация XYZ, первой вставляем Плиту, затем Цилиндр и Ушко . Подробнее и наложении сопряжений.
Затем создаем объекты спецификации для сборки: Спецификация→Создать объекты спецификации.
Теперь в папке с документами на сборку появился новый документ — спецификация, содержащая сведения о компонентах сборки.
Сборочный чертеж сварного соединения
Создадим ассоциативный сборочный чертеж изделия Опора.
Отключаем вид слева изделия и вставляем два вида в поле чертежа формата А4.
Как видите, виды слишком громоздки, поэтому установим для них масштаб 1:2. Выделяем их, в контекстном меню (ПКМ) выбираем команду Масштаб, выбираем 1:2.
Вид спереди должен быть заменен фронтальным разрезом, поэтому удаляем его.
Этот разрез необходимо откорректировать, т. к. ушко не должно быть заштриховано.
Вызываем окно Дерево чертежа: Вид→Дерево чертежа . Добираемся до компонента Ушко и в Контекстном меню выбираем команду Не разрезать. Перестраиваем сборку
Также необходимо удалить буквенное обозначение разреза и следа секущей плоскости. Для этого создаем невидимые слои, на которые переносим эти обозначения.
Работа со спецификацией
Теперь расставляем позиции деталей на чертеже произвольно, мы их отредактируем позже.
Чтобы отредактировать позиции на чертеже сварного соединения нужно связать его с файлом спецификации. Открываем спецификацию, вызываем окно Управление сборкой →жмем «+» Подключить документ и добавляем ссылку на сборочный чертеж.
Чертежи: требования ГОСТ
Сварка, обозначение на чертеже ГОСТ, где есть одинаковые составные элементы одной детали, которые были сварены швами одинакового типа, могут быть обозначены в качестве линий-выносок. Обозначение швов может быть только у какой-то одной части детали, наиболее оптимальным вариантом является изображение, рядом с которым находится линия – выноска.
Некоторые сварочные швы могут на чертеже не отмечаться линиями – выносками, а указываться в качестве сварочных пояснений в технических требованиях и записках к чертежу. Обозначение сварочного шва на чертеже – обязательное условие, это находится в техническом требовании, оно должно содержать информацию о типе , размерах деталей и их конструктивных особенностях, расположениях сварочных швов в поперечном сечении.
Ко всем швам или группе швов на чертеже приводится одинаковый ряд требований, который должен располагаться либо в таблице, либо в техническом описании.
Сварка (обозначение на чертеже ГОСТ) должна полностью соответствовать всем установленным требованиям. Грамотно составленный чертеж – это залог быстрой и эффективной работы сварщиков. Чертеж, который выполнен не в соответствии с требованиями ГОСТ, не будет принят органами.
Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение способов сварки в стандартах
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.
В стандарте приняты следующие обозначения способов сварки:
ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),
ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),
ИП - в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),
УП - в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).
В стандарте приняты следующие обозначения способов сварки:
Ф – под флюсом (толщина верхнего листа – 0.8. 5.0 мм, толщина листа с круглым отверстием – 3.5. 14 мм),
УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 15 мм),
ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм),
ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8. 12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.
В стандарте приняты следующие обозначения способов сварки:
АФ – автоматическая на флюсовой подушке (толщина металла - 2.0. 60 мм),
АФм - автоматическая на флюсомедной подкладке (толщина - 3.0. 30 мм),
АФо - автоматическая на остающейся подкладке (толщина - 2.0. 60.0 мм),
АФп - автоматическая на медном ползуне (толщина - 5.0. 20 мм),
МФ - механизированная на весу (толщина - 1.5. 30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.
В стандарте приняты следующие обозначения способов сварки:
ШЭ – проволочным электродом (толщина металла - 30. 450 мм),
ШМ – плавящимся мундштуком (толщина более 30 мм),
ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30. 800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.
В стандарте приняты следующие обозначения способов сварки:
ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
Международные обозначения сварочных процедур и сварочная терминология

В сварке, как и в любой другой области техники, терминология имеет весьма существенное значение. Терминологическая путаница частенько приводит к непониманию и грубым ошибкам. Во избежание подобных ошибок приведены основные общепринятые термины и обозначения, относящиеся к сварочному оборудованию и классификации методов сварки.
Электрическая сварка плавлением является самым распространенным видом сварки и применяется во всех отраслях промышленности и строительства. Поэтому основная тема этой статьи связана именно с этой группой сварочных методов.
До 1992 г. советская промышленность практически полностью обеспечивала собственные потребности в электросварочном оборудовании. Лишь в отдельных отраслях (в основном имеющих отношение к оборонному комплексу) или на отдельных предприятиях работало сварочное оборудование иностранного производства. Объем технической информации, получаемой советскими специалистами из зарубежных источников, был очень ограничен и применение даже той минимальной информации, которую удавалось получить, было весьма проблематичным. После исчезновения «железного занавеса» у российских предприятий появилась возможность воспользоваться всей массой технических и технологических знаний, накопленных за рубежом.
В первую очередь, это проявилось в возможности приобретать оборудование иностранного производства. За последнее десятилетие российские инженеры стали более информированы, во многих российских вузах подготовка ведется на уровне лучших зарубежных технических университетов (в том числе это касается и знания иностранных языков). Получение технической информации на английском или любом другом языке перестало быть трудноразрешимой проблемой, а количество такой информации на русском языке постоянно растет, чему во многом способствует издание многими зарубежными производителями оборудования справочной и технической литературы на русском языке, в первую очередь - каталогов на собственную продукцию. Необходимо, однако, отметить, что в такой специфической области техники, как сварка, неспециалисту порой бывает трудно разобраться. Кроме того, в сварке до сих пор нет жестко установленной системы классификации, в частности нет единой системы обозначений сварочных процедур (методов сварки). Поэтому большинство зарубежных производителей использует общепризнанные англоязычные аббревиатуры.
В советской нормативно-технической документации (ГОСТах, ОСТах, РД и т.д.) вопрос сокращенных обозначений сварочных процедур был проработан весьма слабо. Нередки были случаи, когда один и тот же метод сварки в разных отраслях обозначался различными сокращениями. Основной стандарт, устанавливающий классификацию методов сварки (ГОСТ 19521-74 «Сварка металлов. Классификация»), не давал никаких аббревиатур обозначений сварочных процедур. Методы ручной сварки в советских ГОСТах никак не обозначались.
Наиболее употребительные сокращения:
РДС ручная дуговая сварка (имеется в виду сварка покрытым штучным электродом)
АДС или РАДС аргонодуговая сварка или ручная аргонодуговая сварка (сварка неплавящимся электродом в инертном газе, производимая вручную)
ИН сварка в инертных газах неплавящимся электродом без присадочного металла
ИНп сварка в инертных газах неплавящимся электродом с присадочным металлом
ИП сварка в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом
УП сварка в углекислом газе и его смеси с кислородом плавящимся электродом
Также весьма проработана система обозначений в ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры». Метод сварки под флюсом обозначается буквой «Ф» с прибавлением степени автоматизации - автоматическая («А») или механизированная («М»). таким образом, автоматическая сварка под флюсом плавящимся электродом обозначалась как «АФ» или «АДФ» с прибавлением буквы, обозначающей разновидность метода:
АФ автоматическая на весу
АФф автоматическая на флюсовой подушке
АФм автоматическая на флюсомедной подкладке
АФо автоматическая на остающейся подкладке
АФп автоматическая на медном ползуне
АФш автоматическая с предварительным наложением подварочного шва
АФк автоматическая с предварительной подваркой корня шва
МФ механизированная на весу
МФо механизированная на остающейся подкладке
МФш механизированная с предварительным наложением подварочного шва
МФк механизированная с предварительной подваркой корня шва
ЗП дуговая сварка в защитном газе плавящимся электродом
ЗН дуговая сварка в защитном газе неплавящимся электродом
При этом ручная дуговая сварка также обозначена буквой «Р», а автоматическая сварки под флюсом - буквой «Ф» Электрошлаковая сварка обозначалась просто «ЭШ» или «Ш»; иногда расшифровывался метод:
ШЭ проволочным электродом
ШМ плавящимся мундштуком
ШП электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства
Даже ГОСТ 29297-92 «Сварка, высокотемпературная и низкотемпературная пайка, пайко-сварка металлов. Перечень и условные обозначения процессов», принятый как международный стандарт ИСО 4063-90, устанавливая наименования и кодификацию методов сварки, не дает сокращенных названий. Между тем знание таких сокращений существенно облегчает понимание иностранной переводной литературы, в частности, каталогов сварочного оборудования.
В настоящее время наиболее распространенными и общепризнанными являются следующие сокращения.
MMA Manual Metal Arc или MMAW Manual Metal Arc Welding ручная дуговая сварка штучными покрытыми электродами
Для того, что мы привыкли называть «аргонодуговой сваркой», существует несколько различных обозначений:
TIG Tungsten Inert Gas дуговая сварка неплавящимся электродом в среде инертного защитного газа; чаще всего используется для указания на ручную сварку
GTA Gas Tungsten Arc указывает на образование дуги при помощи вольфрамового электрода
WIG Wolfram Inert Gas обозначение метода TIG, используемое в немецкоязычной литературе
GTAW Gas Tungsten Arc Welding обозначение, используемое для указания на применение метода TIG при автоматической (роботизированной) сварке
TIG-CW Cold Wire обозначение, используемое для указания на применение метода TIG с подачей нейтральной (холодной) присадочной проволоки
TIG-HW Hot Wire обозначение, используемое для указания на применение метода TIG с подачей электропроводящей (подогретой) присадочной проволоки
TIG-DC Direct Current обозначение, используемое для указания на применение метода TIG на постоянном токе
TIG-AC Alternating Current обозначение, используемое для указания на применение метода TIG на переменном токе
Для «полуавтоматической сварки» также есть несколько различных обозначений:
MIG Metal Inert Gas или MIGW Metal Inert Gas Welding дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного защитного газа с автоматической подачей присадочной проволоки
MAG Metal Active Gas или MAGW Metal Active Gas Welding дуговая сварка плавящимся металлическим электродом (проволокой) в среде активного защитного газа с автоматической подачей присадочной проволоки
GMA Gas Metal Arc указывает на образование дуги из ионов металла присадочной проволоки
GMAW Gas Metal Arc Welding обозначение, используемое для указания на применение метода MIG/MAG при автоматической (роботизированной) сварке
FCAW Flux Core Arc Welding дуговая сварка плавящейся порошковой проволокой с автоматической подачей присадочной проволоки; проволока самозащитная или для сварки в среде защитного газа
Сварка под флюсом:
SAW Submerged Arc Welding или SMAW Submerged Metal Arc Welding буквально - сварка «погруженной дугой»; автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса
UP Under Pulver обозначение метода SAW, используемое в немецкоязычной литературе
PAW Plasma Arc Welding плазменная сварка (сварка сжатой дугой) или PTAW Plasma Transferred-Arc Welding плазменная сварка дугой прямого действия
Также аббревиатуры плазменной сварки могут быть дополнены обозначениями, идентичными для сварки TIG:
PAW-CW Cold Wire плазменная сварка с подачей нейтральной (холодной) присадочной проволоки
PAW-HW Hot Wire плазменная сварка с подачей электропроводящей (подогретой) присадочной проволоки
PAW-DC Direct Current плазменная сварка на постоянном токе
PAW-AC Alternating Current плазменная сварка на переменном токе
Выше приведены только обозначения наиболее распространённых методов электрической дуговой сварки плавления, встречающиеся в иностранной или переводной технической литературе.
Вообще в сварке, как и в любой другой области техники, терминология имеет весьма существенное значение. Терминологическая путаница частенько приводит к непониманию и грубым ошибкам. Во избежание подобных ошибок приведены некоторые общепринятые термины, относящиеся к сварочному оборудованию:
Сварочные движения - 1) подача присадочного материала в зону сварочной дуги; 2) перемещение сварочной ванны по линии стыка.
Ручная сварка - вид сварки, при котором оба сварочных движения выполняются вручную.
Полуавтоматическая сварка - вид сварки, при котором одно из сварочных движений (чаще - подача присадочного материала в зону сварочной дуги) выполняется сварочной установкой.
Автоматическая сварка - вид сварки, при котором оба сварочных движения выполняются сварочной установкой.
Сварочная установка - сочетание сварочного источника питания и различных элементов для подвода тока, защитного газа, флюса и присадочного материала в зону дуги и перемещения сварочной ванны по линии стыка.
Сварочный источник питания - электрический или электромеханический прибор для создания сварочного тока.
Сварочный трансформатор - сварочный источник питания, преобразующий ток промышленной частоты в переменный сварочный ток той же частоты.
Сварочный выпрямитель - сварочный источник питания, преобразующий ток промышленной частоты в постоянный сварочный ток.
Сварочный генератор - сварочный источник питания, преобразующий энергию вращения от внешнего привода в постоянный сварочный ток.
Сварочный агрегат - сочетание сварочного генератора и привода вращения на базе двигателя внутреннего сгорания.
Сварочный инвертор - сварочный источник питания, преобразующий ток промышленной частоты в переменный сварочный ток высокой частоты.
Установка для сварки неплавящимся электродом - сварочный источник питания для сварки TIG; состоит из сварочного выпрямителя (трансформатора) или инвертора, блока формирования характеристики и осциллятора.
Осциллятор - высокочастотное устройство для возбуждения пилотной (дежурной) дуги при сварке TIG и плазменной сварке.
Сварочный полуавтомат - сварочная установка для сварки MIG/MAG (чаще всего) или TIG; состоит из источника питания (чаще - выпрямитель или инвертор), блока подачи электродной проволоки, сварочной горелки, кабелей и шлангов; при этом перемещение зоны сварки по стыку сварного соединения осуществляется вручную.
Сварочный автомат - сварочная установка для сварки MIG/MAG, TIG или SAW; состоит из источника питания, блока подачи электродной проволоки, сварочной головки, устройства перемещения сварочной головки, кабелей и шлангов; при этом перемещение зоны сварки по стыку сварного соединения осуществляется автоматически.
Электрододержатель - инструмент для фиксации штучного электрода и подвода к нему тока. Сварочная горелка - инструмент для подачи тока и защитного газа в зону сварки при сварке TIG и MIG/MAG, при сварке MIG/MAG также служит для подачи зону сварки сварочной проволоки.
Блок подачи проволоки - часть сварочного полуавтомата или автомата, служащая для размещения сварочной проволоки, ее размотки и подачи в сварочную горелку.
Механизм подачи проволоки - элемент блока подачи проволоки, непосредственно осуществляющий размотку, правку и подачу сварочной проволоки в сварочную горелку; состоит из электродвигателя подачи и комплекта роликов (подающие ролики, правящие ролики).
Сварочная головка - сочетание сварочной горелки для какого-либо метода сварки и устройств и приспособлений, служащих для крепления, позиционировании и перемещения сварочной горелки по линии стыка.
Автор статьи - Международный инженер по сварке (IWE) © Райский В.Г., 2017 г.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
e , не более
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
* Размер для справок.
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Толщина тонкой детали
Разность толщин деталей
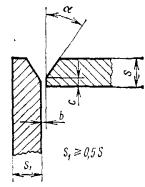
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Читайте также: