Сварка 430 нержавейки tig
Обновлено: 21.09.2024
TIG-метод сварки нержавеющих металлов заключается в использовании неплавящегося вольфрамового электрода, подачи защитного газа и присадочного материала в рабочую зону. Процесс TIG сварки нержавейки осуществляется на постоянном токе обратной полярности, в данном режиме достигается высокая стабильность сварочной дуги, более мягкий и качественный провар. По составу присадочные прутки должны иметь более высокий класс легирования, чем обрабатываемое изделие.
Импульсная TIG сварка нержавейки
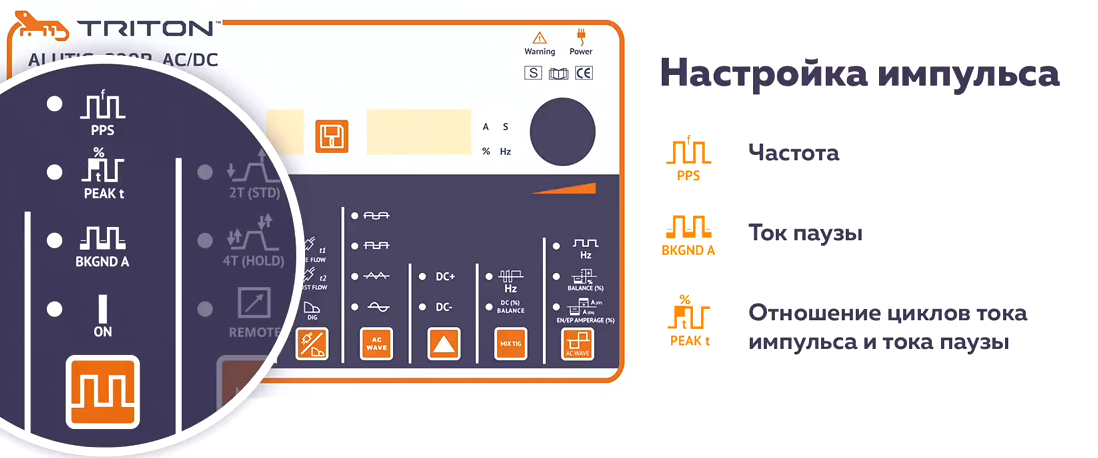
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Для качественной сварки разных по химическому составу металлов, необходимо более подробно ознакомиться с технологией и условиями сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
Для аргонодуговой сварки нержавеющих металлов необходимо подготовить следующее оборудование и материалы:
Особенности
Для получения качественного шва при аргонодуговой сварке нержавейки важно следовать следующим рекомендациям:
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Сварка нержавейки

Внимание!
Информация собранна в разных источниках, в том числе из личного опыта сварщиков, монтажников и технологов.
В этой статье речь пойдёт только о популярных и ходовых марках стали. И без учёта требований ГОСТ так как по стандарту большую часть нержавеющих сплавов вообще нельзя варить. Например по ГОСТ 14771-76 варить нержавейку можно только дуговым способом в защитном газе.
Есть мнение, что разные сплавы нержавеющей стали имеют разную свариваемость и поэтому если планируются сварочные работы, то необходимо выбрать какую-то определённую марку нержавеющей стали, например AISI-304 (08Х18Н10).
Это отчасти верно и сталь AISI-304 сваривается лучше, чем AISI-430 (12Х17), но это не совсем так, 430 марку можно так же надёжно сваривать, как и любую другую при соблюдении определённой технологии и материалов.
AISI-430 относится к ферритным сплавам и не содержит никеля и при обычном способе сварки швы получаются хрупкими. Поэтому для устранения этого негативного факта её надо варить с высоколегированной присадочной проволокой и будет прочно, главное долго не перегревать, а также избегать резкого охлаждения металла и провести стабилизирующий отжиг.
Ферритные марки требующие соблюдение технологи сварки и сварочных материалов:
Хром в составе ухудшает качество шва.
AISI-409 (08Х13), содержание хрома 10,5-11,7%
AISI-430 (12Х17), содержание хрома 16,0-18,0%
AISI-439 (08Х17Т), содержание хрома 17,0-19,0%
Сварка аустенитных марок AISI-201/304/316/321
Свариваемость этих сплавов: легко сваривается разными видами сварки, гарантируя хорошее качество шва.
Электродами НИИ-48Г, ГС-1, ДС-12
Аргонно-дуговой сваркой на полуавтоматах проволокой 08Х20Н9Г7Т, 08Х21Н10Г6
Под флюсом АН-48 с использованием вышеуказанных сварочных материалов.
Испытания показали, что шов получается стойким к межкристаллической коррозии (МКК).
Для предупреждения образования в швах и околошовной зоне горячих трещин рекомендуется:
Следует применять режимы, уменьшающие долю основного металла в шве, и использовать припой и сварочные материалы с минимальным содержанием (серы, фосфора, свинца, олова, висмута). Применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку.
Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин.
Сварка ферритных марок AISI-409/430/439
В ферритных марках никель заменён на марганец это не способствует хорошей свариваемости.
При сварке хромистых ферритных сталей появляются определённые трудности. При нагревании до температуры 600…900° С хром, вступает в реакцию с углеродом, образовывая карбиды. Кристаллиты карбидов, находящиеся внутри металла, становятся причиной межкристаллитной коррозии, которая существенно ухудшает механические свойства стали.
Хром имеет свойство сильно окисляться. При окислении хрома образуются частые тугоплавкие окислы, которые, также, отрицательно влияют на свариваемость сталей этого типа.
Оптимально использовать дуговую сварку в инертных газах при соблюдении минимального энерговклада в свариваемый шов. Рекомендуется сварка «сверху» (то есть, когда свариваемая поверхность расположена ниже сварочного инструмента). В качестве присадочного материала можно использовать аустенитную проволоку 309Lsi( Cв-07Х25Н13, Св-08Х25Н13БТЮ) и т.п. Можно использовать электроды или присадочные проволоки на основе ферритной хромистой стали марки AISI 430.
Для того, чтобы гарантировать адекватную коррозионную стойкость необходимо убрать окалину и цвета побежалости травлением или механической обработкой щетками из нержавеющей стали и пропассивировать холодным 10-20% раствором азотной кислоты. Необходима последующая тщательная промывка холодной водой и сушка.
ферритные сплавы имеют достаточную свариваемость для многих «статических» применений. Однако шов может быть хрупким при газовой сварке (при нагревании происходит рост зерен в микроструктуре металла). Свойства усталости 430 AISI в сваренном состоянии низкие, и ее не рекомендует для применений, где используется растяжение, или другие воздействия.
Сварка стали AISI-304/430 видео
Технология сварки ферритных хромистых сталей
Сварку ферритных сталей выполняют с предварительным подогревом до температуры 300-400°C и последующим, после сварки, высоким отпуском (нагрев до температуры 650-750°C и последующее медленное охлаждение). Высокий отпуск необходим при сварке сталей этого класса для снятия внутренних напряжений и восстановления начальных механических свойств стали.
Для сварки ферритных, сталей, применяют электроды из сварочной проволоки следующих марок: Св-01Х19Н9, Св-04Х19Н9, Св-07Х25Н13 с покрытием, имеющем в своём составе плавиковый шпат и окись марганца. Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Для сварки ферритных, как и для большинства высоколегированных сталей, применяют постоянный ток обратной полярности, при малых сварочных токах. Величину тока определяют из следующей пропорции: 25-30 А на миллиметр диаметра электрода. И делается это из тех соображений, что большинство высоколегированных сталей при сварке легко перегреваются, т.к. обладают малой теплопроводностью.
Отожженная 430-я сталь является самой мягкой и податливой и может использоваться для холодной формовки. Диапазон температуры отжига 780°C сопровождается последующим охлаждением на воздухе.
Отпуск после сварки обычно не требуется, хотя 200-300°C — рекомендованный диапазон температуры отпуска.
Как обработать швы нержавейки после сварки
Способ травление
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Способ шлифовка и полировка (для поворотов перил)
Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
Не заклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Шлифовка полировка сварного шва видео
Подготовка к сварке
Перед тем, как приступить к выполнению сварочных работ нужно провести предварительную подготовку стали. Края детали необходимо защитить от блеска, а так же произвести обезжиривание свариваемой поверхности с помощью органического растворителя, например ацетона.
Существует несколько способов, которыми можно воспользоваться, для получения качественного результата:
Ручная дуговая сварка (MMA). Рекомендуется использовать, если не предъявляется завышенных требований к качеству стыка. Главной проблемой будет подбор нужного электрода к конкретной марке стали. Самыми популярными вариантами электродов выступают карбонатные или рутиловые. В первом случае сварка осуществляется постоянным током, во втором — переменным.
Сварка неплавящимися вольфрамовыми электродами в инертной среде аргона (TIG). При данном виде сварки можно получить шов высокого качества, для этого будет нужно использовать высоколегированную проволоку.
Полуавтоматическая сварка в защитной среде инертных газов. Является преимущественным методом сварки, так как с помощью него можно работать с материалом различной толщины. В качестве среды чаще всего применяют смесь аргона и диоксида углерода. Процентное содержание последнего не советуется превышать более 2%, так как это может вызвать дефекты сварки.
Отдельные нюансы работы с нержавеющей сталью
Перед тем, как начать сварку, обратите внимание на следующие моменты:
Нержавеющая сталь обладает небольшим коэффициентом теплопроводности. Для того, чтобы избежать повышенное нагревание детали в районе шва, необходимо уменьшить сварочный ток на 25-30%.
При сварке осуществляется сильный нагрев электродов, такие условия их сильно изнашивают.
Если деталь достаточно толстая, зазор между швами нужно оставлять побольше, в противном случае возможно появление трещин.
Производить охлаждение швов желательно как можно быстрее, так как велика вероятности уменьшения антикоррозийных свойств металла.
При выборе метода сварки необходимо руководствоваться толщиной и маркой металла, а так же качеством ожидаемого результата.
FAQ сварка нержавейки
Какую нержавеющую сталь лучше выбрать для сварки?
Есть мнение, что разные сплавы нержавеющей стали имеют разную свариваемость и поэтому если планируются сварочные работы, то необходимо выбрать какую-то определённую марку нержавеющей стали, например AISI-304.
Это отчасти верно и сталь AISI-304 сваривается лучше, чем AISI-430, но это не совсем так, 430 марку можно так же надёжно сваривать, как и любую другую при соблюдении определённой технологии и материалов.
Чем лучше варить аустенитные марки?
Свариваемость этих сплавов: легко сваривается разными видами сварки, гарантируя хорошее качество шва.
Электродами НИИ-48Г, ГС-1, ДС-12
Аргонно-дуговой сваркой на полуавтоматах проволокой 08Х20Н9Г7Т, 08Х21Н10Г6
Под флюсом АН-48 с использованием вышеуказанных сварочных материалов.
Испытания показали, что шов получается стойким к межкристаллической коррозии (МКК)
Какие электроды лучше использовать для сварки ферритных сплавов?
Как обрабатывать швы нержавейки после сварки?
Есть два способа - химическое травление и механическая обработка.
При травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода).
При механической обработке шов шлифуется болгаркой, после наносится специальная паста и шлифуется войлоком до зеркального вида.
Сварка нержавейки электродом
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- ; ;
- растворитель;
- стальная щетка; : маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки - аустенитных сталей представлены в таблице.
Сварка нержавеющей стали (нержавейки)
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.

Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления..
Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали

Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.
В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
Аргонная сварка нержавейки

Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки

При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки

Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.

Технология аргонной сварки неплавящимся электродом из вольфрама

С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом

Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки

Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки

Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: