Sumitomo сварочный аппарат для оптики
Обновлено: 19.05.2024
Sumitomo Type-39 начал производиться серийно с сентября 2006 года. На тот момент прежняя модель — Type-37 уже не могла «соответствовать запросам». Её комплект весил 17 килограмм вместе с кейсом, энергопотребление достигало 80Вт, штатного аккумулятора 4.5Ач хватало всего на 30 циклов сварки-усадки, в меню мощность и позиция дуги находились в разных разделах, а режим аттенюатора вообще был закрыт секретным паролем. Появление Type-37SE стало сигналом к тому, что скоро появится новая модель, которая сможет работать на равных с конкурентами. Sumitomo Type-39 создавался из соображений, что он будет превосходить FSM-50S, как минимум ни в чем не уступать ему. По сравнению с Type-37 сварка изменилась коренным образом. Её себестоимость уменьшилась почти на 1500 долларов, многие металлические узлы были заменены пластиком и алюминиевыми сплавами, так что по весу и габаритам аппарат догнал конкурентов. Полностью изменили меню, оно стало состоять всего из трех пунктов. Вначале T39 комплектовался аккумулятором 4.5Ач, то есть такой же емкости, что и Т-37, но за счет снижения энергопотребления его стало хватать на 100 циклов сварки-усадки.


Основой внешнего вида послужил FSM-50S, а чтобы аппараты не путали, цвет новой серии у Sumitomo стал ярко-оранжевым. Создатели надеялись, что новая Sumitomo будет продаваться лучше старой, а 2 печки должны были обеспечить превосходство над FSM-50, так что во всех англоязычных буклетах Sumitomo T-39 подавался как первый сварочный аппарат «dual heater», то есть с двойными печками. Фитель в качестве конкурента не воспринимался. Тому было несколько причин.

Во-первых, Fitel S-177 отличался от T-39 форм-фактором. Попросту говоря, там не было поворотного монитора, аппарат имел другую схему питания/зарядки и форму вытянутого параллелепипеда. Это всегда отпугивало потенциальных покупателей. Во-вторых, Sumitomo T39 появился на свет после S-177A, следовательно считался «более современным». Это очень странно, но все достоинства Fitel 177-ой серии, — приличная скорость, литий-ионный аккумулятор с подзарядкой в процессе работы и компактность, в России прошли практически незамеченными. Сила привычки оказалась очень велика. Недаром китайцы придерживаются классической компоновки при создании своих сварок. Фуджикура и сумитомо были созданы по одной, ставшей классической, схеме, отсюда и их пристальное внимание друг к другу.
Sumitomo T-39 в течение 13 месяцев был самым новым с точки зрения модели японским сварочным аппаратом. Поэтому, когда Fujikura Electric презентовала прототип нового аппарата Fujikura FSM-60S, японские специалисты следили за ним с неослабевающим интересом.


17 января 2008 года FSM-60 был показан на выставке, пока что в закрытом прозрачном кубе. Вот, что пишет об этом менеджер английского представительства Sumitomo Дэвид:

- Предположительно варить можно будет «сзади», с инвертированным монитором, так как предусмотрена клавиатура со стороны печки, как на FSM-50S.
- Некоторые кнопки вынесены на переднюю панель монитора, как на FSM-11, вряд ли ими будет удобно пользоваться
- Fujikura рекламирует его, как более прочный и устойчивый к пыли и влаге, чем другие сварки, однако они до сих пор не назвали его степень защиты IP, так что это может оказаться не более чем маркетинговым ходом. Пластиковый бампер на углах сварки еще не означает ее прочности и пылевлагозащиты».
На японцев из сумитомо FSM-60S произвел впечатление. Они даже приняли его аккумулятор за литиево-ионный, хотя это был обычный никель-металлогидридный, только уменьшенный. С некоторым облегчением они пишут: «Ну, хоть печка одна. ». С 2008 года тройка японских аппаратов для сварки оптического волокна стала выглядеть так:



Sumitomo всегда уступал по популярности фуджикуровским сваркам оптики. Однако в Sumitomo Electric Industries Ltd. это никого особенно не волновало. Дело в том, что в этой гигантской корпорации аппараты для сварки оптики не входят (и никогда не входили) в число приоритетных задач. Главное, Sumitomo Type-39 оказался конкурентоспособным. Его себестоимость ниже, чем у FSM-60 и даже чем у Fitel S-178. Японский производитель, отличное качество сварки, известный лейбл и отсутствие ярко выраженных слабых мест по сравнению с конкурентами. Благодаря этому, sumitomo за 4 года потихоньку отвоевала европейский рынок. Сейчас Sumitomo в Европе считается аппаратом номер два, но это очень хороший результат, учитывая, что Fujikura пришла в Европу на три года раньше Sumitomo.

А что же Фитель? Рассказ без него был бы неполным. Новую модель Furukawa выпустила в марте 2010 года. Была сделана попытка преодолеть 9-секундный барьер скорости сварного соединения. И две основные характеристики аппарата — скорость сварки одномодовых волокон и термоусадки типовых гильз 60мм составили 7 секунд и 25 секунд соответственно (в быстрых режимах с предварительным нагревом). В стандартную поставку Fitel S-178 включили две литий-ионные аккумуляторные батареи в комплекте с внешним зарядным устройством на 2 аккумулятора. Это значит очень многое. Впервые на японском аппарате с юстировкой по сердцевине питание от сети и зарядка аккумулятора разделены.
Чтобы понять это рассмотрим Sumitomo Type-39. Сетевой блок питания Т-39 служит одновременно и зарядным устройством для аккумуляторной батареи. Чтобы зарядить аккумулятор, блок питания нужно извлечь из сварки и подключить к аккумуляторной батарее специальным кабелем. Это достаточно спорная схема, так как во время зарядки сварочным аппаратом нельзя пользоваться (блока питания нет). В Fujikura FSM-60S схема зарядки такая же, за тем исключением, что если вставить заряжаемый аккумулятор внутрь сварки, на аппарате все-таки можно работать (у Sumitomo T-39 схема питания при этом блокируется). Однако такой способ зарядки в Fujikura FSM-60S непопулярен, так как протекает слишком медленно. Большинство монтажников предпочитают заряжать аккумулятор FSM-60S при выключенном аппарате.
Автоматический сварочный аппарат для сварки оптических волокон Sumitomo TYPE-71C+
Автоматический сварочный аппарат для сварки оптических волокон Sumitomo TYPE-71C+ предназначен для быстрой сварки (6 секунд) и термоусадки (14 секунд) оптического волокна. Сварочный аппарат имеет сенсорный экран и поддержку беспроводной связи с сервисом SumiCloud® через Ваш смартфон.


Основные характеристики и преимущества сварочнoго аппарата Sumitomo T-71C+
Компактный, лёгкий и сверхбыстрый
- На 43% меньше моделей сварочных аппаратов предыдущего поколения.
- Сварка за 6 секунд в быстром режиме.
- Сверхбыстрая усадка КДЗС за 14 секунд.
- Ускоренный в 2 раза процесс нагревания печей.
- Режим Эко для долгой автономной работы.
- Вес с аккумулятором 2.1 кг.
- SumiCloud® приложение для смартфона.
- Беспроводная связь.
Прочный и долговечный
- Класс защиты IP52 и пятисторонняя защита от падения с высоты до 76 см.
Простой и гибкий в применении
- Сенсорный дисплей.
- Универсальные зажимы волокна для 250 мкм и 900 мкн оболочек (плотный буфер и свободный буфер).
- Возможность располагать экран сзади или спереди аппарата, при этом для удобства можно поменять местами держатели волокна.
Удаленная поддержка через интернет
- Обновление прошивки через интернет.
- Удаленное интерактивное обслуживание через интернет.
Брошюра (.pdf rus 715 Кбайт)
Технические характеристики:
| Требования к оптическому волокну | Материал | Кварцевое стекло |
| Тип | SMF (ITU-T G.652), MMF (ITU-T G.651), DSF (ITU-T G.653), CSF (ITU-T G.654), NZDSF (ITU-T G.655, G.656) BIF (ITU-T G.657), EDF | |
| Типы кабелей | Drop кабель, уменьшенный indoor кабель | |
| Диаметр сердцевины волокна | 80 – 150 мкм | |
| Диаметр оболочки волокна | 100 – 1,000 мкм | |
| Длина зачистки *1 | до ∅ 1,000 µm 5 – 16 мм Drop кабель/ Indoor кабель 10 мм | |
| Количество волокон | Одно волокно | |
| Габаритные размеры и вес | Габаритные размеры *2 | 120 x 154 x 130 мм (Д х Ш х В) |
| Вес | около 2.1 кг (с BU-11) | |
| Экран | 4.1" сенсорный, цветной LCD монитор | |
| Основные характеристики | Типичные потери на сварке *3 | SMF: 0.02 dB DSF: 0.04 dB MMF: 0.01 dB NZDSF: 0.04 dB |
| Типичное время сварки *3 | около 6 секунд (Quick режим) около 7 секунд (SM G652 Std.) около 8 секунд (Auto режим) | |
| Типичное время термоусадки *4 | около 14 секунд (Slim 60 mm 0.25 Quick) | |
| Количество циклов сварка+усадка при полностью заряженном аккумуляторе *5 | около 200 | |
| Функции | Оценка потерь | Есть |
| Емкость памяти | 10 000 сварок | |
| Сохранение изображений экрана | 200 шт. | |
| Тест на разрыв *6 | 1.96 Н (200 г) | |
| Калибровка, учитывающая окружающую среду | Автоматически компенсирует изменения в окружающей среде | |
| Термоусадочная печь | 2 термоусадочные печи (патент: US patent 7,412,146) | |
| Универсальный держатель для жесткой и свободной оболочек | Есть | |
| Переставляемые зажимы | ||
| Подсветка V-образных канавок | ||
| Интерфейс подключения | USB 2.0 тип mini-B | |
| Хранение данных | Карты памяти SD / SDHC | |
| Беспроводное соединение *7 | Для подключения требуется сетевая SD карта «WLSD-0208 (опция)». | |
| Обучающие видео | Есть | |
| Обновление ПО | Через интернет | |
| Удалённая диагностика | Есть | |
| Программы | Программы сварки | max 300 |
| Программы нагревателя | max 100 | |
| Источник питания | Сеть переменного напряжения | ADC-1430S АС Uном: 100-240 V 50/60 Hz 1.1 A |
| Постоянное напряжение | 10-15 V, Ток 7.5 A | |
| Тип аккумуляторов | BU-11 (4600 mAh) Номинальное напряжение: 11.1 V | |
| Выход постоянного напряжения | +12 В для термостриппера производства Sumitomo | |
| Внешние условия | Температура эксплуатации *8 | -10°C ~ +50°C |
| Температура хранения *8 *9 | -40°C ~ +80°C | |
| Высота над уровнем моря | от 0 м до 6 000 м | |
| Скорость ветра | max 15 м/с | |
| Защита от влаги и пыли | IP52 *10 | |
| Ударопрочность | max высота падения до 76 см по пяти осям *11 | |
| Срок службы электродов | 3 000 разрядных дуг *12 | |
*1 Применяемый тип КДЗС зависит от длины зачистки
60 мм КДЗС - длина зачистки 5-16 мм
40 мм КДЗС - длина зачистки 5-10 мм
*2 За исключением выступающих частей.
*3 С волокнами Sumitomo SMF(ITU-T G.652) соответствующих типов (При комнатной температуре. Зависят от качества волокна.)
*4 При питании от сети, при комнатной температуре (20°C) и без использования 12 В порта постоянного напряжения. При питании от аккумулятора время усадки может меняться в зависимости от температуры окружающей среды и емкости аккумулятора. С КДЗС FPS-61-2.6. Диаметр оболочки 250 мкм.
*5 С новым аккумулятором время 1 цикла сварка+термоусадка не более 90 секунд при комнатной температуре. Длительность процесса сварка+термоусадка может варьироваться в зависимости от условий эксплуатации.
*6 Проводится после сварки.
*7 Требуется программа “SumiCloud” для смартфона на базе Android.
*8 Без конденсата.
*9 Температура хранения аккумулятора:
-20°C ~ +50°C (менее 1 месяца)
-20°C ~ +40°C (менее 3 месяцев)
-20°C ~ +20°C (менее 1 года).
*10 Защита от влаги: Продолжает исправно работать при количестве осадков, выпадающих за единицу времени - 3 мм/мин, и попаданий капель воды на 4 боковые поверхности в течении 2.5 мин под углом до 15°. Испытания проводились при работе от аккумулятора Sumitomo.
Результат испытаний не даёт основания для бесплатного обслуживания в случаях неисправности или повреждения аппарата.
Защита от пыли: Продолжает исправно работать после нахождения в камере с частицами пыли размером 75 мкм и меньше в течение 8 часов. Испытания проводились при работе от аккумулятора Sumitomo. Результат испытаний не даёт основания для бесплатного обслуживания в случаях неисправности или повреждения аппарата.
*11 Продолжал исправно работать после свободного падения с высот до 76 см на одну из 5 сторон (за исключением верхней стороны). Испытания проводились при работе от аккумулятора Sumitomo. Результат испытаний не даёт основания для бесплатного обслуживания в случаях неисправности или повреждения аппарата.
*12 Количество разрядов зависит от внешних условий, режима работы и ухода.
Какими были сварочники для оптики (часть вторая)

Эта статья продолжение материала, посвященного истории аппаратов для сварки оптического волокна, которая была опубликована в нашем блоге ранее. Поэтому кому интересно ныряем под кат.
Итак 1980 год вроде бы был не так уж давно, но если смотреть на годы сквозь призму развития технологий, то складывается ощущение, что минули сотни тысяч лет. Тогда в первыха аппаратах для сварки оптики оператору приходилось в микроскоп рассматривать положение волокон в V-образной канавке и выравнивать их вручную с помощью винтов. Во много все зависело от опыта и “кривизы” рук мастер нежели от техники. Такой подход позволял добиться низких потерь при сварке многомодовых волокон, но плохо подходил для одномодовых.
Как мы отмечали в прошлой публикации, многие понимали, что разработка сварочного аппарата для для одномодовых волоконо может стать отдельным бизнес-направлением и достаточно прибыльным. Разработкой такого аппарата и занялись многие компании. Уже к 1982 году Sumitomo представила аппарат, с встроенным механизмом выравнивания волокна с помощью источника света и фотоприемника на дальних концах каждого из свариваемых волокон.
По замыслу авторов, источник света и измеритель мощности должны были быть установлены на дальних концах волокон, т.е. на расстоянии нескольких сотен метров или даже нескольких километров друг от друга. С помощью механизма сварочного аппарата волокна двигались и выравнивались по сердцевине до тех пор, пока на измерителе не регистрировалось максимальное излучение света от источника. Конечно, подобная идея соединения волокон требовала слишком большой подготовки и времени и не получила дальнейшего развития, однако сама идея впоследствии была доработана и применена в аппаратах Siecor.
Рассмотрим далее некоторые неупомянутые ранее замечательные модели аппаратов ХХ века.
Fujikura FSM-01
Одна из первых моделей, о которой нет практически никаких упоминаний.


А – Ручки для перемещения волокон по оси Z.
Б – Регулирование мощности электрической дуги (подбирается определенное значение, которое зависит от типа и от производителя оптического волокна, в частности).
В – Переключатель «ручной-автоматический режим». В ручном режиме оператор сам позиционирует волокна до и во время процесса сварки.
В автоматическом режиме аппарат во время процесса сварки сам сводит волокна друг с другом – волокна соприкасаются и упираются друг в друга с заданным давлением.
Г – Включение подсветки микроскопа.
Д – Включение питания.
Если сварка была осуществлена правильно и получилась качественной, то в микроскоп не должно быть видно сварного шва или какого-либо дефекта.
Fujikura FSM-05SVHII
Выравнивание волокон с помощью V-образной канавки, автоматическое сведение волокон при сварке;
Средние потери при сварке волокна:
— многомодовое — 0.05 дБ
— одномодовое — 0.12 дБК

Контроль свариваемых волокон на экране проекционного микроскопа.
Тест на разрыв сварного соединения волокна;
Вес менее 2 кг.
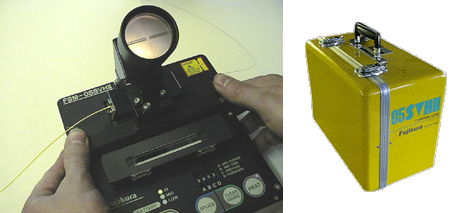
В данном аппарате необходимо было вручную устанавливать положения волокон (на фото человек крутит винтовые регуляторы большими пальцами), снайперски добиваясь расположения их концов в пределах вертикальной полосы на объективе.

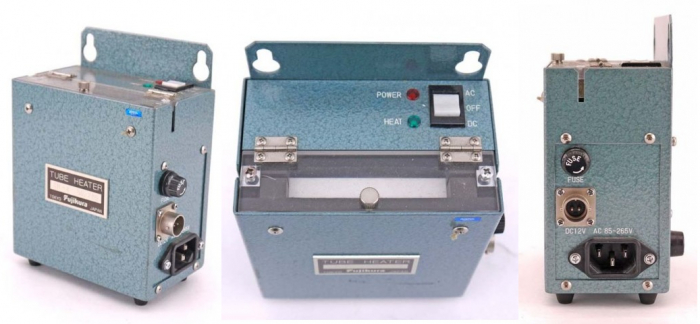
Fujikura FSM-10B (1983 г)




Вместе с аппаратом идет отдельный модуль печки – tube heater.
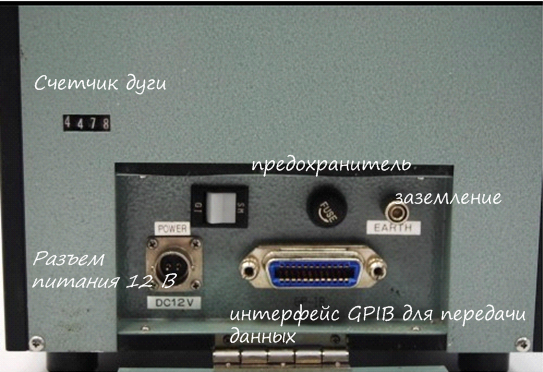
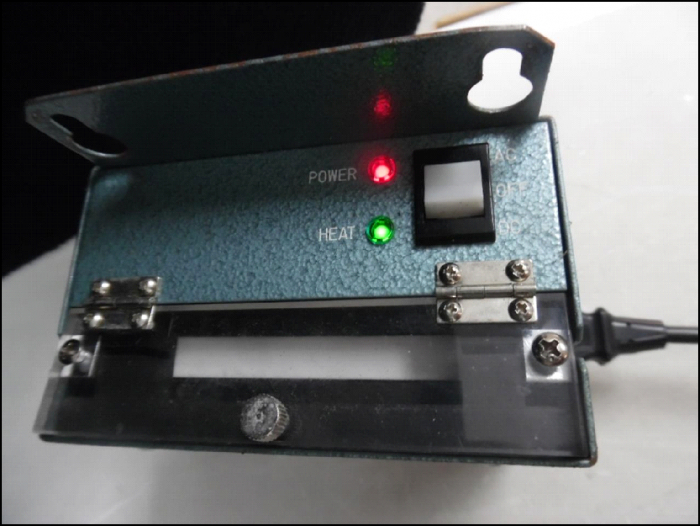
Fujikura FSM-20C (1987 г)
Начиная с данной модели все блоки электропитания встроены внутри аппарата (внешняя печка стала более массивной, но зато с разъемом на 220 В). На самом аппарате кнопка включения стала трехрежимной. Появился выбор между питанием по постоянному напряжению 12 В и переменному 220 В.
Способен сваривать волокна, сохраняющие состояние поляризации (PM), одномодовые волокна (SM), многомодовые волокна (MM).
Фактические средние потери: 0.03 дБ для SM и 0.02 дБ для MM.


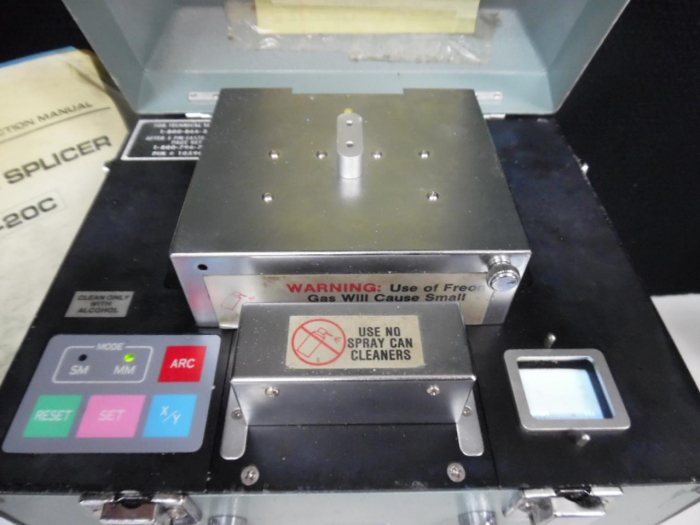

Через этот крошечный экранчик можно увидеть процесс сварки волокон
Сварка волокон на аппарате FSM-20C

Через 3 года была выпущена модель FSM-20CS для многомода с более большим привычным откидывающимся экраном (правда черно-белым) и встроенной в сам аппарат печкой, а еще через 3 года в середине девяностых была разработана и выпущена легендарная Fujikura тридцатка.
Аппараты Ericsson
Инженер Уве Бетчер, работая на Sieverts Kabelverk (которая позже изменила свое название на Ericsson Cables, а позже и на Ericsson Fiber Optics) разработал ряд сварочных аппаратов. В конце 1990-х годов продавалось приблизительно 800 аппаратов в год. Сварочные аппараты Ericsson считались конкурентами лучшим сварочным аппаратам мира того времени. Уве Бетчер и его команда разработали множество моделей: FSU 790, FSU 800, FSU 820, FSU 830, FSU 850, FSU 900 и FSU 905.
12 декабря 1979 г. – разработана модель FSU 790
Это первый сварочный аппарат Ericsson (с фиксированными v-образными канавами для многомодовых волокон). Использовался в полевых испытаниях для сращивания установленного в Стокгольме первого оптического кабеля Швеции. Был выпущен в единственном экземпляре.

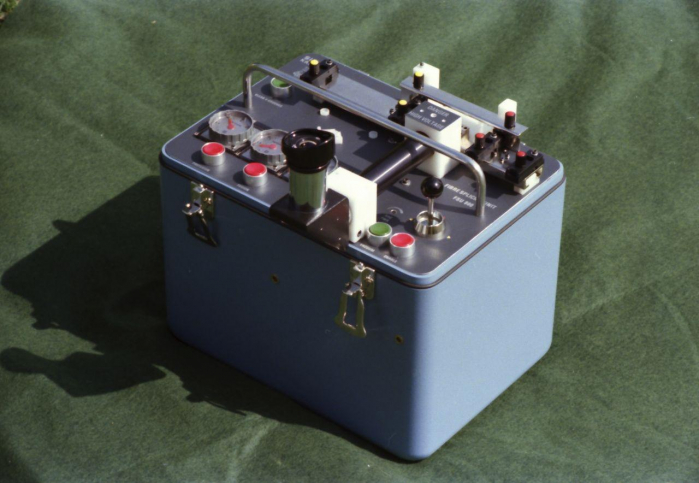
Декабрь 1980 г. – разработана модель FSU-800
Стал первым аппаратом Ericsson, поступившим в коммерческую реализацию. Было выпущено приблизительно 100 аппаратов.
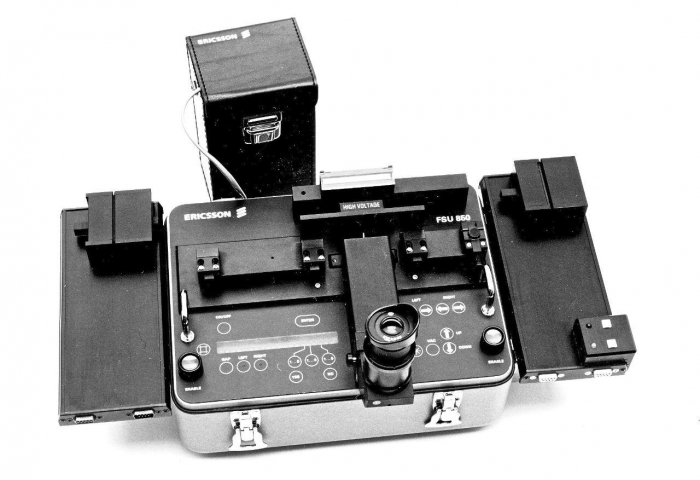
1985 г. – выпущена модель Ericsson FSU 830
Стал первым аппаратом Ericsson для сварки одномодового волокна. Этот аппарат стал в свое время индустриальным стандартом, выиграв британский контракт на поставку оборудования для строительства сетей. Всего было выпущено несколько тысяч таких аппаратов.


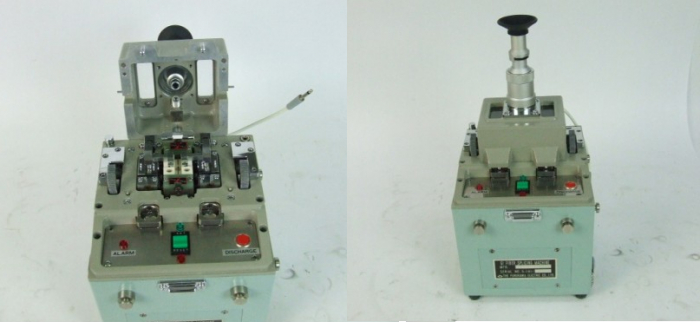
Июнь 1986 г – выпущена модель FSU 900
Первая модель с выравниванием волокон по методу тепловых изображений.


Аппарат Fitel S141 (1986 г)





Британский аппарат Tritec FASE II
Компактный сварочный аппарат с микроскопом, весом всего 2.5 кг. Обеспечивает потери соединений 0.05 дБ (максимум 0.1 дБ) для одномодового и многомодового ОВ.
Какими были сварочники для оптики

Развитие технологий ведет к уменьшению размеров электронных устройств. То же самое касается и аппаратов для сварки оптических волокон. Некогда громоздкие махины теперь умещаются в небольшой пластиковый кейс, а работать с ними можно на непролазных чердаках и в сырых подвалах. Но вернемся же на долгие годы назад и взглянем на тех самых гигантов Мезозоя, стоявших у истоков эры волоконно-оптических сетей.
Потребность в разработке устройства, которое могло бы соединять оптические волокна, возникла в процессе развития волоконно-оптических передатчиков и приемников и, конечно же, самого волокна в 70-х годах прошлого столетия. Первый сварочник использовали для работы с многомодовыми оптическими волокнами с относительно большим диаметром сердцевины — 50 мкм. Однако уже с начала 1980-х годов потребовался сварочный аппарат для одномодовых волокон. Несмотря на огромные перспективы передачи данных с помощью света у производителей и ученых возникли огромные трудности с разработкой оборудования, которое могло бы соединять мелкие волокна.
Вот что сказал по этому поводу один из разработчиков того времени из компании Fujikura:
«Все корпорации, работающие в данном направлении, понимали, что на решении этой проблемы можно будет построить большой бизнес! Вот, что действительно изначально поддерживало и продвигало все исследования и разработки в области сварки волокон. Идея была интересной, но реализовать ее было не так-то просто. Мы начали исследовательскую деятельность группой всего из трех человек. Это был 1976 год. Развитие оптических волокон как таковых в то время еще находилось в стадии проб и ошибок и помимо проблем, связанных с неидеальной структурой волокон и его низкой прочностью, у нас не было даже аналитического подхода к измерению потерь света при передаче его по волокну. В процессе работы сначала последовала череда изнурительных экспериментов, была неопределенность в отношении будущего. Временами нам казалось, что мы никогда не добьемся прорыва. Конечно, это вызывало большое разочарование. Однако, в следующем, 1977, году мы наконец-то увидели проблеск надежды».
Тогда первые эксперименты по соединению волокон проводились с использованием двух подходов: сведение волокон и их склеивание в V-образной канавке; второй метод заключался в сплавлении волокон с помощью электрической дуги. По причине превосходных качеств и работоспособности, большее развитие вскоре получил второй метод. Таким образом, первая модель практического многомодового сварочного аппарата Fujikura была завершена в октябре 1977 года. Позже, в 1979 году, это оборудование было отправлено на выставку в Вашингтон, округ Колумбия, где аппарат стоял в неброском углу выставочного зала, однако собрал толпу желающих посмотреть на это чудо техники. Сохранилась только небольшая фотография этого аппарата.

Большого спроса на японскую новинку еще не было, но именно с созданием этого аппарата началась целая эпоха. Примечательно, что первоначально в Fujikura рассматривали применение для сварки волокон «фазово-контрастного микроскопа» или «поляризованного микроскопа», чтобы можно было увидеть сердцевину волокна за счет разницы в показателях преломления. Но оба варианта оказались несостоятельными, поскольку просто не подходили для внедрения в компактный сварочный аппарат.
Около года преданные своему делу исследователи проводили день и ночь в экспериментальной лаборатории, занимаясь совершенствованием и разработкой алгоритмов работы сварочного аппарата. Все дальнейшие разработки велись в условиях строжайшей секретности. В результате, в феврале 1985 года родился шедевр – успешно применили на практике сварочный аппарат для сварки одномодовых волокон Fujikura FSM-20.





Аппарат состоял из двух отдельных блоков, что не добавляло ему удобства и тем более какой-либо компактности. Главной задачей разработчиков в то время было объединение этих двух блоков в одно устройство. В то время Fujikura не единственная занималась разработкой сварочных аппаратов для оптики. Небезызвестная Siemens уже в 1984 году разработала собственный сварочный аппарат модели M7.
Стоит внимательно рассмотреть некоторые модели сварочных аппаратов именно этой компании, ведь на заре телекомов аппараты от Siemens можно было часто повстречать на российских просторах.
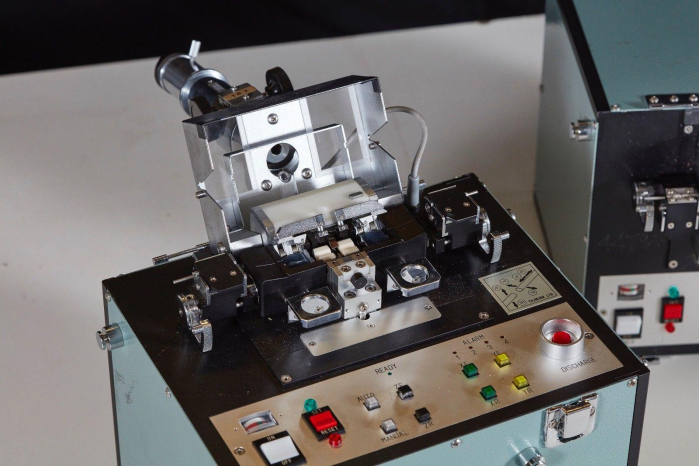
Siemens RXS Siecor S46-999-M7-A10
На этом видео можно увидеть, как работает аппарат, и как видно в объективе волокна:
Сварочный аппарат Sumitomo T-400S в комплекте со скалывателем FC-5S

Предназначен для сохранения высокого качества монтажа оптической линии даже в условиях, когда инженер-монтажник ВОЛС имеет невысокую квалификацию. В аппарате используется технология Super-Wide, которая позволяет производить выравнивание оптических волокон в более широких диапазонах расстояний. Super-Wide позволяет нивелировать ошибки, которые могут быть допущены монтажником при подготовке и укладке волокон в каретки сварочного аппарата. При сварке волокон предельно низкий шанс получения результата, который придется переделывать, что экономит время, столь ценное при большом объеме работ на сетях FTTH.
| Цена розничная, с НДС на 23.09.2022 | по запросу |
| Мелкий опт | нет |
| Оптовая скидка | 0% |
| Цена оптовая, с НДС | по запросу |
| Партнерская скидка | нет |
| Цена розничная, Без НДС на 23.09.2022 | по запросу |
| Мелкий опт | нет |
| Оптовая скидка | 0% |
| Цена оптовая, без НДС | по запросу |
| Партнерская скидка | нет |
| Центральный склад ( МО, Домодедово ) | 0 шт |
| Склад ЖБИ ( Москва ) | 0 шт |
| Региональный склад ( Новосибирск ) | 0 шт |
| Региональный склад ( Екатеринбург ) | 0 шт |
| Кол-во волокон | Одиночное волокно |
| Тип волокон | SMF(G.652), MMF(G.651), DSF(G.653), NZDSF(G.655), BIF(G.657) |
| Диаметр волокна: | |
| - диаметр кварцевого стекла, мкм | 125 |
| - диаметр оболочек, мм | до 3, при использовании различных прижимов волокон |
| Длина сколотого волокна, мм | от 5 до 16 для одиночных волокон, 8 для Drop кабеля |
| Типичные потери на сварке, dB | SMF : 0.03, MMF : 0.01, DSF : 0.05, NZDSF : 0.05 |
| Типичные обратные потери, dB | 60 и более |
| Типичное время сварки, сек | 7 (SM G652 Quick Mode) |
| Типичное время термоусадки КДЗС, сек | 24 (FPS-61-2.6 sleeve, в Программе-S60mm 0.25) |
| Кол-во циклов сварка+термоусадка | около ~200 (BU-15) (при полностью заряженном аккумуляторе) |
| Просмотр волокна / Увеличение | 2 CMOS камеры/Увеличение (макс.) -200X |
| Тест на разрыв | 1.96 ~ 2.09N |
| Применяемые КДЗС, мм | 60, 40 & Sumitomo Nano sleeves |
| Программы сварки | Всего 150, 11 активированы, 100 может создать пользователь (39 подготовлены, но требуют активации) |
| Программы нагревателя | Всего 50, 11 активированы, 20 может создать пользователь (19 подготовлены, но требуют активации) |
| Сохранение изображений/Сохранение данных | 100 изображений экрана / 10 000 данных сварок (во внутренней памяти) |
| Автостарт | Процесса сварки/Процесса термоусадки |
| Автоматическая калибровка дуги | Автоматическая компенсация в зависимости от изменения окружающей среды |
| Монитор | 4.3" цветной LCD дисплей |
| USB порт | USB 2.0 (тип mini-B) |
| Переменное напряжение | AC 100~240V, 50/60Hz (ADC-15) |
| Переменное напряжение | DC 10~15V |
| Аккумулятор | Li-ion 10.8V, 35.64 Вт/час (BU-15) |
| Условия эксплуатации | |
| - высота, м | 0. 5000 |
| - температура, °C | -10. +50 |
| - влажность, % | 0. 95 RH (без конденсации) |
| - скорость ветра, м/сек | не более 15 |
| Условия хранения: | |
| - температура, °C | -40. +80 |
| - влажность, % | 0. 95 RH (без конденсации) |
| - аккумулятор, °C | -20. +30 (длительное хранение) |
| Срок службы электродов | 6000 разрядов дуги |
| Обновление | Через интернет |
| Ширина, мм | 129 |
| Длина, мм | 195 |
| Высота, мм | 99 |
| Масса, кг | 1.2 (без аккумулятора), 1.3 (с аккумулятором BU-15) |
| Сварочный аппарат | 1 шт. |
| Сетевой адаптер | 1 шт. |
| Шнур питания | 1 шт. |
| Аккумулятор | 1 шт. |
| Руководство пользователя | 1 шт. |
| Кейс | 1 шт. |
| Лоток для КДЗС | 1 шт. |
| Скалыватель оптических волокон FC-5S | 1 шт. |
| Столик для крепления ремня | 1 шт. |
Сопутствующие товары









Центральный склад: 142001, г.Домодедово, ул.Промышленная д.13, Режим работы: Понедельник-Пятница: с 8:00 до 19:00 (суббота, воскресенье выходной)
Склад ЖБИ: 115088, г.Москва, ул. Южнопортовая д.7А, Режим работы: Понедельник-Пятница: с 8:00 до 17:00 (суббота, воскресенье выходной)
Срок поставки: Срок поставки между складами с момента подтверждения оплаты может варьироваться от 2 до 3 дней.
Прогнозируемый срок поставки не учитывает сезонность, загруженность производства и заказываемое количество. Данный срок носит информационный характер и является средним значением выполнения заказов на данное изделие за последние 12 месяцев.
Важно: Точный срок поставки согласовывается в спецификации.
- «Да» : общая скидка дистрибьютора;
- «Ограниченная» : скидка на прайс-лист, отличная от общей скидки;
- «Нет» , зависит от количества:
- Меньше мелкооптовой партии = Мелкий опт + 2%.
- Больше мелкооптовой партии, но меньше крупнооптовой = Крупный опт.
- Больше крупнооптовой партии = Крупный опт +2%.
- «Да» : общая скидка партнёра;
- «Ограниченная» : скидка на прайс-лист, отличная от общей скидки;
- «Нет» , зависит от количества:
- Меньше мелкооптовой партии = Партнёрская скидка.
- Больше мелкооптовой партии, но меньше крупнооптовой = Мелкий опт; Если Партнёрская скидка больше Мелкого опта, тогда Партнёрская скидка.
- Больше крупнооптовой партии = Крупный опт.
![]()
Наличие номенклатуры у дистрибьюторов: 0 шт. Максимальное доступное количество товара 0 .
Если требуется количество товара, превышающее доступное, обратитесь к ответственному менеджеру.
- Режим работы отдела продаж
- понедельник – пятница: с 8.00 до 18.00
- Режим работы склада готовой продукции
- понедельник – пятница: с 8:00 до 19:00
- суббота, воскресенье: выходной
- Режим работы склада ЖБИ
- понедельник – пятница: с 8:00 до 17:00
- Режим работы
- понедельник – пятница: с 8.00 до 17.00
- Режим работы
- понедельник – пятница: с 9.00 до 18.00
Для ввода количества товара с помощью клавиатуры, пожалуйста, вернитесь в карточку товара и воспользуйтесь этой возможностью.
Минимальная партия товара: шт
Выберите количество, соответствующее минимальной партии или
Если Вас интересует количество отличающееся от минимальной партии, укажите это в комментарии к заказу.
Введенное значение должно быть кратно:
Введите число меньше или больше
Если Вас интересует количество отличающееся от кратности партии, укажите это в комментарии к заказу.
Вы уверены что хотите положить в Корзину километров, возможно имеется ввиду метров?
ЗАО "Связьстройдеталь" устанавливает розничные цены и предоставляет скидки с учетом себестоимости, складывающихся рыночных цен, конъюнктуры рынка и объёмов закупок покупателей.
В зависимости от себестоимости и сложившейся рыночной ситуации на ряд товаров и изделий предоставляются дополнительные скидки (дистрибьюторские или партнерские), которые позволяют продавать товары ниже оптовой цены. Такие номенклатурные единицы отмечены в прайс-листе ССД в колонке «Доп. скидки» словом «Да».
Информируем, что с 31.05 расчёт валютных позиций (см. колонка "Валюта" в прайс-листе) будет происходить по следующим курсам: Евро - 85,30; Доллар - 75,01.
Это временные изменения, вызванные нестабильностью курса рубля.
На обложке карточки товара помимо фотографии, названия и розничной цены изделия присутствует динамическое поле «Наличие/Поставка».
В случае, если товар есть на складе в свободной продаже, то в карточке присутствует поле «Наличие» с указанием количества доступного товара.
В случае, когда товара на складе нет или он зарезервирован под отгрузку заказчикам, присутствует поле «Поставка», с указанием прогнозируемого срока изготовления.
Срок изготовления может быть меньше указанного, в зависимости от загруженности производства.
Более подробная информация, а именно «Кол-во зарезервированного товара», находящегося на складе или «Оптовая цена товара» указываются в самой карточке товара.
Читайте также:
