Стыки арматуры внахлестку без сварки
Обновлено: 14.05.2024
Toggle navigation
Ремонт в регионах
Стыки стержней арматуры могут выполняться:
- при помощи электросварки (контактной или дуговой)
- либо без сварки — внахлестку.
Выбор типа стыка следует производить, сообразуясь с имеющимся оборудованием, видом арматуры, диаметром стержней, расположением стержней в конструкции, назначением конструкции и удобством укладки бетона.
Стыки отдельных стержней и стержней в каркасах рекомендуется осуществлять электросваркой.
Стыкование стержней горячекатаной арматуры диаметром до 16 мм может производиться как путем электросварки, так и внахлестку без сварки, за исключением затяжек, в которых стыки стержней должны быть сварными независимо от диаметра.
Стыковка арматуры внахлест
Стыки внахлестку без сварки рекомендуется применять при армировании железобетонных конструкций сварными сетками.
Стыки внахлестку могут применяться также для сварных каркасов и для отдельных стержней в случаях, когда сварные стыки трудно осуществимы.
Стыки внахлестку без сварки не следует располагать в местах наибольших моментов.
Стыки рабочей арматуры внахлестку без сварки, применяемой как в виде сеток и каркасов, так и в виде отдельных стержней, должны располагаться вразбежку.
В колоннах, постоянно работающих на сжатие, а также при внецентренном сжатии в сечениях, где эксцентриситет продольной силы еп не превышает величины 0,2h (h—высота поперечного сечения), допускается стыковать в одном сечении всю арматуру.
По длине стыка стержней периодического профиля (горячекатаных и холодносплющенных) внахлестку без сварки в балочных железобетонных конструкциях и в колоннах устанавливаются хомуты диаметром не менее 6,25dp с шагом не более 5dp.
Стыкование стержней арматуры внахлестку без сварки :
- а) длина нахлестки в конструкциях из тяжелого бетона должна Фыть не менее указанной в табл. 1;
- б) концы стержней арматуры гладкого профиля в растянутой зоне должны быть снабжены крюками;
- в) стержни из стали периодического профиля должны выполняться без крюков на концах;
- г) в местах стыкования стержни должны быть связаны вязальной проволокой двойными узлами в трех местах: по середине и по концам стыка.
Суммарная площадь поперечного сечення арматуры в растянутой зоне элемента, стыкуемой в одном сечении внахлестку без сварки, не .должна превышать 25% общей площади сечення арматуры. Расстояния между стыками, расположенными в разных сечениях, должны быть не менее длины нахлестки.
Стыки не должны совпадать с местами изгиба стержней.
Стыки, изображенные на рис. 3, а, б, в, могут применяться для сварных сеток из гладких стержней или стержней периодического профиля. Стыки, показанные на листе рис. 3, в, могут применяться только для сварных сеток из стержней периодического профиля.
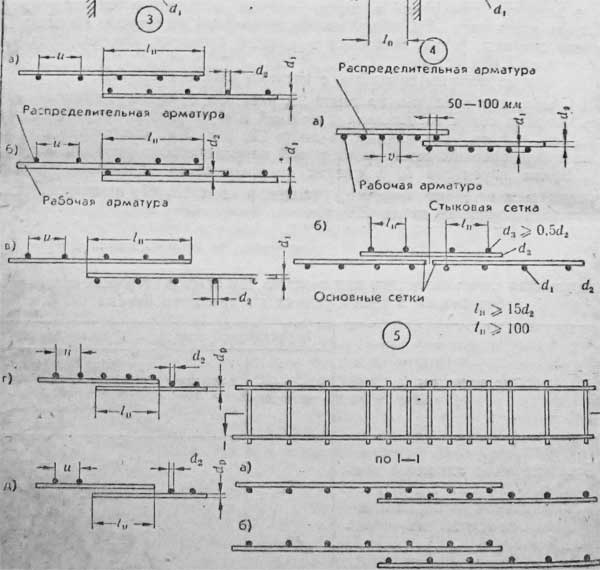
2 - анкеровка сварных каркасов, 3 - стыки сварных сеток в рабочем направлении, 4 - стыки сеток в нерабочем направлении, 5 - стыки каркасов
Длина перепуска lн в стыках сварных сеток внахлестку должна приниматься не менее величин, указанных в табл. 2, и должна быть во всяком случае не менее 250 мм.
Наименьшая длина перепуска арматуры при выполнении стыков стержней внахлестку без сварки в конструкциях из тяжелого бетона
Примечание. Величина d обозначает: а) для гладкой стали — фактический диаметр стержня; б) для горячек :ааой стали периодического профиля — расчетный диаметр стержня, численно равный номеру профиля в) для холодно-сплющенной стали—диаметр стержня до сплющивания.
Длина перепуска (нахлестки) lн сварных сеток и каркасов из стержней диаметром до 32 мм (при стыковании внахлестку без сварки)
| Тип рабочей арматуры | Марки бетона | |||
| до 150 включнтельно | 200 и выше | |||
| в растянутой зоне | в сжатой зоне | в растянутой зоне | в сжатой зоне | |
| Горячекатаная периодического профиля из стали марки Ст. 5 | 30d1 | 20d1 | 25d1 | 15d1 |
| Горячекатаная круглая из стали марок Ст. 3 и Ст. 0 и холодносплющенная периодического профиля | 35d1 | 25d1 | 30d1 | 20d1 |
| Из холоднотянутой проволоки, круглая из стали марок Ст. 3 и Ст. 0, подвергнутая силовой калибровке, а также горячекатаная периодического профиля из стали марки 25ГС | 40d1 | 30d1 | 35d1 | 25d1 |
Примечание, d1 — диаметр или номер профиля рабочей арматуры.
Длина перепуска арматуры диаметром 16 мм и более в элементах для легкого бетона марок 100 и 150 увеличивается на 10d1.
Стыки в рабочем направлении сварных сеток из стержней периодического профиля внахлестку (без сварки), расположенные в растянутой зоне, могут осуществляться без приварки поперечных стержней на длине стыка. Поэтому рабочие стержни рекомендуется располагать в одной плоскости, а длина перепуска lн принимается по табл. 2 с увеличением на 5d1.
Стыки сварных сеток в нерабочем направлении следует выполнять либо внахлестку с перепусками на 50 мм при диаметре распределительной арматуры d22> 4 мм (рис. 4,а), либо путем укладки легких стыковых сеток с перепуском на каждую сторону на 15d2, но не менее 100 мм ( рис. 4,б). Стыкование в нерабочем направлении при помощи стыковых сеток рекомендуется при диаметре рабочей арматуры 16 мм и более. При укладке сварных сеток в двух направлениях сетки в нерабочем направлении могут укладываться без перекрывания стыков внахлестку.
Рабочие стыки сварных каркасов с односторонним расположением рабочих стержней, выполняемые внахлестку без сварки (рис. 5),
должны иметь длину перепуска не менее указанной в табл. 2. При этом в каркасе с арматурой из гладких стержней на длине стыка должно располагаться не менее трех приваренных стержней поперечной арматуры.
В балках по длине расположения стыка каркасов должны устанавливаться хомуты с шагом меньше 5d1 или корытообразные сварные сетки с таким же шагом поперечных стержней.
Стыкование в нахлестку без сварки каркасов с двусторонним расположением продольных стержней не допускается.
Нахлест арматуры: требования СНиП по длине и расположению перехлеста

Бетон – один из самых прочных и твердых искусственных материалов, но и его прочности бывает недостаточно для больших постоянных нагрузок. Поэтому несущие бетонные конструкции усиливают стальным скелетом из арматурных стержней, переплетение которых создает силовой каркас. Монтируется он не абы как, а с соблюдением множества норм и правил, часть которых регламентируют нахлест арматуры – его длину, способы устройства, взаимное расположение перехлестов.
Способы удлинения арматуры в каркасе
Такие бетонные конструкции, как фундаменты, стены, колонны, опоры мостов, должны в течение длительного времени выдерживать серьезную нагрузку, не разрушаясь и не деформируясь под её действием. Их усиливают с помощью как минимум двух контуров сплошного безразрывного металлокаркаса, для создания которого часто не хватает длины стальных стержней, и их приходится сращивать. Делается это двумя способами: сваркой и перевязкой проволокой. В обоих случаях соединение встык не допускается, требуется перехлест арматуры, длина которого определяется исходя из способа сращивания.
Обратите внимание! Строительные нормы и правила как в нашей стране, так и за рубежом предусматривают создание арматурного каркаса с соединением внахлест только из стержней диаметром не более 36-40 мм.
Независимо от способа соединения, нахлест нельзя делать на участках с максимальной сосредоточенной нагрузкой. Например, в углах фундамента, в точках пересечения несущих стен, под колоннами и т.д. Поэтому арматурным работам должен предшествовать расчет и создание проекта раскладки прутков.
Если это условие технически трудно или невозможно выполнить, нахлест арматуры при вязке на участке с повышенной нагрузкой должен иметь длину не менее 90 её диаметров. К примеру, при использовании стержней диаметром 16 мм, их перехлест на стыках должен составить минимум 144 см:
16 х 90 = 1440 мм.
В остальных случаях действуют другие правила и формулы, свои для каждого способа соединения стержней.
Соединение вязкой
Этот способ больше распространен в частном домостроении, чем сварка, так как не требует применения специального оборудования, обращаться с которым умеют только специалисты. Связать арматурные стержни специально предназначенной для этого мягкой, но крепкой проволокой может каждый. Кроме того, для вязки используют менее дорогую арматуру класса А400.
Стыковка арматуры при создании силового каркаса железобетонных конструкций методом вязки регламентируется строительными нормами и правилами и может выполняться как с прямыми концами, так и с загнутыми в виде петель, лапок или крюков. Загиб должен осуществляться без нагрева, трудоемкими механическими способами, поэтому при заливке фундаментов для малоэтажных частных домов окончания прутков обычно оставляют прямыми.
Длина нахлеста определяется проектировщиками. При отсутствии проекта строители могут вычислить нужные значения самостоятельно, ориентируясь на следующие данные:
- диаметр соединяемых стержней;
- марка бетона, применяемого для создания ЖБИ;
- расположение стыков в конструкции.

Расчет по диаметру арматуры
Сечение арматуры – проектная величина, подбираемая с учетом нагрузок и плотности каркаса.
Удобнее и проще всего при соединении арматуры внахлест ориентироваться на её диаметр, делая перепуск в 30-40 раз больше этого значения. И чем больше сечение стержней, тем выше применяемый коэффициент. Например, для 10-миллиметровых прутков нахлест делают не менее 300 мм, а для «сороковки» применяют коэффициент 36-38 и делают напуск не менее полутора метров.
Расчет по расположению стыка в конструкции
В плитных и ленточных фундаментах силовой каркас состоит минимум из двух контуров – верхнего и нижнего, соединенных вертикальными связками. На разные части конструкции действуют разные нагрузки: верхняя находится в зоне сжатого бетона, нижняя – в растянутой зоне. Поэтому и длина перехлеста в этих зонах отличается. Как и в конструкциях вертикальной направленности – опорах, колоннах, стенах.
Рассчитать перехлест арматуры – сколько диаметров брать в каждом отдельном случае – можно, используя следующие данные.
Для сжатого бетона:
- при горизонтальном соединении – 33,8 d;
- при вертикальном соединении – 48,3 d.
Для растянутого бетона:
- при горизонтальном соединении – 47,3 d;
- при вертикальном соединении – 67,6 d.

Расчет по марке бетона
Чем выше марка бетона, тем он прочнее и меньше нуждается в усилении, что позволяет экономить на арматуре, используя стержни меньшего сечения либо делая нахлест меньшей длины. Но он все также зависит от расположения стального контура в той или иной нагрузочной зоне бетона.
Корректировка коэффициентов по марке бетона и расположению соединения в той или иной нагрузочной зоне важно при устройстве монолитных плит перекрытий и ответственных сильно нагруженных конструкций. При возведении ленточного фундамента вполне достаточно самого простого расчета по сечению арматуры. Следует только помнить, что стандартный коэффициент (30-40) необходимо увеличить до 90, когда стык приходится на точку с высокой нагрузкой или изгибающим усилием.
Соединение сваркой
Сваривать можно только арматуру класса А400 или А500 с индексом «С». Если такого индекса в маркировке нет, производится только стыковка арматуры внахлест без сварки. Такой металл при сильном нагревании серьезно теряет в прочности и становится менее устойчивым к коррозии, что может привести к разрыву или деформации соединения в процессе эксплуатации железобетонной конструкции.
Нахлест при сварном соединении зависит уже не только от диаметра арматуры, но ещё и от её класса:
- протяженность шва для стержней А400С должна составлять не более 8 диаметров;
- для А500С – не более 10 диаметров.

Например, если силовой каркас монтируется из 16-миллиметровых стержней класса А500С, длина шва составит 160 мм. Сваривают их продольным швом электродами диаметром 4-5 мм.
Стыковка арматуры внахлест может осуществляться и другим способом – привариванием поперечных прутков по всей длине перепуска. Также применяют соединение стержней встык с приваркой муфты, объединяющей оба конца.
А вот перекрещивающиеся прутки сваривать нежелательно, так как в этих местах стыки больше склонны к разрывам под нагрузкой, чем связанные.
Видео описание
Предлагаем посмотреть видео обо всех нюансах создания арматурного каркаса для ленточного фундамента:
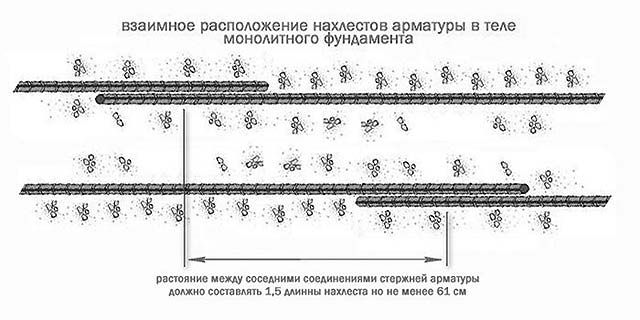
Взаимное расположение перехлестов
Прочность и надежность силового каркаса зависит не только от правильно выбранной длины нахлеста арматуры, но и от того, как эти перепуски расположены в теле бетона друг относительно друга. Их необходимо разносить, чтобы точки соединений не находились друг под другом или слишком близко. Расстояние между ними должно быть не менее 61 см. Оптимальное расстояние – 130-150 % длины нахлеста. В этом случае нагрузка на каркас распределяется равномерно, и на точки стыков не оказывается повышенное давление.
Согласно СП 63.13330.2012, в одном сечении ленточного фундамента не должно быть более 50 % перепусков. Когда расстояния между центрами нахлестов меньше, чем 130 % их длины, считается, что они находятся в одном сечении.

Коротко о главном
Нахлест арматуры при вязке – нормы соединения по СНиП
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.

Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.

В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки

Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.

Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
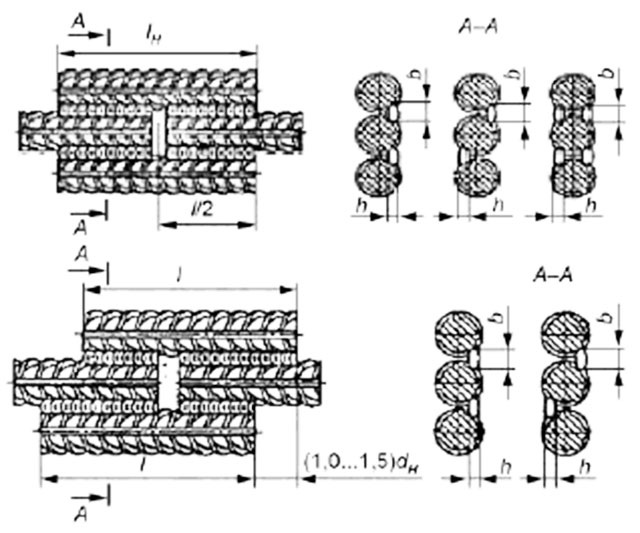

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Читайте также: