Станок одноточечной контактной сварки
Обновлено: 17.05.2024
Стационарные машины для контактной точечной сварки
Стационарные одно- и двухточечные машины для контактной сварки -предназначены для сварки плоских арматурных каркасов из стержней диаметром до 40 мм.
Одноточечные машины для контактной сварки имеют аналогичное устройство и состоят из следующих основных узлов: корпуса, пневматичного привода и пневмоси-стемы, токоподвода, электрического устройства и системы охлаждения.
На рис. 1 показана одноточечная машина МТ-1610.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В корпусе машины встроены сварочный трансформатор, переключатель ступеней, игнитронный контактор и панель зажимов. Пневматический цилиндр, обеспечивающий вертикальное перемещение верхнего электродо-держателя, установлен на кронштейне корпуса. Электропневматический клапан, маслораспылитель и регулятор давления с манометром размещены на крышке корпуса.
На правой стороне кронштейна передней рамы установлен кран дополнительного хода электрода, а на задней стенке рамы—фильтр с вентилем, регулятор времени и автоматический выключатель. Нижний электрододержатель помещен на кронштейне, закрепленном на передней стенке корпуса.
Схема пневматической системы машины приведена на рис. 2. Сжатый воздух из сети поступает через запорный вентиль и фильтр в распределитель. Из распределителя по одной ветви сжатый воздух через воздушный кран рроходит в верхнюю камеру пневматического цилиндра, по другой ветви через регулятор давления, маслораспылитель и электропневматический клапан в среднюю или нижнюю камеры пневматического цилиндра.
В зависимости от положения крана верхняя камера цилиндра сообщается с атмосферой или включается в сеть сжатого воздуха. Для безударной работы машины предусмотрены дросселирующие клапаны, регулирующие скорость выпуска сжатого воздуха из камер.
Пневматический цилиндр имеет два поршня, образующих три камеры. Рабочий ход верхнего электрода и сжатие свариваемых деталей осуществляются при выпуске воздуха в среднюю камеру, а обратный ход — при впуске воздуха в нижнюю камеру. Верхняя камера служит для плавного регулирования величины рабочего хода, осуществляемого путем установки в соответствующее положение гайки и подачи или выпуска из нее сжатого воздуха.
Схема системы охлаждения машины приведена на рис. 3. Для охлаждения вторичного витка сварочного трансформатора, токоподвода и игнитронных ламп вода температурой не свыше +30 °С подводится к машине через распределитель. Устройство распределителя предусматривает возможность выключения вентилем подачи воды для охлаждения вторичного контура машины, обеспечивая в то же время подачу ее к игнитронам.
Даже кратковременная работа машины без охлаждения не допускается. Гидравлическое реле, установленное в цепи охлаждения игнитронных ламп, исключает возможность работы без охлаждения.
Электрическая схема машины приведена на рис.40. Машина подключается к сети переменного тока через автоматический выключатель АВ, служащий также для защиты электрических цепей от коротких замыканий. С помощью регулятора времени РВЭ и игнитронного контактора КИА устанавливаются последовательность и продолжительность операций цикла сварки.
Двухточечные машины имеют по сравнению с одноточечными более высокую производительность.
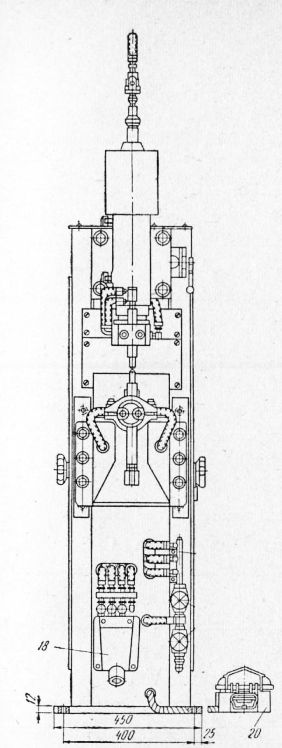
Рис. 1. Машина МТ-1610 для контактной точечной сварки
1 — рама; 2 — кронштейн; 3, 4, 5 — нижний и верхний электрододержатели; 6 — пневматический цилиндр; 7 — кран дополнительного хода электрода;
8 — электропневматический клапан; 9 — маслораспылитель; 10 — регулятор Давления; 11 — сварочный трансформатор; 12 — переключатель ступеней; 13 — регулятор времени; 14 — автоматический выключатель; 15 — игнитронный контактор; 16 — вентиль; 17 — фильтр; 18 — сливная коробка; 19 — панель зажимов; 20 — пусковая педаль
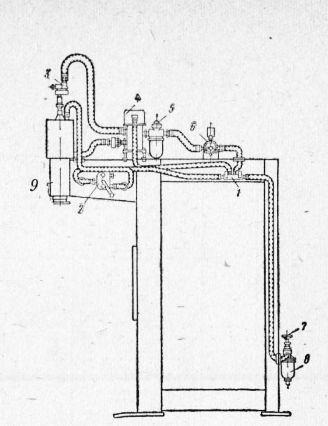
Рис. 2. Пневматическая система машины МТ-1610
1 — распределитель; 2 —воздушный кран; 3 — дросселирующий клапан; 4 — электропневматический клапан; 5 — маслораспылитель; 6 — регулятор давления; 7 — запорный вентиль; 8 — фильтр; 9 — цилиндр
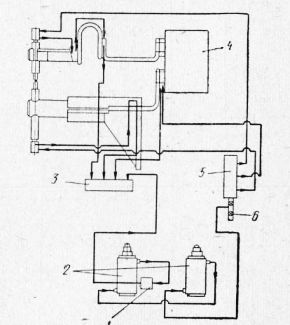
Рис. 3. Схема системы охлаждения
1 — реле гидравлическое; 2 — игнитроны; 3 — сливная коробка; 4 — сварочный трансформатор; 5 — распределитель; 6 — ниппель
Двухточечная машина МТМ -33 работает в полуавтоматическом цикле. После укладки двух продольных стержней и первого поперечного и приварки его каркас перемещается на шаг, под электроды укладывается следующий пруток и т. д.
Для укладки продольных стержней предусмотрен металлический стол, установленный сбоку машины. В верхней части стола помещено устройство для перемещения каркаса в процессе сварки. Оно состоит из пневмоцилиндра и каретки с крюками, захватывающими каркас за поперечный пруток.
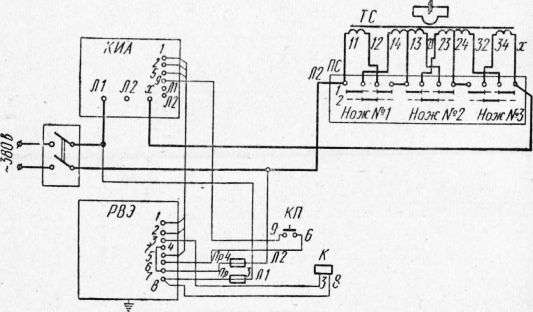
Рис. 4. Электрическая схема машины МТ-1610
КИА—контактор игнитронный асинхронный; ТС — трансформатор сварочный; РВЭ — реле времени; ПС — переключатель ступеней; ПЭ — панель с зажимами; КП — кнопка панельная
Верхняя электродная часть машины состоит из качающейся пластины с двумя подвижными устанавливаемыми в требуемом положении электродами. Опускание ее для сжатия свариваемых прутков осуществляется пневмоцилиндром. На нижнем кронштейне машины также имеются два электрода.
Машины для контактной точечной сварки подключают к сети сжатого воздуха при давлении 0,5 МПа. Получение давления воздуха, необходимого для настройки на
Усилия сжатия электродов в зависимости от давления воздуха соответствующий режим сварки, осуществляется регулятором давления, имеющимся в пневматической системе машины.
Как работают аппараты контактной точечной сварки
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.

Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.

Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе

Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод

Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов

Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Аппараты контактной и точечной сварки

Аппарат для контактной точечной сварки серии PB, PBP, BSM, BSP, PF
Электрододержатели и электроды с.

Аппарат для контактной точечной сварки серии РFB
Настольный станок для точечной сварки

Аппарат среднечастотный для контактной точечной сварки серии PF inverter
Прямолинейный ход электрода

Клещи подвесные для контактной точечной сварки серии PN и PNС
Специальная разработка для.

Клещи подвесные для контактной точечной сварки серии РN Invertor
Среднечастотные сварочные клещи

Пистолеты подвесные для контактной точечной сварки
Двухэлектродный пистолет для.

Аппарат для контактной стыковой сварки серии BTW

Аппарат для контактной шовной сварки PFR
Двойной либо одинарный привод с.

Аппарат для контактной рельефной сварки серии PFP
Двуручное управление, установленное на.

Аппарат для контактной рельефной сварки серии PFP и PFТ
Однофазные, трехфазные аппараты

Аппарат для контактной рельефной и точечной сварки серии PFP inverter
Аппараты контактной, точечной сварки, а также споттеры, широко применяются в сфере производства металлоизделий, сварки металлических листов, в т.ч. металлов малых толщин, а также в кузовном ремонте автомобилей. Если при использовании сварочного полуавтомата идет расплавление основного и присадочного металла, в результате чего, детали соединяются, то в случае контактной сварки принцип работы немного отличается. Используя аппараты точечной сварки свариваемые изделия накладывают друг на друга, и под действием высокой температуры тока сварочных клещей или споттера происходит расплавление и сваривание в точке, где этот ток проходит от одного электрода к другому.
В некоторых работах применение аппаратов точечной и контактной сварки является самым эффективным. Аппараты контактной сварки имеют достаточно широкие возможности. Например, точечные сварочные аппараты могут сваривать металл, толщиной до 30 мм, что может быть не под силу сварке с помощью электрода. В то же время, существуют специальные аппараты точечной сварки, способные сваривать особо тонкие металлы, не прожигая и не деформируя их. Вопреки расспространенному мнению, машины контактной сварки сваривают металл не только точечно. Существует несколько разновидностей и способов контактной сварки: аппараты контактной точечной сварки, аппараты контактной шовной сварки, а также аппараты контактной точечной стыковой сварки и рельефной контактной сварки.
Для каждых задач, а также условий сварки можно подобрать свою машину контактной сварки, т.к. у данных аппаратов есть ряд преимуществ, выгодно отличающие контактный вид сварки от остальных.
Во-первых , практически все машины контактной сварки не требует особых знаний и навыков от сварщика. Для предпринимателя - это экономия на кадрах. У вас нет необходимости держать в штате сварщиков высокой категории. Использование аппаратов контактной и точечной сварки помогают экономить на заработной плате.
Во-вторых, несмотря на то, что аппарат контактной сварки стоит дороже чем, например, обычный сварочный инвертор, сама по себе контактная сварка - очень экономичный тип сварочных работ. При работе аппарата контактной сварки вам не требуется использовать присадочный материал, а расход электродов у аппаратов контактной сварки очень экономичный. В результате, конечная себестоимость свариваемых точек достаточно низкая, что позволяет в скором времени окупать приобретение машины точечной сварки.
В-третьих , на машине контактной сварки вы можете работать с металлами различной природы и толщины.
В-четвертых , в результате работы аппарата контактной и точечной сварки, получаемое соединение отличается высокой прочностью и хорошим внешним видом. Сварное соединение не подвержено старению и изменению металла в точке сварки.
Какую бы вы не выбрали машину контактной сварки: стационарную или мобильную, она поможет качественно улучшить производительность. В случае, если вы лишь время от времени нуждаетесь в использовании контактной сварки, и у вас нет потребности ставить стационарный пост контактной сварки, то подходящим становятся варианты использования специальных функций SpotArc - дополнительный функционал точечной сварки, оснащаемый аппараты аргонодуговой сварки Lorch.
Аппараты контактной точечной сварки

Контактная точечная сварка – востребованный способ соединения металлических заготовок. И сварка контактная, и сварка точечная представляют собой по сути сварку сопротивлением. Две детали плотно соединяют в конкретной точке при помощи специальных электродов и воздействуют на место контакта, который обладает электрическим сопротивлением, переменным или постоянным током. Металл нагревается и плавится, а после прекращения подачи тока начинается кристаллизация расплава.
Результат точечной сварки – формирование сварной точки, по виду напоминающей заклепку. Ее размеры зависят от силы сварочного тока, усилия сжатия, типа электрода и других параметров. Для получения прочной и долговечной сварной точки металлические детали предварительно очищают от загрязнений.
Оборудование для контактной электросварки
Для проведения точечной сварки используются специализированные сварочные аппараты – споттеры. В зависимости от модели они могут вести SPOT-электросварку на переменном или постоянном электротоке. Для проведения работ применяются электроды специальной формы.
Машины для контактной сварки бывают трех типов:
- стационарные;
- передвижные;
- подвешенные.
Сварочный аппарат, работающий на переменном токе, представляет собой трансформатор с двумя медными электродами во вторичной обмотке. Свариваемые детали помещаются между токопроводниками и прижимают их друг к другу при помощи специального приспособления.
Точечная контактная сварка на постоянном токе состоит из блока конденсаторов и батареи емкостей. В конструкции также имеется механизм прижима заготовок.
Преимущества и сфера применения
Оборудование контактной электросварки обеспечивает высокую производительность выполнения работ. Аппараты точечной сварки могут производить сотни свариваний в минуту при относительно невысокой энергоемкости. Сварочный процесс легко поддается автоматизации, что позволяет применять этот метод в конвейерных производствах.
Станки точечной электросварки высоко востребованы в автомобилестроении, с их помощью осуществляется сварка кабин коммерческого транспорта, кузовных узлов легковых автомобилей. Оборудование применяется в авиа- и судостроительной отраслях, в производстве вагонов, промышленного оборудования и установок. Мы предлагаем аппараты, которые могут осуществлять соединение листового и профильного металлопроката, алюминия, нержавеющей стали, меди.
Факторы выбора
Аппараты контактной электросварки различаются мощностью и допустимой толщиной свариваемого металла. Выбор зависит от материалов, с которыми будет вестись работа.
По режиму работы установки точечной электросварки делятся на жесткие и мягкие. Они отличаются плотностью тока и продолжительностью цикла сварки.
При жестких режимах точечная сварка ведется на токах большей плотности, а длительность цикла электросварки составляет 0,02-1,5 секунды. В них используются электроды, которые превосходят толщину металла на 4 мм.
Мягкие аппараты работают с током невысокой плотности, но сварочное воздействие длится до 2-3 секунд. Применяются электроды, толщина которых равна или меньше толщины соединяемых заготовок.
По способу воздействия станки делятся на одно- и двухсторонние. Двухсторонние установки осуществляют сварку с двух сторон одновременно, что обеспечивает высокую прочность и надежность сварного шва. Они применяются для соединения открытых деталей и узлов. Односторонние агрегаты предназначены для точечной электросварки в закрытых узлах.
В Компании ЭКОТЕХ вы можете купить контактную сварку различного типа и мощности. Наши специалисты предоставят профессиональные консультации по всем вопросам и помогут сделать оптимальный выбор. Для оптимального выбора необходимо детальное техническое задание. Цена аппарата в основном зависит от номинала, т.е. диаметра свариваемой арматуры.
Мы предлагаем все для контактной сварки.
Это и само оборудование- одноточечные аппараты, многоточечные станки, трансформаторы, контакторы, регуляторы. Но самое главное- наш многолетний опыт в области сварки от подбора оборудования и внедрения технологии, до ремонта и гарантийного и послегарантийного обслуживания.
Цена аппарата контактной точечной сварки
Наша компания является крупным поставщиком данной продукции. Мы гарантируем высокое качество и самые низкие цены.
Как купить контактную точечную сварку
Для получения коммерческого предложения просим присылать заявку и ТЗ вместе с реквизитами на адрес эл/почты, указанный в контактах.
Станок одноточечной контактной сварки
Многоточечные машины и автоматизированные линии для сварки широких сеток
Находят широкое применение многоточечные сварочные машины типов АТМС-14 х 75, МТМС-10 х 35, МТМ-32УХЛ4, МТМ-35УХЛ4, МТМ-103УХЛ4. Все они работают по принципу шаговой подачи сетки и сварки пересечений стержней при неподвижном положении сетки.
Принципиальные схемы подводки тока к сварочным машинам показаны на рис. 18.29. Подводка тока к электродам машин односторонняя, что позволяет резко сократить площадь внешнего контура машины и уменьшить индуктивное сопротивление. Потребляемая мощность уменьшается на 40%.
Многоточечные сварочные машины отличаются от одноточечных количеством установленных сварочных трансформаторов и габаритами.
Машина МТМС-10 х 35 предназначена для точечной сварки арматурных сеток шириной до 2000 мм и проволок диаметром 6—8 мм. Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Электрическая схема машины обеспечивает последовательное автоматическое выполнение следующих операций: фиксацию поперечной ар-матуры относительно продольной, одновременное зажатие арматуры между всеми электродами, сварку поперечной арматуры с продольной в местах пересечений, подъем электроводов и перемещение сетки на заданный шаг. Регулирование выдержек времени отдельных операций цикла сварки (кроме перемещения сетки) осуществляется реле времени. Усилие сжатия электродов создается сжатым воздухом с помощью пневмоци-линдров и может регулироваться в пределах до 250 Н (на два электрода). Для уменьшения потребляемой мощности (установленная мощность 350 кВ-А) сварочные трансформаторы машины могут включаться группами по 3—4 одновременно.
Многоэлектродная машина АТМС-14 х 75 (рис. 18.30) состоит из станины, коллектора, сварочных трансформаторов с переключателями ступеней, нижних неподвижных электродов и верхних шунтирующих прижимных колодок, смонтированных на пневмоцилиндрах, токове-душих гибких шин, каретки перемещения сетки спневмоцилиндрами, подающего устройства для поперечной арматуры, системы охлаждения и электрической и пневматической аппаратуры управления. Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Рис. 18.29. Схемы подвода сварочного тока:
э — двухсторонний подвод тока в одноточечных машинах и клещах; б — односторонний подвод тока в кар-касосварочных машинах; в — односторонний подвод тока в многоточечных сеточных машинах; г — комбинированный подвод тока в машинах для сварки плоских каркасов
Подача арматуры производится с бухт, располагаемых на специальных вертушках. Поперечная арматура, предварительно нарезанная на правильно-отрезных станках, укладывается в бункер, а оттуда по одному стержню специальным устройством подается под электроды.
При включении электродвигателей и пневматического прижима поперечная арматура захватывается сначала одной» а затем второй парой вращающихся роликов и подается в приемное устройство, расположенное в зоне электродов.
После приварки одного прутка поперечной арматуры каретка машины перемещает сетку на шаг и процесс повторяется. Максимальная производительность машины при сварке сетки с шагом прутков поперечной арматуры 300 мм и при одновременном включении всех трансформаторов составляет 4,5 м сетки в I мин. Известные модели этой машины АТМС-14 х 75-5, АТМС-14 х 75-7 и АТМС-14 х 7-9 отличаются от основной модели конструкцией отдельных узлов, диаметрами свариваемых стержней и шириной сетки.
Машина МТМ-35УХЛ4 разработана для сварки тяжелых каркасов и сеток шириной до 1400 мм и арматурной стали диаметром до 40 мм (рис. 18.31). Она состоит из двух боковых сварных корпусов, соединенных между собой балкой и ресивером, верхней балки с бункером для поперечных стержней, каретки перемещения сетки, а также пневматического и электрического устройств и систе-мы охлаждения. На балке крепят 4 цилиндра сжатия электродов, которые можно устанавливать в зависимости от расстояния между продольными стержнями.
Для сварки сетки с разными шагами продольных стержней предусмотрен комплект сменных планок с электродами. Контактные колодки попарно соединены с вторичными витками сварочных трансформаторов посредством гибких шин.
К электрическому устройству машины относятся два электромагнитных контактора, пульт управления, шкаф управления, сварочные трансформаторы. Первичные обмотки сварочных трансформаторов включаются в треугольник, в каждой фазе которого включена пара игнитронов. Сварочные трансформаторы можно включать одновременно по 3 или 2, а также любой из 4 в отдельности. Электрическая схема машины предусматривает работу машины в автоматическом и наладочном режимах. При этом каркас можно сваривать с постоянным и переменным шагом, который устанавливается специальным переключателем.
Рис. 18.30. МашинаАТМС- 14×75: 1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8’— привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Машина МТМ-32УХЛ4 разработана для сварки арматурных сеток, применяющихся при строительстве монолитных сооружений (рис. 18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
Пересечения стержней сваривают 16 сварочными головками, установленными с постоянным шагом 200 мм. Сварочные головки выполнении виде стальных сварных скоб с установленными в верхней части пневмоцилиндрами, к штокам которых, направленным вниз, изолированно прикреплена медная плита с верхним подвижным электродом. В нижней части скобы помещена медная плита с нижним электродом.
Сварочные головки устанавливают на станине с возможностью вертикального перемещения, что обеспечивает стабильность сварочного усилия. В машине установлены пять сварочных трансформаторов, от которых получают питание сварочные головки. Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
Рис. 18.31. Многоэлектродная машина МТМ-35УХЛ4
При отключении всех упоров сетка перемещается на 600 мм. Для обеспечения правильного положения концов продольных стержней на каретке предусмотрена упругая балка, в которую упираются продольные стержни в процессе заправки их перед началом сварки. После заправки продольных стержней каретку отводят в исходное положение, а упорная балка откидывается путем поворота ее на шарнирах. Кроме того, каретка имеет четыре толкателя, с помощью которых путем перемещения ее при ручном управлении можно вытолкнуть сваренную сетку из машины.
Для механизированной подачи в зону сварки очередных поперечных стержней в машине предусмотрен бункер, состоящий из двух вертикальных сварных стенок и четырех отсекателей. Стержни, находящиеся в щели между вертикальными стенками, удерживаются отсекателями и по команде в необходимый момент подаются в зону сварки. Наличие отсекателей обеспечивает одновременную подачу двух прутков для параллельной сварки двух сеток шириной 1000 и 1400 мм.
На верхнем валке с шагом 200 мм насажены 16 роликов с коническими канавками. С помощью роликов обеспечивается требуемое направление поступления продольных стержней в машину под электроды. Нижний гладкий валок установлен на такой высоте, чтобы стержни находились выше уровня нижних электродов на 2—3 мм.
В передней части станины установлено зажимное устройство, служащее для выталкивания из машины сваренной сетки.
Рис. 18.32. Схема сварочной машины МТМ-32УХЛ4:
1 — станина; 2 — зажимное устройство; 3 — упоры; 4 — пневмопривод каретки; 5 — каретка; 6 — рельс; 7-пружина; 8 — стакан; 9 — бункер поперечных стержней; 10 — сварочная головка; 11 — пневматическое устройство; 12 — электрическое устройство; 13 — переключатель ступеней; 14 — сварочный трансформатор; 15, 16-токоведущие плиты; 17 — гибкие шины; 18 — направляющее устройство; 19 — коммутирующее устройство; 20 — система охлаждения
По окончании сварки сжатый воздух для выталкивания сетки подается одновременно в цилиндр каретки и в верхние камеры зажимного устройства. При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
Технические характеристики многоточечных сварочных машин приведены в табл. 18.24.
Режимы сварки для моделей машины типа АТМС-14 х 75 могут быть выбраны по данным табл. 18.25.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий. Имеется несколько типов автоматизированных сварочных линий, которые приведены в табл. 18.26.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосварочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток. Далее приводятся основные типы оборудования для комплектования автоматизированных сварочных линий.
Пакетировщик СМЖ-326А предназначен для приема сеток от сварочной машины и укладки их в пакет. Пакетировщик выпускается на прием сеток длиной до 4 м. При необходимости приема более длинных сеток его можно удлинить.
Технические характеристики многоточечных сварочных машин
Усредненные режимы сварки для моделей машин типа атмс-14 х 75
Работа пакетировщика производится следующим образом. Подаваемая сетка опирается своими боковыми сторонами на полки направляющих и скользит по ним. Дойдя до рычага конечного выключателя, передний конец сетки воздействует на него, подается команда на срабатывание пневмоцилиндров, которые поворачивают направляющие на сброс сетки, а затем возвращают их в исходное положение.
Правильное устройство СМЖ-324А предназначено для правки арматуры при ее подаче в сварочную машину. Арматура правится при ее протягивании между роликами. В зависимости от расстояния между проволоками обоймы могут переставляться по направляющим рамы, к которым они крепятся винтовыми зажимами. Обоймы на рамах расположены под углом 45°, но в различные стороны, т. е. под углом 90* по отношению друг к другу.
Ножницы СМЖ-325А предназначены для резки арматурных сеток, используя подпружиненный прижим сеток. Для правильного перемещения сетки предусмотрены боковые направляющие. Верхняя рама ножниц со смонтированными на ней узлами установлена на катки и может перемещаться относительно нижней рамы на 300 мм. На ножницах предусмотрено ручное (наладочное) и автоматическое управление.
Бухтодержатель представляет собой колонку, на которой расположены консольные кронштейны с вертушками для мотков проволоки. Вертушки имеют вертикальные направляющие, переставляемые в радиальном направлении для размещения мотков с различным внутренним диаметром.
Он может входить в состав автоматизированной линии для изготовления арматурных сеток шириной до 1450 мм из стержней диаметром I4—40 мм. Портал-раскладчик состоит из привода цепного конвейера, соединительных вилок, муфт и пневмопривода поворота конвейера.
Цепной конвейер представляет собой ряд консольно закрепленных рам с параллельно расположенными цепными передачами. Рамы оснащены цепями с лапками, на которые крепятся ложементы, принимающие продольные стержни. Лапки цепи имеют шаг 76 мм, что является шаговым модулем раскладки стержней.
Портал-раскладчик выполняется в нескольких исполнениях, каждое из которых предназначено для приема и выдачи стержней разной длины (6— 18 м) через каждые 3 м.
Читайте также: