Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
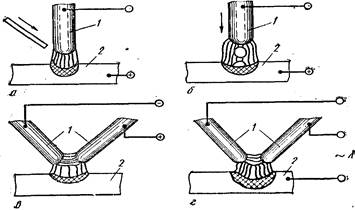
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Рис. 5.5.Основные виды дуговой сварки:
а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6.Последовательность процесса зажигания дуги:
а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
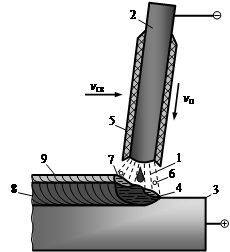
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности
Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
Рис. 5.9.Автоматическая дуговая сварка под флюсом:
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы.
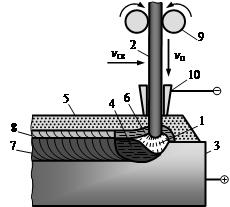
В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6.
Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла.
Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий.
Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная.
Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью vп (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
.Сварка в защитных газах
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0,2…1,5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
Техника ручной дуговой сварки покрытыми электродами
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
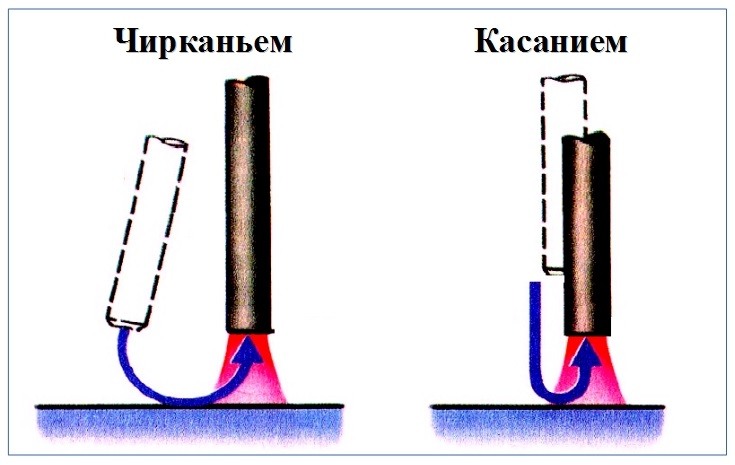
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
Способы зажигание сварочной дуги
Важно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
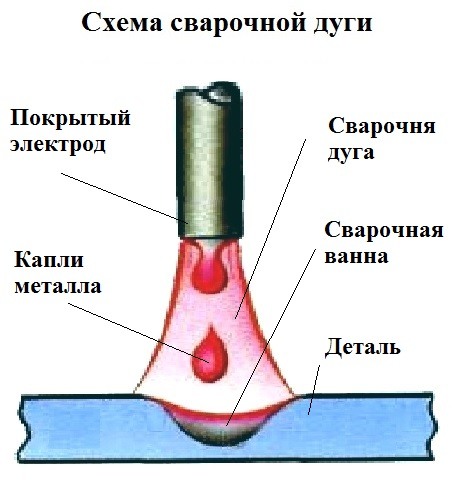
Сварочная дуга
В зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во время сварки электрод движется в трех направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье – поперечные колебания электрода, производится для заполнения разделки по ширине шва. От техники этих движений зависит формирование шва, отсутствие дефектов, несплавлений и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны
Траектория движения электродом
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сущность ручной дуговой сварки
Ручная дуговая сварка относится к термическому классу сварки. Процесс осуществляется сварочными электродами, подача которых в дугу и перемещение вдоль свариваемых заготовок выполняется сварщиком вручную. В процессе сварки происходит оплавление поверхностей свариваемых заготовок под воздействием электрической дуги с образованием общей ванны расплавленного металла, после кристаллизации которой и получается неразъемное соединение.
Электрическая дуга представляет собой мощный стабильный электрический разряд в газах, сопровождаемый выделением значительного количества тепла и света. Возникновение дуги обусловлено эмиссией электронов с катода и ионизацией газового промежутка. Выделение электронов с поверхности катода достигается за счет термо- и автоэлектронной эмиссии, а также эмиссии в результате ударов положительных ионов. Ионизацию газового промежутка вызывают нагрев, облучение и соударение частиц.
Дуга горит между сварочным электродом и свариваемым (основным) металлом. Применяют неплавящиеся и плавящиеся электроды (рис. 1). Неплавящиеся электроды изготавливают из электротехнического угля, синтетического графита или вольфрама. Для плавящихся электродов наиболее распространенным материалом является холоднотянутая проволока, а также ленты и электронные пластины.
Ручной дуговой сваркой соединяют углеродистые, легированные и высоколегированные стали, чугуны, медь, алюминий, титан и сплавы на основе указанных металлов. Применяют постоянный или переменный электрический ток.
Электроды для ручной сварки представляют собой стержни длиной 50…450 мм с нанесенными на них покрытиями, которые обеспечивают стабильное горение дуги, защиту расплавленного металла, получение шва заданного состава и свойств. При сварке сталей в качестве стержней используют стальную сварочную проволоку диаметром, мм 1,5; 2,0; 3,0; 4,0; 5,0; 6,0 и 8,0. Покрытия в зависимости от химического состава бывают рутиловыми (обозначаются буквой "Р"), кислыми (А), основными (Б), целлюлозными (Ц), смешанными (например РБ) и прочими (П).
По назначению стальные электроды, согласно государственным стандартам, подразделяются на 4 типа:
1) Электроды для сварки конструкционных сталей. Обозначаются буквой "Э" и цифрой, указывающей минимальный предел прочности в 10 -1 МПа, например: Э38, Э50, Э85, Э150. Здесь различают электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа (в условном обозначении электродов ставится буква "У") и электроды для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (обозначаются "Л").
2) Электроды для сварки легколегированных теплоустойчивых сталей, например: Э-09М, Э-05Х2М, Э-10Х1М1НФС. Здесь и далее число, стоящее после буквы "Э", указывает содержание углерода в сотых долях процента, последующие буквы и цифры показывают гарантированное содержание легирующих элементов в наплавленном металле по тем же правилам, что и при маркировке сталей. В условном обозначении ставится буква "Т".
3) Электроды для сварки высоколегированных сталей с особыми свойствами (В): Э-02Х11НВМФ, Э-02Х19Н9Б. Эти электроды применяют для сварки коррозионностойких, жаропрочных и жаростойких высоколегированных сталей.
Каждому типу электрода соответствует одна или несколько марок электродов, т.е. негостированных обозначений электродов, присвоенных заводом-изготовителем. Марка электродов характеризуется определенным составом покрытия, маркой электродной проволоки, технологическими свойствами и характеристиками наплавленного металла.
Условное обозначение электродов для сварки сталей состоит из марки электрода, его типа, диаметра, типа покрытия, механических характеристик наплавленного металла и металла шва, номера ГОСТа.
Например, обозначение расшифровывается следующим образом: Э46А – тип электрода по ГОСТ 9467-75 (Э – электрод для дуговой сварки; 46 – минимальное значение временного сопротивления sВ=460 МПа; А – металл шва обладает повышенной пластичностью); УОНИ-13/45 – марка электрода; 3,0 – диаметр стержня электрода; У – электрод для сварки углеродистых и низколегированных конструкционных сталей; Д2 – электрод с толстым покрытием второй группы. Цифры 432(5) характеризуют прочностные и пластические характеристики металла; Б – тип покрытия (основное); 10 – указывает род используемого тока и пространственное положение шва.
Дуговая сварка. Сущность процесса. Виды дуговой сварки
Тема 3.2.1 Дуговая сварка. Сущность процесса
Вопросы:
2. Понятие об электрической дуге и ее основные свойства.
3. Сварочная проволока.
1. Дуговой сваркой называют сварку плавлением, при которой нагрев осуществляется электрической дугой. Электрическая дуга представляет собой длительный устойчивый электрический разряд между двумя электродами в ионизированной атмосфере газов и паров металла. Явление электрической дуги открыл В. В. Петров в 1802 г. Русский инженер Н. Н. Бенардос в 1882 г. первым в мире применил электрическую дугу для сварки металлов угольным электродом на постоянном токе. В 1888 г. русским инженером Н. Г. Славяновым был разработан способ дуговой сварки металлическим электродом, который в настоящее время является самым распространенным в технике. Этим способом можно сваривать постоянным и переменным током. В 1940 г. советский ученый Е. О. Патон разработал автоматическую сварку металлов под слоем флюса. Наша страна является родиной многих других открытий в области сварочного производства. Преимущественное применение имеет сварка переменным током. Это связано с тем, что стоимость электросварочного оборудования и расход электроэнергии для переменного тока значительно ниже, чем для постоянного.
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов и занимает по числу действующих установок, занятых рабочих и стоимости выпускаемой продукции, первое место среди других способов сварки.
Рис. 65 Способы электродуговой сварки:
а – неплавящимся электродом (способ Бенардоса); б – плавящимся электродом (способ Славянова); в – сварка дугой косвенного действия; г – сварка трехфазной дугой
Источником тепла при дуговой сварке служит электрическая дуга, которая горит между двумя электродами; при этом, как правило, одним электродом является свариваемая заготовка. В зависимости от материала и количества электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
сварка неплавящимся электродом (рис. 65, а) – угольным (способ Бенардоса) или вольфрамовым. Соединение осуществляется либо путем расплавления только одного основного металла 2,либо с применением присадочного металла;
сварка плавящимся электродом по способу Славянова (рис. 65, б). Электрод 1 подается в сварочную ванну жидким металлом;
сварка дугой косвенного действия (рис. 65, в). Дуга горит между двумя плавящимися или неплавящимися электродами 1,основной металл 2 нагревается и плавится теплом, излучаемым столбом дуги;
сварка трехфазной дугой (рис. 65, г). Два электрода 1 и деталь 2 подключены к разным фазам трехфазного тока; дуга возникает между электродами, а также между каждым электродом и основным металлом.
2. Электрическая дуга является мощным электрическим разрядом в ионизированной газовой среде. При низкой температуре газ не проводит электрический ток. Газ может проводить электрический ток лишь в том случае, если в газе появляются электрические частицы – ионы, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газов.
Сильно ионизированный газ столба электрического разряда – дуги обладает повышенной электропроводностью, приближающейся к электропроводности металлов, и обеспечивает поддержание устойчивого разряда при прохождении тока. Основаниями столба дугового разряда служат резко ограниченные области на поверхности электродов –электродные пятна (катодные и анодные). Ионизация газа происходит в основном в результате соударений молекул с электронами, имитирующими с поверхности отрицательного электрода (катода). С увеличением силы тока увеличивается кинетическая энергия электронов.
В дуге происходит взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами; в результате этого кинетическая энергия частиц переходит в тепловую и происходит нагрев и расплавление электрода и основного металла.
На рис. 66 схематически показан процесс зажигания дуги при сварке. Он состоит из трех этапов: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3…6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 66, а) производится с целью разогрева торца электрода 1 и основного металла в зоне контакта с электродом 2. После отвода электрода (рис. 66, б) с его разогретого торца, являющегося катодом, под действием электрического поля происходит эмиссия электронов 3. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газон и атомами паров металлов приводит к их ионизации 4. В результате дуговой промежуток становится электропроводным и через него начинается разряд электрического тока. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 66, в).