Стенд для сварки продольных стыков обечаек
Обновлено: 16.05.2024
Изобретение относится к сварке, в частности к приспособлениям для сборки и сварки продольного стыка обечаек цилиндрической и конической формы.
Известны стенды типа СПО для сборки продольного стыка обечаек, содерл ащие неразъемный ложемент и прижимные клавиши 1.
Стенды работают следующим образом: на ложемент укладывается обечайка с продольным стыком, а кро.мки прижимаются к ложементу клавишными прижимами.
Недостатком стендов является невозможность сведения и выравнивания кромок.
Известен стенд для сборки продольного стыка обечаек, содержащий раму, па которой смонтированы подвижные суппорты с узлами зажима кромок обечаек, перемещаемые вдоль продольных и вертикальны.х элементов и поворачиваемых вокруг свои.х осей 2.
Стенд работает следующим образом.
После установки обечайки на поддерживающих люнетах с помощью скоб, захватываюпдих продольные кромки обечайки, и механизмов пере.мещения устанавливаются продольные свариваемые кромки обечайки.
Данный стенд является наиболее близким к изобретению по технической сущности и достигаемому результату.
Недостатком его является сложность конструкции и низкая производительность из-за множества настроечных операций (установка продольных направляющих элементов на высоту, установка вертикальных направляющих элементов на требуемом расстоянии от оси люнетов, установка скоб по длине обечаек). Указанный стенд не пригоден для сборки конических обечаек.
С целью повыщения производительности путем уменьщения количества настроечных онераций в предлагаемом стенде каждый узел зажима кромки обечайки выполнен в пиде раздвижного консольного ложемента с неподвижной и подвижной частями и закрепленными на них прижимными клавишами, при этом неподвижная часть закреплена на раме, а подвижная связана суппортами, на подвижной части ложемента и его клавише щарнирно установлены опорные планки, а на опорной поверхности неподвил ного ложемента установлены упоры для торца обечайкп.
Па фиг. 1 изображен предлагаемый стенд, общий вид; на фиг. 2 - то же в илане; на
фиг. 3 - вид А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3.
Па раме 1 закреплена неподвижная часть 2 ложемента с нажимной клавишей 3, зстановленной на шарнире 4 и связанной с пневмоцилиндром 5. Па опорной поверхности неподвижного ложемента установлены упоры 6.
Параллельно с неподвижной частью ложемента на продольных 7 и поперечных 8 суппортах закреплена подвижная часть 9 ложемента с поворотной опорной планкой 10, установленной при помощи цилиндрического шарнира И. Над подвижной частью ложемента расположена поворотная относительно оси 12 клавиша 13 с установленной на шарнире 14 планкой 15, связанной с пневмоцилиндром 16.
Продольные и поперечные суппорты подвижной части ложемента перемещаются при помощи пневмоцилиндра 17 и 18.
Для контроля за усилием, при котором гарантируется сведение кромок, подводящая магистраль каждого пневмоцилиндра имеет пневмореле, автоматически обеспечиваюш,ее необходимую последовательность операций.
Обечайка укладывается на неподвижную 2 и подвижную 9 части ложемента (клавиши 3 и 13 подняты).
Если левая кромка торца обечайки уходит от оператора, то обечайка прижимается к упору 6, расположенному ближе к станине, если наоборот, то обечайка прижимается к упору 6, расположенному на конце ложемента.
При подаче воздуха в пневмоцилиндры 5 и 16 кромки обечайки прижимаются к неподвижной 2 и подвижной 9 частям ложемента.
По достижении нужного давления в пневмоцилиндрах 5 и 16, при котором гарантируется выравнивание кромок и надежное их прилсатие к частям ложемента, подается воздух в пневмоцилиндры 16 и 17. В результате перемещения кромки обечайки, прижатой к подвижной части ложемента, выбирается
зазор вдоль стыка и выравниваются торцовые кромки обечайки. Во время движения ложем ента 9 опорная планка 10 и клавиша 13 могут разворачиваться вокруг своих осей,исключая остановку подвижной частИ ложемента раньше выборки всего зазора вдоль стыка.
По достижении нужного давления в пневмоцилинДрах 16 и 17, при котором гаранти руется выбирание зазора и выравнивание торцовых кромок, подается световой сигнал, разрешаюший проведение прихваток кромок.
Использование стенда повышает производительность примерно в два раза.
Стенд для сборки продольного стыка обечаек, содержащий раму, на которой смонтированы подвижные суппорты с узлами зажима кромок обечайки, отличающийся тем, что, с Целью повыщения производительности путем уменьшения количества настроечных операций, каждый узел зажима кромки обечайки выполнен в виде раздвижного консольного ложемента с неподвижной и подвижной частями и закрепленными на них прижимнымЕ клавишами, при этом неподвижная часть закреплена на раме, а подвижная связана суппортами, на подвижной части ложемента и его клавише шарнирно установлены опорные планки, а на поверхности неподвижного ложемента установлены упоры для торца обечайки.
принятые во внимание при экспертизе
1.Каталог НИАТ «Сварочное оборудование (стенды СПО), Костюк В. А. 1965 г.
Установки для автоматической сварки продольных швов обечаек – высокая надежность и простота в эксплуатации

Компания «ДельтаСвар» представляет Вашему вниманию установку для сборки и автоматической сварки продольных швов обечаек толщиной от 0,1 до 10 мм и длиной до 6000 мм. Данную установку отличает высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Установка предназначена для высокопроизводительной MIG/MAG, TIG, плазменной сварки, сварки под флюсом углеродистых, нержавеющих сталей, титана и алюминиевых сплавов.
Установка позволяет производить автоматическую сварку продольных швов обечаек диаметром от 50 мм и выше. Специальные прижимы позволяют производить предварительную сборку обечаек перед сваркой без прихваток. Это позволяет снизить трудоемкость сборки обечаек перед сваркой на 40-50%. Постоянство сварочных параметров, воспроизводимых установкой, и высокая скорость перемещения сварочного инструмента позволяют увеличить производительность сварки в 1,5-3 раза. При этом обеспечивается высокое качество сварного соединения.
Устройство установок для сварки продольных швов

- Станина
- Поддержка
- Суппорт поддержки
- Оправка горизонтальной/вертикальной регулировки
- Система прижима заготовки
- Мотор-редуктор сварочной каретки
- Консоль для сварочной каретки
- Суппорт/Пневматический подъем горелки
- Центратор
- Регулировка консоли
- Редуктор сцепления
- Блок управления оператора
Основным компонентом установки является подложка с бруском из специального высокопрочного медного сплава для поддержки и фиксации на нем свариваемых кромок обечайки.

В медном бруске проложены каналы для рециркуляции хладагента (охлаждение медного бруска при интенсивной сварке) и защитного газа (поддувка и защита корня шва при TIG/плазменной сварке).
После размещения листов на медном бруске поддержки оператор фиксирует свариваемые торцы с помощью пневматических бронзовых независимых зажимов. Сварочная головка (MIG, TIG, SAW, Plasma) размещается на каретке с моторизированным приводом и пневматическим сцеплением с редуктором. Каретка перемещается по специальным высокоточным термообработанным направляющим, которые обеспечивают максимальную точность перемещения сварочной головки вдоль свариваемого стыка. Система привода каретки включает в себя двигатель постоянного тока с энкодером.
Все сварочные параметры могут быть заданы через цифровой пульт управления с сенсорным экраном, кроме того, могут быть заданы координаты начала и конца сварки, время предварительного и послесварочного поддува защитного газа, задержка начала движения каретки и время заварки кратера, время нарастания начальной скорости сварки до рабочей, автоматическое перемещение каретки в нулевую точку сварки.

Преимущества
- Полностью цифровое управление . Система использует контроллер PLC совместно с 5,7 дюймовым сенсорным экраном HMI, который обеспечивает интуитивно понятный графический интерфейс и русскоязычное меню, а также представляет четкие численные данные о точном расположении и скорости перемещения каретки.
- Гибкая настройка сварки . Настраиваемые параметры сварки: позиции Старт/Стоп и расстояние сварки.
- Точность управления скоростью . Система управления осуществляет постоянный контроль за скоростью. Точность управления делают качество сварки лучше и стабильнее.
- Программы сварки . 100 сварочных программ могут быть сохранены и загружены для использования в будущем.
- Графический русский интерфейс . Интуитивно понятный графический интерфейс и работа на русском языке. Язык можно менять, если это необходимо.
- Функции технического обслуживания . Система включает в себя историю аварийных сигналов и оповещений, а также систему контроля ввода/вывода, что облегчает поиск неисправностей и техническое обслуживание, увеличивает общую эффективность производства.

Особенности
- Независимые клавишные прижимы для фиксации кромок свариваемого изделия. Прижимы активируются ножной педалью управления и оснащены воздушными подушками для равномерного зажима заготовок, что позволяет избежать замятия кромок обечайки. Клавишные пневмоприводные прижимы , изготовленные из латуни, позволяют вести интенсивный отвод тепла из зоны сварки, что уменьшает зону термического влияния и снижает сварочные деформации.
- Высокая точность перемещения сварочной головки . Каретка двигается по консоли, на которой установлена высокоточная рейка. PMDC двигатель поддерживает постоянную скорость перемещения. Для удобства управления рейка оборудована устройством сцепления на основной каретке, чтобы оператор мог перемещать каретку вручную.
- Устройство отвода тепла из зоны сварки .
- Открытый доступ к рабочей зоне .
- Программное управление перемещением сварочной головки.
Подробные технические характеристики оборудования для сварки продольных швов смотрите здесь.
Оборудование может быть адаптировано под любые требования заказчика в соответствии с техническим заданием.
Используя стандартные компоненты автоматизации, специалисты компании «ДельтаСвар» спроектируют для Вас установку с требуемым уровнем автоматизации и производительности, оптимальную для решения Вашей производственной задачи.
Курищев Антон Игоревич
Специалист по сварочному оборудованию

Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Продольная сварка обечаек и труб на примере машины (симера) модели LS
Представляем вашему вниманию сварочную установку модели LS производства ProArc, Тайвань. Машина предназначена для сварки продольных швов обечаек, цистерн, труб различного сечения. Кромки изделия центрируются на медной оправке и фиксируются с помощью прижимных губок, затем происходит автоматическая сварка.

Управление процессом сварки максимально упрощено за счет электронного контроллера с сенсорным монитором, в котором можно настроить как ручной режим сварки, так и автоматический.

Отличительная особенность этого контроллера состоит в том, что к нему можно подключить любой сварочный источник, что делает всю машину универсальной установкой, не требующей каких-либо специальных или определённых источников сварки. Типы сварки, которые можно проводить на машине, охватывают практически все сферы сварочной промышленности, начиная от аргонодуговой сварки и заканчивая плазменной сваркой:
- TIG (GTAW)
- MIG (GMAW)
- Плазма
- Под флюсом
Такие функции, как задержка сварки, задержка подачи защитного газа, задержка подачи присадочного материала, задержка окончания сварки, задержка остановки подачи газа после сварки, тестирование и т.п. являются стандартными функциями машины и позволяют только улучшать качество сварного шва.
Также на машину можно установить осциллятор, систему контроля высоты по напряжению дуги и другое оборудование, если требуется по технологии сварки. Все это дополнительное оборудование подключается к контроллеру, который во время сварки дает сигнал, и вся система работает как единая установка.
В стандартную комплектацию машины входят такие компоненты, как: станина, несущая балка, каретка, опорная часть, оправа, прибор подъема/опускания горелки, центратор кромок, прижимные губки с подкладкой, необходимые кабелеукладчики и контроллер.
- Станина машины отличается жесткостью и долговечностью. На нее устанавливаются все остальные компоненты машины. Станина изготовлена из цельной стальной конструкции, что также дает надежность и высокое сопротивление температурным изменениям.
Дизайн станины способствует более удобному наблюдению за сварочным процессом благодаря более открытой и неглубокой области, где происходит сварка.


Несущая балка сконструирована из цельной стальной трубы прямоугольного сечения. На несущую балку устанавливаются две линейные направляющие, по которым перемещается каретка. Так, на ней установлена рейка для шестерни серво привода. Контроллер расположен на каретке и перемещается вместе со сварочной горелкой. Так как оператор следит за сварочным процессом, то доступ к контроллеру находится всегда на расстоянии вытянутой руки для предотвращения аварийных ситуаций, и в случае непредвиденной ситуации оператор может быстро среагировать и остановить процесс сварки.


- Труба
- Труба с различными диаметрами - для сварки изделий с различными минимальными диаметрами
- Специальная оправа для сварки труб и обечаек различного сечения


Для разных толщин изделия необходима настройка высоты оправы относительно прижимных губок. Обычно у всех производителей этот процесс довольно трудоемкий и требует много терпения, так как уровневая настройка требует точности и параллельности относительно перемещения сварочной горелки. На LS этот процесс максимально упрощен и не требует много времени. Все настраивается несколькими болтами и гайками.

У оправы есть замок, который после загрузки изделия закрывается и поддерживает оправу. Имеется два типа данных замков: автоматический (пневматика) и ручной (по желанию).


Существуют различные решения этой опоры, например, для сварки больших диаметров.
- Фиксированная высота машины LS
- LS с изменчивой высотой (лифтовый)
Опора может быть изготовлена по требованию заказчика или максимальному диаметру изделия.
Изделия, которые могут быть сварены на машине, различны.

Технические характеристики всех моделей LS можно посмотреть здесь.
Дополнительные функции машины LS для сварки продольных швов
Настройка различного давления на прижимных губках слева и справа. Необходимо при сварке кромок с разными толщинами, когда одну сторону необходимо прижать сильнее (где металл толще) и другую сторону (где металл тоньше) необходимо прижать слабее.
По требованию LS можно оснастить ручными и моторизированными вспомогательными системами подачи изделий – тележками и платформами.

LS также могут быть использованы при стыковой сварке листового металла или при сварке внутренних швов обечаек.
При необходимости LS может быть оснащена высокоэффективным прибором подачи холодной проволоки от ProArc со своим прибором для различных настроек под определенные сварочные процессы: TIG или плазменной сварки.
Благодаря постоянному повышению квалификации по продукции, обучению у зарубежных партнеров, накопленному опыту специалисты ООО «ДельтаСвар» всегда готовы предложить технически грамотное и экономически выгодное решение в области сварки металла, а также оказать содействие при выборе оборудования в зависимости от вашего производства.
Стенд для сборки продольного стыка обечаек Советский патент 1980 года по МПК B23K37/04
Изобретение относится к сварке, в частиости к приспособлениям для сборки и сварки продольного стыка обечаек цилиндрической и конической формы. Известен стенд для сборки продоль ного стыка обечаек, содержащий раму, на которой смонтированы суппорты с поворотными узлами зажима кромок обе чаек, охватывающими кромки стыка обе чайки по всей длине и перемещаеьелми в двух взаимно--перпендикулярных направлениях Llj . НёдЬстат| вм этого стенда является сложность конструкции и низкая производительность из-за необходимости множества настроечных операций, при этом стенд не пригоден для сборки конических обечаек. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является стенд для сборки ПРОДОЛЬНОГО стыка обечаек, с держащий раму, на которой смонтированы подвижные суппорты с узлами за жима кромок о 5ечайки, каждый узел зажима кромки обечайки выполнен в в де раздвижного консольного ложемен та с неподвижной я подвижной частями и закрепленными на них прижимными клавишами, при этом неподвижная часть закреплена на раме, а подвижная связана суппортами, на подвижной части ложемента и его клавише шарнирно установлены опорные планки, а на поверхности неподвижного ложемента установлены упоры для торца обечайки. Обечайка укладывается на неподвижную и подвижную части ложемента. Если левая кромка торца обечайки уходит от оператора, то обечайка прижимается к упору, расположенному ближе к станине, если наоборот, то обечайка прижимается к упору, расположенному на конце ложемента. При подаче воздуха в пневмоцилиндаы кромки обечайки прижимаются кложементдм, выбирается зазор вдоль стыка и йыравниваются торцовые кромки обечайки, затем проводится прихватка кромок сваркой р . Однако данный стенд не обеспечивает за одну установку сборку обечаек с технологическими пластинами у концов стыка, служащими началом и окончанием сварочного процесса, что снижает качество сварки и производительность.
Цель изобретения - повьаиение качества сварки путем обеспечения сборки под сварку обечаек с технологическими пластинами.
Эта цель достигается тем, что один из упоров для торца обечайки установлен с возможностью перемещения вдоль консольного ложемента, при этом в обоих упорах выполнены пазы для. технологических пластин и смонтированы подпружиненные торцовые фиксаторы и винтовые зажимы для технологических пластин обечайки.
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 2.
На раме 1 закреплен продольный суппорт 2, на котором размещен ложемент 3 и прижимная клавиша 4, установленная на шарнире 5 и связанная с паевмоцилиндром 6. На опорной поверхности ложемента 3 i на раме 1 установлены упоры 7 и 8, в 1 оторых ра змещены подпружиненные горизонтальные фиксаторы 9 и винтовые вертикальные зажимы 10, настраиваемые на нужную толщину технологической пластины, под которую в упорах 7 и 8 выполнены пазы 11. Упор .8 при помощи сксшок 12, винта 13 и гайки 14 может перемещаться вдоль ложемента 3, параллельно которому на продольном 15 и поперечном 16 суппортах закреплен ложемент 17 с почоротно опорной планкой 18, установленной при помощи цилиндрического шарнира 19. Над ложементом 17 расположена поворот ная относительно оси 20 клавиша 21 с установленной на шарнире 22 планкой 23. Клавиша 21 связана с пневмоцилиндром 24. Продольные 2 и 15 и поперечный 16 суппорты перемещаются при помощи пневмоцилиндроп 25 и 26.
Длл контроля за усилием, при котором гарантируется сведение кромок, подводящая магистраль каждого пневмоцилиндра имеет пневмореле, автоматически обеспечивающее необходимую последовательность операций.
Стенд работает следующим образом. Подвижный упор 8 при помощи винта 13 настраивается на нужную длину обечайки, а винтовые вертикальные зажимы 10 выставляются на толщину технологической пластины. Затем технологические пластины укладываются в пазы 11 упоров 7 и 8, а обечайка - на ложементы 3 и 17 до соприкосновения ближайшего к оператору торца обечайки с технологической пласти.ной, прилегающая к ложементу 3 кромка обечайки выставляется параллельно ложементу 3. При подаче воздуха в пневмоцилиндры 6 и 24 кромки обечайки прижимаются к ложементам 3 и 17. После достижения нужного давления в пневмоцилиндрах 6 и 24, при котором гарантируется выравнивание кромок и надежное их прижатие к ложементам, подается воздух в пневмоцилиндры 25 и 26. В результате -перемещения кромок выбирается зазор вдоль стыка и выравниваются торцовые кромки обечайки. При сокращении расстояния между упорами 7 и 8 технологические пластины уходят в пазы 11, сжимая пружины горизонтальных фиксаторов 9 и обеспени.вая передачу усилий торцовых кромок обечайки на упоры 7 и 8. Вертикальные зажимы 10 не дают технологическим пластинам выскочить из пазов 11 вверх как во время сборки, так и при короблении во время сварки. Во время движения ложемента 17 опорная планка 23 и клавиша 21 могут разворачиватьс вокруг своих осей, исключая остановку ложемента 17 раньше выборки всего зазора вдоль стыка. По достижении нужного давления в пневмоцилиндрах 25 и 26, при котором гарантируется выбирание зазора и выравнивание торцовых , подается световой сигнал, разрешающий проведение прихвато кромок стыка и технологических пластин.
Использование предлагаемого стенда, обеспечивающего сборку обечаек с технологическими пластинами, позволяет повысить качество сварки и производительность.
Стенд для сборки продольного стыка обечаек, содержащий смонтированные на раме клавишные прижимы и раздвижной консольный ложемент с упорами для торца обечайки, отличающийся тем, что, с целью повьопения качества сварки путем обеспечения сборки .под сварку обечаек с технологическими пластинами, один из упоров для торца Обечайки установлен с возможностью перемещения вдоль .консольного ложемента, при этом в обоих упорах выполнены пазы для технологических пластин и смонтированы подпружиненные торцовые фиксаторы и винтовые зажимы для технологических пластин обечайки.
Приспособления для сборки металлоконструкций. Сборка обечаек.

Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
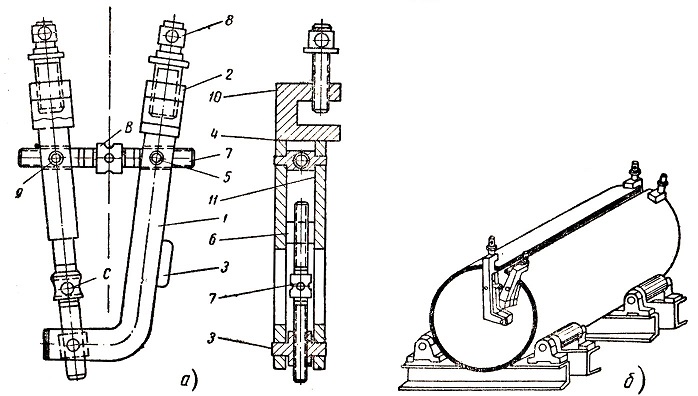
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
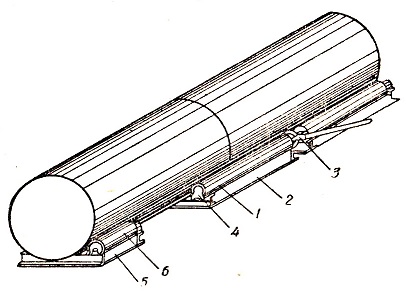
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Читайте также: