Степень механизации процесса ручной дуговой сварки
Обновлено: 05.07.2024
Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Рис. 5.5.Основные виды дуговой сварки:
а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6.Последовательность процесса зажигания дуги:
а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
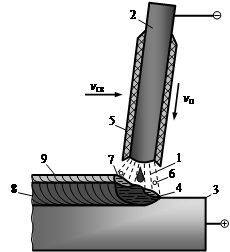
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности
Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
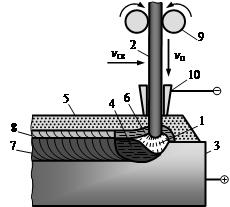
Рис. 5.9.Автоматическая дуговая сварка под флюсом:
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы.
В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6.
Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла.
Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий.
Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная.
Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью vп (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
.Сварка в защитных газах
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0,2…1,5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
Виды сварки по степени механизации
Начинающие специалисты часто интересуются, какие виды сварки существуют и как выбрать подходящий метод. Различают виды сварки по нескольким срезам, однако наиболее частый вопрос касается именно степени участия человека в процессе сварки.
По степени механизации сварки принято различать следующие её типы:
ручная;
механизированная;
механическая;
автоматизированная.
Ручная – или ручная дуговая сварка – проводится с плавящимся или неплавящимся электродом, изготовленного из проволоки и электродного покрытия. Этот вид сварки применим для углеродистых сталей, металлов с содержанием марганца, легированных сталей, жаропрочных сталей, цветного металла и чугуна. В процессе сварки горящий электрод касается металлического изделия, разогревая его до высокой температуры, в процессе чего обеспечивается перенос сварочного материала в место сварки. Газ, используемый специалистом в процессе работы, защищает место сварки от окисления воздухом. Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу.
При механизированной сварке, которая проводится в защитной среде углекислого газа, подача плавящегося материала и перемещение сварочной дуги относительно металлического изделия выполняется с помощью механизма. Газовая горелка перемещается самим сварщиком. Этот способ удобен для выполнения угловых, тавровых, стыковых швов – таких, при которых ручное управление затруднительно. Механизированный способ эффективнее ручного, когда стоит задача проваривать изделия из толстых металлов или варить крупные партии металла и изделий.
В процессе механической сварки применяется трение свариваемых деталей. Трение обеспечивает высвобождение кинетической энергии, которая превращается в тепло и плавит металл. Детали, которые необходимо сварить, устанавливаются в специализированный механизм. Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Автоматизированная сварка проходит без участия человека. Снижается человеческий фактор влияния на процесс сварки, аккуратность сварного шва и другие видимые нюансы, однако автоматизация требует тщательной и внимательной первичной настройки. Автоматическая сварка позволяет повысить производительность крупных промышленных предприятий, где требуется выполнять большой объем сварных работ в ограниченные сроки. Отличие этого способа сварки от механизированного состоит в том, что при автоматизированной сварке плавящий проволочный электрод непрерывно подается в дугу по мере расходования материала.
Исходя из объема работы, её сложности, типа металла и сроков выполнения специалист определяется с тем, какую сварку выбрать, чтобы её результат оказался таким, каким был задуман.
Тесты по теории сварки и резки металла
Как называется класс сварки, объединяющий виды сварки, которые производятся плавлением металла?
Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. электрической дуги;
3. газового пламени.
6. Сварным швом называется:
1. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны;
2. участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
3. неразъемное соединение, выполненное сваркой;
4. участок сварного соединения, образовавшийся в результате кристаллизации электрода.
7. Стыковым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. электрические процессы;
2. загрязнение металла шва вредными примесями;
3. окисление металла шва;
4. раскисление металла шва;
5. ионизация воздуха;
6. рафинирование металла шва;
7. термоэлектронная эмиссия.
9. Степень механизации процесса ручной дуговой сварки:
10. В какой зоне сварного шва часто возникают трещины?
1. зоне сплавления;
2. зоне термического влияния;
3. зоне металла шва.
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах », « Металлургические процессы при сварке»
1. Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления?
2. Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. сварка взрывом;
2. автоматическая под флюсом;
3. Дуговая сварка осуществляется под действием:
4. Сварной шов в газовой сварке защищается с помощью:
1. газового пламени;
5. Кто изобрел электрическую дугу?
6. Сварным соединением называется:
1. неразъемное соединение, выполненное пайкой;
2. разъемное соединение, выполненное сваркой;
3. неразъемное соединение;
4. неразъемное соединение, выполненное сваркой
7. Тавровым соединением называется:
1. окисление металла шва;
2. механические процессы;
3. раскисление металла шва;
4. легирование металла шва;
6. загрязнение металла шва вредными примесями;
7. рафинирование металла шва.
9. Степень механизации процесса газовой сварки:
10. В какой зоне металл наиболее хрупкий?
Способы дуговой сварки
Существуют различные способы дуговой сварки. Выбор того или иного подхода зависит от типа свариваемого металла, желаемой скорости работы, оборудования. На данных параметрах основывается и классификация типов сварки.
Наибольшее распространение получили способы дуговой сварки с использованием различных электродов. Также широко применяется дуговая сварка в защитной газовой среде. Существуют и более экзотические методы термического соединения металлов. Обо всем это читайте далее.
Классификация способов дуговой сварки
На сегодняшний день основным видом сварки специалисты называют электрическую дуговую. Конструкции, созданные с помощью сварных соединений, практически вытеснили клепаные и в значительной мере литые изделия.
При дуговой сварке металла расходуется до 20 % меньше времени, чем при клепке, а заменяя ею литье, можно добиться сэкономить и до 50 %. Кроме того, увеличивается работоспособность таких изделий, как паровые котлы, химическая аппаратура и пр. Также идет уменьшение себестоимости продукции.
Преимущества сварки привели к ее распространению практически во всех отраслях промышленности: автомобиле-, котло- и судостроении, промышленном строительстве, машиностроении (химическом, тяжелом, энергетическом, транспортном) и пр.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При дуговой сварке происходит плавление краев металлических заготовок, в результате чего они соединяются между собой. Расплав же образуется нагреванием металла электрической дугой.
Рекомендуем статьи по металлообработке
Дуговая сварка может проводиться различными способами, выбор которых зависит от применяемой аппаратуры, присадок, защиты и иных дополнительных материалов.
Существует определенная классификация способов ручной дуговой сварки. Чаще всего она происходит в соответствии с техническими признаками в зависимости от:
Автоматизации работ. Сварка может быть ручной, полуавтоматической, автоматической.
Варианта защиты расплава. Соединение происходит в воздушной среде, под защитой газа, под флюсом.
Типа газа, используемого для защиты.
Тока: постоянного или переменного.
Полярности. Сварка может быть прямой или обратной.
Применяемого для соединения электрода: неплавящегося, плавящегося и пр.
Используемого оборудования: трансформатора или инвертора.
Обозначается технология электродуговой сварки в технической номенклатуре как:
РДС (ручная сварочная дуговая сварка) – термин используется в отечественной документации.
ММА (ручная металлическая технология с использованием электродуги) – термин применяется в иностранной номенклатуре.
SMAW (дуговая сварочная технология в протекторной защите, в таком качестве, к примеру, может использоваться флюс, который обеспечивает защиту металлических поверхностей от влияния воздуха) – используется в российской и иностранной документации.
Степень автоматизации дуговой сварки
При РДС применяют различные типы электродов. Ручная дуговая сварка может осуществляться в среде защитных газов, под флюсом и т. д. Отличительной особенностью данного способа – возможность отслеживания качества соединения и замена параметров сварки, если это необходимо.
Имейте в виду, что принцип, по которому выполняется сварной шов при автоматической, полуавтоматической и ручной сварке, един. Отличается только уровень автоматизации процесса.
Полуавтоматическое оборудование позволяет использовать для работы не электроды, а специальную проволоку электродного типа, которая бывает вольфрамовой, порошковой, с разными наполнителями и пр. Полуавтоматическая сварка происходит значительно быстрее ручной благодаря бесперебойной подаче проволоки, скорость плавления которой индивидуальна. Ускорение работ достигается отсутствием необходимости смены электродов в ходе сварки. Шов контролируется самим мастером. При этом сварщик может изменять параметры работы: силу тока, напряжение, длину дуги и пр.
Этой возможности нет при полной автоматизации процесса, когда применяется автоматическая дуговая сварка.
Высокопроизводительные способы ручной дуговой сварки с помощью электродов
Электрическая дуговая сварка – это один из способов создания неразъемного соединения нескольких металлических заготовок посредством их нагрева краев теплом дуговых разрядов до температуры плавления.
Способы дуговой сварки металла зависят от материала, из которого произведен электрод. Их делят на следующие группы: первая объединяет типы сварки неплавящимся (угольным, вольфрамовым) металлическим электродом, вторая соединяет виды сварки плавящимся электродом из металла.
Самым популярным является сварка с использованием металлического электрода. Его используют для работы с разными марками чугуна и сталей, цветными металлами и сплавами. Расположение шва при сварке постоянным или переменным током может быть любым. Причем металлический электрод здесь необходим как для поддержания горения дуги, так и для формирования шва.
Дуговая сварка металлическим электродом происходит в любом режиме: ручном, полуавтоматическом или автоматическом. Часто используется автоматическая и полуавтоматическая сварка под флюсом. В таких случаях область горения дуги засыпается флюсом, который защищает металл от окисления, азотирования и разбрызгивания. В качестве металлического электрода применяется сварочная проволока, подача которой происходит из мотка в зону сварки автоматически.
Сварной шов при работе угольным электродом получается путем соединения расплавленного материала краев заготовок и присадочного прутка, который подается в дугу. Угольный электрод необходим исключительно для того, чтобы поддерживать горение дуги. Иногда данный способ используется для сварки тонкостенных заготовок с отбортованными соединениями, а также применяют для горячей сварки цветных металлов, чугуна, наплавки твердых сплавов.
Сферы использования дуговой сварки электродами
В случае, когда применяется электродуговая технология, металлические части деталей соединяют посредством использования электрода, который полностью обработан горячей силикатной обсыпкой. Последняя плавит электрод и накрепко связывает металлические края изделий.
Электродуговая сварка применяется в следующих случаях:
Для создания арматурных сеток в пространственных блоках, а также элементов плоского каркаса.
В процессе сборки блоковых конструкций для их совмещения.
При изготовлении сеток и каркасов из арматурных стержней.
В ходе установки сборных конструкций из железобетона для связки арматурных стержней и закладных частей.
При невозможности воспользоваться стыковочным контактным оборудованием в профильных фирмах – для подготовки арматурных изделий.
Для связывания стержней, диаметр которых превышает 10 мм. Сварка не применяется для соединения каркасов с толщиной стержней менее 8 мм из-за высокой сложности технологии сварки таких конструкций, а также вероятности пережога заготовок.
На строительных площадках совместно контактной сваркой – для соединения арматурных стержней.
Особые способы ручной дуговой сварки
Особыми видами сварки называют способы соединений, предполагающие: пространственную смену положения электрода, одновременное применение не одного электрода, а нескольких и пр. Рассмотрим подробнее, какими способами может осуществляться дуговая сварка.
Существует несколько положений, в которых возможно использование сварки: вертикальное, потолочное, нижнее и горизонтальное. Для ее выполнения в каждом случае из-за сложности процесса сварки требуется определенный опыт, навыки. Для примера рассмотрим соединение деталей в горизонтальном положении – здесь сложности возникают по причине стекания капель расплавленного металла с электрода и вытекания его из ванны.
К особым способам относится также сварка пучком электродов. Их количество варьируется от двух до четырех штук. Особенностью же данного вида сварки является одновременное их использование. Розжиг дуги происходит между одним из электродов и поверхностью заготовки и по мере плавления первого она переходит на другие. Благодаря использованию пучка, мастера могут работать с высокими токами. Причина заключается в меньшем нагреве пучка по сравнению с одиночным электродом такого же диаметра, как и несколько стержней. Тепло же излучаемое дугой применяется рациональнее. Аналогичный эффект будет при использовании электрода с пучком большего диаметра.
Электроды с большим диаметром используются и при сварке лежачим электродом. Суть этого способа заключается в укладывании электрода с толстой обмазкой между заготовками (примером может служить угол таврового соединения). Поверх стержня кладется полоса бумаги и брусок меди с канавкой. Электрическая дуга возникает при помощи угольного стержня – уходя под него, она расплавляет электрод, который плавит края заготовки.
Соединение посредством наклонного электрода является еще одним способом ручной дуговой сварки.
Широкую известность получил и особый способ – ванный. Стык заготовок закладывается в специальную форму-скобу. Сварка идет до тех пор, пока вся форма не будет заполнена металлом.
Это далеко не все способы дуговой сварки. Каждый профессиональный мастер имеет в своем арсенале множество собственных наработок, хитростей и секретов. Они дают возможность создавать качественные швы при высокой производительности труда.
Классификация способов дуговой сварки в защитных газах
В последнее время большую популярность получило соединение металлических частей в защитной газовой среде. К ней относятся следующие способы ручной дуговой сварки: атомно-водородная, аргонно-дуговая, а также в углекислой среде.
Аргонно-дуговая сварка отличается созданием защитной среды из аргона (инертный газ), который подается в рабочую зону посредством специального сопла. Газ защищает расплав от воздушной среды, в которой особую активность проявляют азот и кислород. Электрод можно применять как плавящийся (сварочная проволока), так и неплавящийся (из вольфрама). Использовать или нет присадки при работе неплавящимся электродом, решает мастер. Это зависит от вида сварного шва. Аргонно-дуговую сварку предпочитают для соединения тонкостенных изделий, изготовленных из цветных металлов и сплавов, а также специальных сталей. Дугу питают от постоянного или переменного тока от обычного сварочного оснащения.
Все большую популярность набирает автоматическая и полуавтоматическая сварка посредством плавящегося металлического электрода в среде углекислого газа, который намного дешевле аргона. Это делает более легким наблюдение за процессом сварки и увеличивает его производительность, которая нередко не уступает скорости сварки под флюсом. Впрочем, имеется и недостаток. Углекислота не может использоваться для сварки цветных металлов, а также сплавов, поскольку имеет высокую окислительную способность. Поэтому ее применяют для соединения конструкций из нержавеющих, низколегированных и углеродистых сталей. Дугу при этом питают чаще всего от постоянного тока обратной полярности.
Для соединения медных заготовок иногда вместо аргона используется азот (азотно-дуговая сварка). Иногда полуавтоматическую сварку проводят в среде водяного пара.
Кроме описанных способов, для соединения цветного металла, а также специальных сталей используют атомно-водородную сварку. В этом случае горение дуги происходит между двумя вольфрамовыми электродами в среде азотно-водородной смеси (получают при разложении аммиака) или водорода.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.