Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
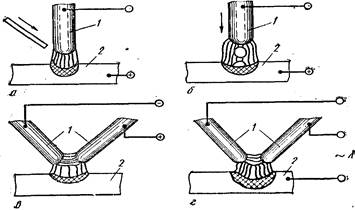
Рис. 5.5.Основные виды дуговой сварки:
а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6.Последовательность процесса зажигания дуги:
а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
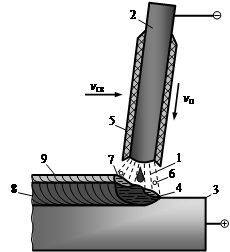
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности
Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
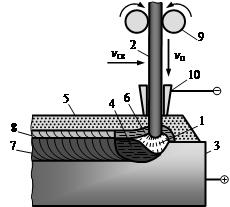
Рис. 5.9.Автоматическая дуговая сварка под флюсом:
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы.
В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6.
Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла.
Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий.
Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная.
Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью vп (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
.Сварка в защитных газах
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0,2…1,5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
Дуговая сварка. Сущность процесса. Виды дуговой сварки
Тема 3.2.1 Дуговая сварка. Сущность процесса
Вопросы:
2. Понятие об электрической дуге и ее основные свойства.
3. Сварочная проволока.
1. Дуговой сваркой называют сварку плавлением, при которой нагрев осуществляется электрической дугой. Электрическая дуга представляет собой длительный устойчивый электрический разряд между двумя электродами в ионизированной атмосфере газов и паров металла. Явление электрической дуги открыл В. В. Петров в 1802 г. Русский инженер Н. Н. Бенардос в 1882 г. первым в мире применил электрическую дугу для сварки металлов угольным электродом на постоянном токе. В 1888 г. русским инженером Н. Г. Славяновым был разработан способ дуговой сварки металлическим электродом, который в настоящее время является самым распространенным в технике. Этим способом можно сваривать постоянным и переменным током. В 1940 г. советский ученый Е. О. Патон разработал автоматическую сварку металлов под слоем флюса. Наша страна является родиной многих других открытий в области сварочного производства. Преимущественное применение имеет сварка переменным током. Это связано с тем, что стоимость электросварочного оборудования и расход электроэнергии для переменного тока значительно ниже, чем для постоянного.
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов и занимает по числу действующих установок, занятых рабочих и стоимости выпускаемой продукции, первое место среди других способов сварки.
Рис. 65 Способы электродуговой сварки:
а – неплавящимся электродом (способ Бенардоса); б – плавящимся электродом (способ Славянова); в – сварка дугой косвенного действия; г – сварка трехфазной дугой
Источником тепла при дуговой сварке служит электрическая дуга, которая горит между двумя электродами; при этом, как правило, одним электродом является свариваемая заготовка. В зависимости от материала и количества электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
сварка неплавящимся электродом (рис. 65, а) – угольным (способ Бенардоса) или вольфрамовым. Соединение осуществляется либо путем расплавления только одного основного металла 2,либо с применением присадочного металла;
сварка плавящимся электродом по способу Славянова (рис. 65, б). Электрод 1 подается в сварочную ванну жидким металлом;
сварка дугой косвенного действия (рис. 65, в). Дуга горит между двумя плавящимися или неплавящимися электродами 1,основной металл 2 нагревается и плавится теплом, излучаемым столбом дуги;
сварка трехфазной дугой (рис. 65, г). Два электрода 1 и деталь 2 подключены к разным фазам трехфазного тока; дуга возникает между электродами, а также между каждым электродом и основным металлом.
2. Электрическая дуга является мощным электрическим разрядом в ионизированной газовой среде. При низкой температуре газ не проводит электрический ток. Газ может проводить электрический ток лишь в том случае, если в газе появляются электрические частицы – ионы, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газов.
Сильно ионизированный газ столба электрического разряда – дуги обладает повышенной электропроводностью, приближающейся к электропроводности металлов, и обеспечивает поддержание устойчивого разряда при прохождении тока. Основаниями столба дугового разряда служат резко ограниченные области на поверхности электродов –электродные пятна (катодные и анодные). Ионизация газа происходит в основном в результате соударений молекул с электронами, имитирующими с поверхности отрицательного электрода (катода). С увеличением силы тока увеличивается кинетическая энергия электронов.
В дуге происходит взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами; в результате этого кинетическая энергия частиц переходит в тепловую и происходит нагрев и расплавление электрода и основного металла.
На рис. 66 схематически показан процесс зажигания дуги при сварке. Он состоит из трех этапов: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3…6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 66, а) производится с целью разогрева торца электрода 1 и основного металла в зоне контакта с электродом 2. После отвода электрода (рис. 66, б) с его разогретого торца, являющегося катодом, под действием электрического поля происходит эмиссия электронов 3. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газон и атомами паров металлов приводит к их ионизации 4. В результате дуговой промежуток становится электропроводным и через него начинается разряд электрического тока. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 66, в).
Электродуговая сварка - основы технологии
Технологии работы с металлами улучшаются и заменяются лучшими вариантами. Ежедневно исследователи и ученые делают новые открытия в сфере работы с металлами, которые помогают использовать их в своих целях всё эффективнее. На сегодняшний день известно множество видов сварки, об одном из которых пойдет речь в следующей статье.
Сущность электродуговой сварки
Данный вид сварки предполагает возникновение электрической дуги между электродом и свариваемой деталью. Происходит преобразование электрической энергии в тепловую. Температура электрической дуги может составлять до 7000°С, а это – температура плавления всех известных на сегодняшний день металлов. Этот факт позволяет использовать электродуговую сварку эффективно в очень широком спектре возникающих ситуаций.
Такую сварку выполняют при наличии очень мощного источника тока, но при этом с невысоким напряжением. Ток от источника подается сразу в два места – на сварочный электрод и на саму заготовку. При их контакте и «рождается» электрическая дуга, благодаря которой происходит сваривание.
Под действием высочайших температур электродный металл и свариваемая деталь плавятся, образую, так называемую, сварочную ванну. Сварочная ванна – это область, где свариваемый металл достиг точки плавления и куда в результате соединяется присадочный материал. Внутри этой области электрод контактирует со свариваемым металлом, образуется шлак, который, поднимаясь на поверхность, образует защитную пленку. После всего процесса происходит затвердевание, образуется сварное соединение.
Для того, чтобы электрическая дуга стала устойчивее, эффективнее и не гасла, в состав электрода добавляются различные элементы, которые отличаются высоким уровнем ионизации – калий, натрий и т.д. А так же, для зашиты сварного шва от окисления, могут быть использованы различные газы – гелий, аргон, углекислый газ.
Свойства электрической дуги
Сварочная дуга – самый главный элемент всего процесса сварки. Она возникает в среде газов и, по сути, является электрическим разрядом. Сама дуга имеет электрическое поле и именно благодаря ему, в дуге способен перемещаться ток - постоянный пряой, постоянный обратный, либо же переменный.
Одной из самых важных характеристик электрической дуги является расстояние между двумя контактирующими электродами. Это расстояние между двумя электродами, по которому движется ток, называется дуговым диапазоном. Наличие тока в такой области возможно только благодаря наличию в этой цепи заряженных частиц, то есть, ионов и электронов.
Классификация электродуговой сварки
Классификация электродуговой сварки выполняется в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги и др.
При сварке могут быть использованы электроды двух типов:
Плавящиеся – в таком случае создание сварного соединения выполняется за счет расплавления самого электрода.
Неплавящиеся – в этом случае сварной шов образуется благодаря расплавлению вспомогательных элементов – проволки, прутков и др. Их вводят в саму сварочную ванну.
По степени механизации существуют:
Ручная электродуговая сварка. Процессы, необходимые для образования качественного сварного шва происходят вручную, без использования механизмов и специальных приборов.
Полуавтоматическая электродуговая сварка. В данном случае, процесс подачи электродной проволоки в сварочную ванну происходит с использованием механизмов, а остальные процессы происходят вручную.
Автоматическая электродуговая сварка. Противоположность ручной сварки, все процессы происходят автоматически с использование механизмов.
По типу дуги классифицируют:
Дуга прямого действия. Дуга возникает при взаимодействии между электродом и металлом.
Дуга косвенного действия. Дуга возникает между двумя электродами.
По роду тока классифицируют:
Дуга, питаемая постоянным током прямой полярности.
Сваривание на сегодня является самым широко применяемым способом создания неразъемных соединений металлов и их сплавов. Электродуговая сварка была изобретена во Франции в начале 20 века и используется в любом, самом дальнем уголке Земли.
Что собой представляет метод электродуговой сварки
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.
Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
аргон;
углекислый;
гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.
Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Одна из важных характеристик дуги — перепад напряжения.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
Сварочная дуга Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Виды и методы электродуговой сварки
Применяемый вид электродуговой сварки определяется:
свариваемыми материалами;
толщиной заготовок;
условиями сварки.
По степени автоматизации процесса дуговой сварки различают
ручную электродуговую сварку;
полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
автоматическую — Проводится в атмосфере защитных газов без участия человека.
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Преимущества
Электродуговой метод обладает очевидными достоинствами:
высокая мобильность;
малое время подготовки ;
низкая стоимость в расчете на килограмм шва;
высокая производительность;
способность работать от бытовой электросети (в случае применения сварочных инверторов);
широкая доступность оборудования, сопутствующих и расходных материалов.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
обмазка склонны к отсыреванию, это приводит к появлению дефектов;
для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.
Современным типом оборудования для электродуговой сварки является инвертор. Его устройство во много раз сложнее, чем у трансформатора, зато он лишен его недостатков.
обладает малым весом и габаритами;
не влияет на питающую электросеть;
обеспечивает стабильные параметры дуги;
легок в освоении и использовании.
Инвертор выдает постоянный ток.
Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Электроды и защитные газы
Электрод — один из главных участников процесса. От его правильного подбора во многом зависит качество соединения.
Плавящийся электрод не только подает ток в зону дуги. Плавясь, он понемногу стекает в сварочную ванну, его металл входит в состав материала шва.
Флюсовая обмазка, сгорая в огне электродуги, выделяет защитные газы. Их облачко скапливается над сварочной ванной, вытесняя кислород и азот, содержащиеся в воздухе. Твердые остатки сгорания флюса образуют на поверхности шва корочку шлака, которую после остывания удаляют механическим способом.
При сварке неплавящимся стержнем в зону дуги требуется вводить присадочную проволоку.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
заводы металлоизделий;
машиностроительные производства;
строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
аэрокосмические предприятия;
судостроение;
производство транспорта;
предприятия по выпуску бытовых приборов;
и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.
Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Требования госстандартов
Типы сварных соединений, спецификации сварочных материалов, методики проведения электродуговыхработ регламентируются ГОСТами России и соответствующими их международными стандартами. Этим нормам надо следовать для обеспечения качественной, производительной и безопасной работы. Самые употребительные из них — это:
ГОСТ 5264-80 описывает виды и способы выполнения сварочных швов ;
ГОСТ 14771-76 регламентирует использование защитных газов при сварочных работах;
ГОСТ 26291-79 посвящен типам электродов и соответствующих им режимов сварки.
По мере освоения профессии, роста квалификации и сложности работ сварщик все чаще обращается к государственным стандартам.