Сравнение сварки под флюсом и в защитных газах
Обновлено: 04.07.2024
Для решения технологической задачи, а именно разработки технологии сварки возможно применение ручной дуговой сварки покрытыми электродами, механизированной сварки под флюсом и в защитном газе. На рис. представлена схема ручной дуговой сварки покрытыми электродами. Однако у РДС много недостатков. РДС является менее производительным методом сварки по отношению к полуавтоматической (п/а) сварки в защитном газе и автоматической сварки под флюсом (АСФ). Для РДС характерен большой расход сварочных материалов и низкая производительность процесса сварки, этот метод, кроме того, самый неблагоприятный в экологическом отношении.
Ручная дуговая сварка.
Ручная дуговая сварка производится двумя способами: неплавящимся и плавящимся электродом. По первому способу свариваемые кромки изделия приводят в соприкосновение, между неплавящимся (угольным или графитовым) электродом и изделием возбуждают электрическую дугу . Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления и образуют ванну расплавленного металла, который после затвердевания превращается в сварной шов . Этот способ используется иногда при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ сварки, выполняемой плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга возбуждается между металлическим (плавящимся) электродом и свариваемыми кромками изделия. Теплота дуги расплавляет электрод и кромки изделия.
Схема ручной дуговой сварки покрытым электродом
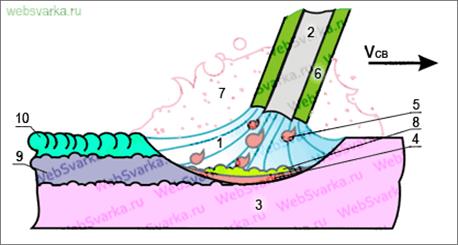
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов(9) и шлаковую корка(10) на поверхности шва. Глубина, на которую расплавляется основной металл, называется глубиной проплавления.
Схема процесса ручной дуговой сварки с обозначением параметров сварочной ванны и сварного шва: L-длина сварочной ванны; H-глубина проплавления; e-ширина шва; q-выпуклость шва (усилениние)
· При ручной дуговой сварке, сварщик вручную подает электрод и вручную производится перемещение его по стыку.
· Сварка происходит на малых сварочных токах, следовательно, скорость сварки также будет мала, что явно скажется на производительности.
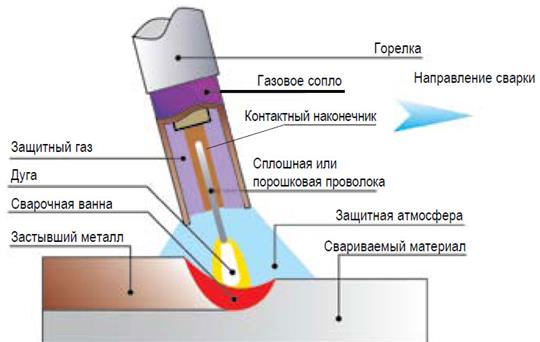
Полуавтоматическая сварка в (СО2 )
Особенности и преимущества.
Основными преимуществами сварки в защитных газах являются:
1) отсутствие обмазок и флюсов, а, следовательно, и последующий необходимости очистки от шлаков;
2) высокая производительность процесса; 3)низкая стоимость при использовании углекислого газа (СО2 );
3)возможность сварки разнообразных металлов и сплавов толщиной от десятых долей миллиметра до десятков миллиметров;
4)возможность наблюдения за открытой дугой, что облегчает управление процессом сварки;
5)широкие возможности механизации и автоматизации процесса.
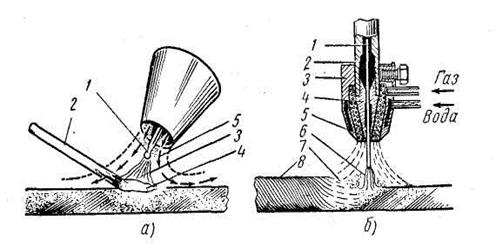
Дуговая сварка в среде защитных газов
Сварка в защитных газах:
а-неплавящимся электродом, б-плавящимся электродом
Сравнение сварки под флюсом и в защитных газах

Автоматическая и полуавтоматическая сварка в защитных газах
Сущность способа сварки в защитных газах заключается в том, что дуга горит в струе защитного газа, оттесняющего воздух из зоны сварки и защищающего расплавленный металл от вредного воздействия газов, содержащихся в атмосфере.
Основными преимуществами сварки в среде защитного газа перед другими способами являются: надежная защита расплавленного металла от окисления кислородом окружающего воздуха; отсутствие обмазок и флюсов при сварке, усложняющих и удорожающих этот процесс; высокая производительность; простота процесса и возможность его механизации при сварке в различных пространственных положениях с помощью простых приспособлений; возможность сварки цветных металлов, сплавов и разнородных металлов; хороший внешний вид сварного шва и высокие механические свойства соединения; возможность качественной сварки труб без внутренних подкладных колец или ручной подварки.
К недостаткам сварки в защитных газах следует отнести осложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности отдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика.
В качестве защитного газа используют инертные газы: аргон и азот, не взаимодействующие с расплавленными металлами, а также активные газы и смеси газов: водород, смесь водорода и азота, углекислый газ, смесь аргона и углекислого газа, смесь аргона и кислорода, взаимодействующие в большей или меньшей степени с расплавленным металлом. Защитный газ выбирают в зависимости от свариваемых материалов.
Сваривать в защитных газах можно плавящимся или неплавящимся электродом. При сварке плавящимся электродом электрическая дуга горит между электродной проволокой, подаваемой в зону сварки, и изделием. Дуга расплавляет электродную проволоку и основной металл. При сварке неплавящимся электродом электрическая дуга горит между неплавящимся угольным или вольфрамовым электродом и изделием. Передвигаясь вдоль кромок соединения, дуга оплавляет их. Для сварки неплавящимся электродом используют вольфрамовые стержни диаметром от 0,8 до 10 мм. Диаметр прутка выбирают с учетом требуемой величины сварочного тока.
Способ сварки в струе, аргона плавящимися и неплавящимися электродами нашел применение при изготовлении трубопроводов из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, титан) и их сплавов.
Промышленность выпускает аргон технический, чистый первого и второго сорта. Хранят и транспортируют аргон в стандартных стальных баллонах емкостью 40 л при давлении 150 кгс/см 2 в газообразном состоянии. Баллоны для хранения технического аргона окрашивают в черный цвет, на верхнюю часть баллона наносят белую поперечную полосу. Баллон имеет надпись «Аргон технический». Баллоны для хранения чистого аргона окрашивают в нижней части в черный, а в верхней части— в белый цвет, на верхней части черными буквами пишут «Аргон чистый».
Источником постоянного тока служат стандартные сварочные генераторы с падающей внешней характеристикой—ПС-300, ПС-500. Величину сварочного тока регулируют балластными реостатами РБ-200 от 10 до 200 а и РБ-300 от 20 до 300 а.
Источником тока при сварке на переменном токе являются стандартные сварочные трансформаторы с дросселями.
Для ручной аргонодуговой сварки неплавящимся электродом используют установку УРСА-600, предназначенную для сварки на переменном токе от 50 до 600 а. В комплект установки входят сварочные горелки, источник питания и аппаратура управления. Кроме того, промышленность выпускает установки УДАР-300 и УДАР-500. Установка УДАР-300 предназначена для сварки вольфрамовым электродом диаметром от 1,5 до 7 мм при силе тока до 300 а, а УДАР-500 — при силе тока до 500 а. В комплект установки входят две горелки, источник питания (трансформатор и дроссель насыщения) и аппаратный ящик.
В последние годы разработано значительное количество различных горелок: ГРАД-1, ГРАД-2, ГРАД-3, ЭЗР-1-54, ЭЗР-2-54. Хорошим качеством отличаются горелки АР-9 и РГС-1.
Автоматическую аргонодуговую сварку применяют для соединения поворотных и неповоротных стыков труб диаметром до 219 мм. Автоматическую сварку неповоротных стыков труб выполняют с помощью специализированных автоматов АТВ (рис. 83), AT и АГН с неплавящимся вольфрамовым электродом. Для сварки поворотных стыков труб применяют полуавтоматы с плавящимся электродом: ПШП-9, ПША-10, ПДА-300 и автоматы АДСП, АДПГ, АДСВ. Кроме указанной аппаратуры в промышленности работает большое количество специализированных установок.
В среде инертного газа — азота сваривают в основном медь и ее сплавы.
Азотно-дуговую сварку меди осуществляют только неплавящимся электродом с подачей в зону дуги присадочного материала. В качестве неплавящегося электрода можно применять угольные или торированные вольфрамовые стержни. Неторированные вольфрамовые стержни частично плавятся при сварке в азоте и загрязняют металл шва вольфрамом.
В среде углекислого газа можно сваривать трубы диаметром от 10 до 1000 мм с толщиной стенки от 0,5 до 30 мм.
Применение углекислого газа позволяет механизировать сварку швов, расположенных в любом пространственном положении, в том числе и в потолочном. Преимуществом сварки в защитных газах является небольшая стоимость углекислого газа. Углекислый газ в 12 раз дешевле аргона.
Жидкую углекислоту, предназначенную для сварки, транспортируют в стальных баллонах при давлении 50—60 кгс/см 2 . Баллоны должны быть окрашены в черный цвет и иметь надпись «Углекислота». В обычный стандартный баллон емкостью 40 л заливают 25 кг углекислоты. При испарении 25 кг жидкой углекислоты образуется 12 600 л газа.
Рис. 83. Автомат АТВ для аргонодуговой сварки неповоротных стыков труб

Рис. 84. Головка ТСГ-7 для автоматической сварки поперечноколеблющимся электродом поворотных стыков труб
Для сварки можно использовать жидкую «пищевую» углекислоту.
Для сварки труб в среде углекислого газа плавящимся электродом применяют малоуглеродистую проволоку с повышенным содержанием марганца и кремния марок СВ-08ГС и СВ-08Г2С. Сварку в среде углекислого газа ведут на постоянном токе обратной полярности. Устойчивость процесса возможна только при использовании специальных сварочных генераторов с жесткой или возрастающей внешней характеристикой, а также выпрямителей. В качестве источников питания используют сварочные преобразователи ПСГ-350 или ПСГ-500 или универсальные преобразователи ПСУ-500.
Сварку неповоротных стыков труб, приварку фланцев и штуцеров выполняют с помощью полуавтоматов А-547 и А-607. Для сварки поворотных стыков труб могут быть также использованы автоматы АСП-60, А-537, АДСП-2, головка ТСГ-7, ранцевый полуавтомат А-765. Для полуавтоматической сварки в углекислом газе применяют полуавтомат ПДПГ-500 и подающие механизмы полуавтоматов ПШ-5, ПШ-54, ПДШП-500, используемых при сварке под флюсом. Полуавтоматическую сварку труб применяют для выполнения первого слоя шва (с учетом сварки последующих слоев под флюсом) или для полной заварки стыка в два-три слоя.
Головка ТСГ-7 (рис. 84) предназначена для сварки поворотных стыков труб с условным проходом 50—1000 мм при толщине стенки 2 мм и более одной поперечно колеблющейся электродной проволокой. Поперечно колеблющаяся электродная проволока позволяет сваривать стыки труб и деталей с повышенными зазорами и смещением кромок.
1. В чем преимущества и недостатки сварки труб в среде защитных газов по сравнению со сваркой под флюсом?
2. Что такое неплавящиеся электроды, из какого металла их изготовляют?
3. Для каких сталей применяют аргонодуговую сварку?
4. Какое оборудование и какие приспособления используют для ручной аргонодуговой сварки?
Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом. Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленые флюсы АН-348А, ОСЦ-45, ФЦ-9, а из высоколегированной стали аустенитного класса флюс ФЦЛ-2. Неплавленые керамические флюсы К-2 и КВС-19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св-08, Св-08ГА, Св-20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
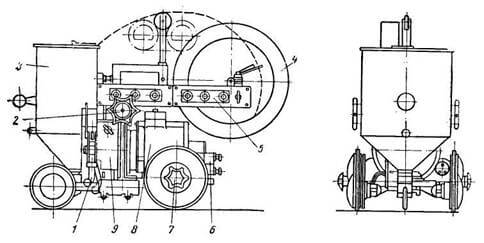
Рис. 80. Трактор ТС-17М:
1 — механизм подачи проволоки, 2 — механизм поперечной корректировки, 3 — бункер для флюса,
4 — кассета, 5 — пульт управления, 6 — коробка скоростей сварки, 7 — механизм включения передвижения трактора, 8 — электродвигатель, 9 — коробка скоростей подачи проволоки
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС-17М, АДС-500, АДС-1000-2, сварочные головки типа ПТ-56, ПТ-1000 и полуавтоматы ПШ-5, ПШ-54, ПДШМ-500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС-17М (рис. 80). Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.

Рис. 81. Универсальный держатель ДШ-5:
1 — бункер для флюса, 2 — щиток для регулирования подачи флюса, 3— шланг, 4 — кнопка управления, 5 — упор, 6 — электродная проволока, 7 —трубчатый наконечник
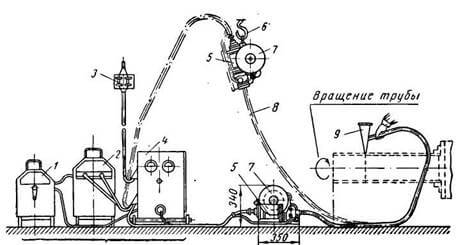
Рис. 82. схема установки для шланговой полуавтоматической сварки труб под флюсом с помощью полуавтомата ПШ-54:
1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель
Шланговые полуавтоматы ПШ-5, ПШ-54 и ПДШМ-500 благодаря своей простоте и надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ-5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2— 2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ-5, ДШ-7, ДШ-16, ДШ-17). Наибольшее применение нашел универсальный держатель ДШ-5 (рис. 81).
Полуавтомат ПШ-54 (рис. 82) комплектуется из тех же узлов, что и полуавтомат ПШ-5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм 5 снабжен легкой коробкой скоростей. Держатель 9 полуавтомата ДШ-54 имеет то же устройство, что и держатель ДШ-5.
1. В чем преимущества автоматической и полуавтоматической сварки перед ручной?
2. Объясните назначение флюса при сварке?
3. Назовите основные марки сварочной проволоки.
4. Какое основное оборудование применяют для автоматической и полуавтоматической сварки под флюсом?
Автоматическая сварка под флюсом VS полуавтоматическая сварка
Сварка считается удобным и практичным способом соединения металлов. Со времени изобретения она стала неизменным спутником подавляющего большинства производственных или строительных процессов. Каждый из ее видов имеет свои сильные и слабые стороны.
Автоматическая сварка под флюсом
При использовании такой сварки весь процесс автоматизирован. Он выполняется с помощью подвесного устройства или самоходного сварочного трактора. Автоматы самостоятельно зажигают сварочную дугу, регулируют ее параметры и гасят при необходимости, обеспечивают подачу флюса и проволоки, а также перемещают горелку вдоль шва.
Весь процесс сварки происходит под слоем флюса, расходного материала, предназначенного для защиты сварочной ванны от контактов с воздухом, а также раскисления и легирования расплавленного металла. После сгорания флюс формирует легкоотделимую шлаковую корку. Она замедляет кристаллизацию металла и создает необходимые условия для выхода из сварочной ванны растворенных газов. Это позволяет минимизировать количество дефектов в швах.
Основные принципы автоматической сварки были сформулированы еще в конце XIX века. Однако практические основы таких устройств были заложены известным советским изобретателем Д.А. Дульчевским значительно позже, в 1927 году. Именно он и стал создателем первого в мире сварочного автомата.
Преимущества
Автоматическая сварка имеет ряд особенностей:
- Фактически весь процесс соединения металлов происходит в идеальных условиях. Их создает газовый пузырь, стенками которого является флюс. Это снижает потери металла на разбрызгивание, испарение и окисление до 2-5 % (при использовании ручной дуговой сварки аналогичный показатель доходит до 30 %).
- Автоматическая сварка позволяет максимально увеличить производительность труда по сравнению с ручной дуговой. Фактически этот параметр вырастает в 10 раз. Такой результат дает работа на сварочных токах до 2000 А. В итоге увеличивается глубина проплавления и появляется возможность соединения деталей толщиной до 12 мм (в случае односторонних стыковых швов) без разделки их кромок.
- После выполнения автоматической сварки нет необходимости в очистке металла от брызг. Это снижает общую трудоемкость работ.
- Такой вид соединения металлов обеспечивает постоянные геометрические размеры, форму и химический состав швов.
- Сварочная ванна надежно защищена от контактов с воздухом. В дополнение к этому шлаковая корка замедляет кристаллизацию металла. В результате вероятность образования дефектов в швах минимизируется.
- При выполнении автоматической сварки дуга зажигается и горит под слоем флюса, а выделение пыли и вредных газов незначительно, поэтому сварщику необязательно использовать индивидуальную защиту для глаз и лица.
- Еще одним существенным достоинством этого вида соединения металлов является снижение энергозатратности на 40 % по сравнению с ручной дуговой сваркой. Это возможно благодаря рационализации всего процесса.
Недостатки
Имея такой солидный перечень достоинств, автоматическая сварка не лишена и недостатков:
- Главным из них является высокая текучесть расплавленного флюса и металла. В результате сварочные работы можно выполнять только в нижнем положении. Максимальное отклонение шва от горизонтали не должно превышать 10-15°. Это накладывает ограничение на использование автоматической сварки для соединения труб диаметром менее 150 мм.
- Такой способ соединения металлов не отличается высокой маневренностью. Он подходит только для получения прямолинейных или кольцевых швов. По этой же причине его нельзя использовать в труднодоступных местах.
- При выполнении автоматической сварки важно не допускать увеличенных зазоров между кромками деталей. Это может привести к вытеканию флюса и расплавленного металла и образованию дефектов в швах.
- Горение дуги под слоем флюса не позволяет визуально контролировать или корректировать процесс сварки.
- Несмотря на отсутствие необходимости использовать индивидуальную защиту, автоматическая сварка наносит определенный вред здоровью из-за выделения вредных газов.
- Обязательное использование флюса повышает себестоимость сварки.
Сфера применения
Автоматическая сварка используется для работы с различными металлами и сплавами толщиной 1,5-150 мм. Ее применение возможно только в заводских условиях. Она востребована при постройке судов и железнодорожных вагонов, для изготовления различных резервуаров большого объема и соединения труб диаметром более 150 мм. Наиболее активное применение оборудование для автоматической сварки находит в серийном производстве крупногабаритных изделий для формирования прямолинейных или кольцевых швов.
Полуавтоматическая сварка
В случае полуавтоматической сварки механизирован только один процесс: подача электрода. Все остальные операции выполняются оператором вручную. В качестве электрода используется сварочная проволока в кассетах. Для защиты сварочной зоны от контактов с воздухом применяются активные (углекислый) или инертные газы (аргон, гелий).
Выполнение полуавтоматической сварки
Процесс применения полуавтоматической сварки для промышленных целей впервые был разработан Центральным научно-исследовательским институтом технологии и машиностроения в 50-х годах ХХ века.
Полуавтоматическая сварка тоже имеет ряд преимуществ:
- Она отличается очень малой зоной термического воздействия, поэтому позволяет варить без прожогов детали толщиной до 0,5 мм.
- Электрод и сварочная ванна визуально доступны, поэтому в процесс сварки можно вовремя вносить необходимые коррективы.
- С помощью полуавтоматов допускается варить разнотолщинные детали.
- Такой способ соединения металлов подходит для выполнения швов в любых пространственных положениях, включая труднодоступные места.
- Производительность полуавтоматической сварки примерно в три раза выше, чем ручной. При этом потери металла от разбрызгивания и испарения тоже минимальны.
- Активный или инертные газы обеспечивают надежную защиту швов от воздействия воздуха. Количество дефектов в них минимально.
- Такой способ соединения металлов позволяет выполнять без скоса кромок стыковые швы для деталей толщиной до 8 мм и тавровые швы для деталей толщиной до 30 мм.
- Наиболее популярный для полуавтоматической сварки углекислый газ стоит значительно дешевле флюса, используемого при автоматической сварке.
- В процессе выполнения работ не образуется шлаковая корка, так что зачистку швов выполнять не надо. Это особенно полезно при сварке в несколько проходов.
- Комплект оборудования для полуавтоматической сварки компактней и проще, чем для автоматической.
Одновременно следует выделить определенные недостатки полуавтоматической сварки:
- В данном случае дуга не скрыта под слоем флюса, поэтому сварщик подвергается интенсивному излучению. Выполнять такие работы без средств защиты нельзя.
- Применяемый углекислый газ тяжелее воздуха, он способен скапливаться в рабочей зоне. Для безопасной работы требуется качественная вентиляция.
- При отказе от углекислого газа разбрызгивание металла резко возрастает.
- Применение полуавтоматической сварки ограничено закрытыми помещениями. Для открытого воздуха она не подходит. В этом случае газовая защита будет сдуваться, вследствие чего пострадает качество сварных швов.
Полуавтоматическая сварка используется для соединения деталей толщиной 0,5-100 мм. Она может применяться как в заводских условиях, так и в частных домохозяйствах. Главным отличием полуавтоматической сварки от автоматической является возможность сварки швов любой геометрической формы во всех пространственных положениях. По этой причине она востребована при мелкосерийном и серийном изготовлении различных сложных металлоконструкций.
Автоматическая сварка в сварочном мире подобна гоночному автомобилю
Полуавтоматическая сварка похожа на езду по трассе со сложным профилем
Выводы
Оба вида сварочного оборудования используются в промышленном производстве. При этом автоматическая сварка является более производительной, но подходит только для выполнения прямолинейных или кольцевых швов при изготовлении крупных изделий из металла. Полуавтоматическая сварка в три раза уступает автоматической по производительности, но с ее помощью можно варить любые швы. Она особенно полезна при сборке сложных по форме металлоконструкций.
Режимы полуавтоматической сварки
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.

Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором - MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр - напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.
Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички - это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода - углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки - использование защитного газа и тока с обратной полярностью.

Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.

Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.

Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.

Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.

Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
Читайте также: