Сварка алюминия аргоном вертикальный шов
Обновлено: 05.05.2024
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
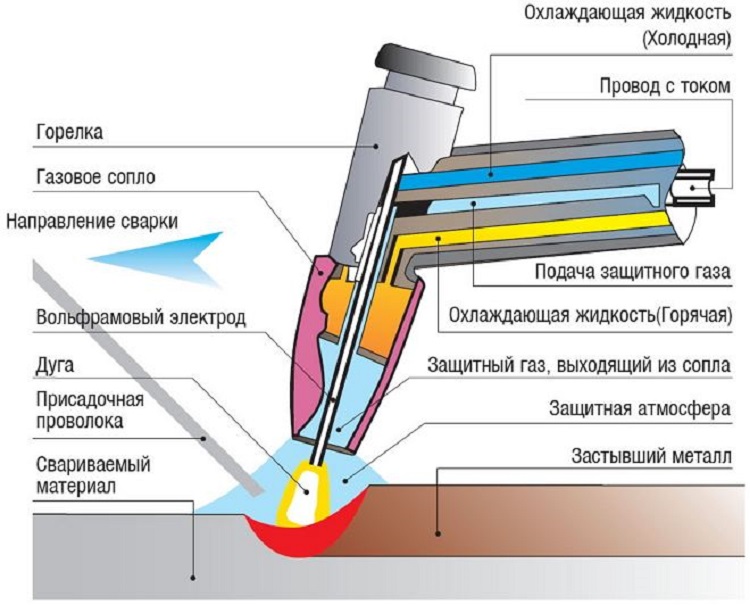
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.

Правила удержания электрода и присадочной проволоки
Сварка алюминия аргоном - особенности и технология для начинающих
Алюминий по своей природе имеет ряд преимуществ перед другими металлами. Это в первую очередь малый вес, высокая прочность, стойкость к воздействию перепадов температур, невосприимчивость к коррозии и т.д. Именно по этим причинам алюминий используется в различных отраслях промышленности: пищевая, химическая, автомобилестроение, машиностроение, кораблестроение и т.д.
Для получения высокопрочного сварочного соединения используется несколько способов сварки, но одним из самых лучших считается метод аргонодуговой сварки TIG. Данный метод обеспечивает высокую прочность шва, глубокий и плотный провар, красивый внешний вид соединения. Поэтому ТИГ-сварка в простонародье имеет еще одно название – «элитная сварка».

Особенности сварки алюминия
- Наличие оксидной пленки на поверхности изделия. Температура плавления оксидной пленки более 2050°С. Для ее удаления используется метод травления (очистки металла) и специальное сварочное оборудование.
- Невысокая температура плавления. Алюминий обладает низкой температурой плавления (660°С) и высокой теплопроводностью, в результате возрастает вероятность прожига заготовки.
- Требуется большее вложение энергии. За счет большой теплопроводности алюминия, нужно вносить при сварке до 6 раз больше тепла, чем при сварке простой стали, или применять метод предварительного прогрева.
- Образование пор в сварочном шве. Поры в алюминиевых заготовках, в отличие от стальных, формируются внутри сварочного шва, возле границ сплавления с обрабатываемым металлом у поверхности сварочного соединения.
Достоинства TIG-сварки алюминия
При контактах с кислородом, на поверхности алюминия создается тонкий слой оксидной пленки, для проплавления которой нужна очень высокая температура. Поэтому используется подача защитного газа аргона, который способен вытеснять кислород из зоны сварки. При этом присадочный пруток расплавляется, создавая прочный сварочный шов.
Достоинства сварки алюминия методом ТИГ на переменном токе:
- достигается аккуратный тонкий шов высокой прочности;
- возможность сваривать разные сплавы на основе алюминия;
- высокая стабильность сварочной дуги;
- плотный глубокий провар и высокопрочное соединение на протяжении всего шва.
Что применять для аргонодуговой сварки TIG изделий из алюминия
Для аргонодуговой сварки TIG алюминия используют специальные аппараты с возможностью сварки на переменном токе AC TIG.
Импульсный режим сварки TIG Pulse позволяет добиться более качественного проплавления алюминиевых заготовок с контролируемым тепловложением, исключая коробление, наплывы и прожиг металла.
Также важно использовать качественную маску типа «Хамелеон» или сварочный щиток. При использовании маски «Хамелеон» затемнение будет происходить автоматически, за счет специального светового фильтра.

Для чего используется переменный ток
При сварке алюминия на постоянном токе обратной полярности, оксидная пленка будет разрушаться, но при этом нужно использовать высокие токи для проплавления тугоплавкого материала.
При сварке на высоких токах начинает быстро разрушаться вольфрамовый электрод, и возрастает риск прожига заготовки. Сварка постоянным током при прямой полярности не позволяет разбить оксидную пленку, хотя и делает дугу более стабильной.
Режим переменного тока позволяет автоматически переключать полярность тока во время сварочного цикла. В результате в начале цикла будет разрушаться оксидная пленка, а при следующем цикле осуществляется глубокий и плотный провар алюминия. Настройка полярности и баланса тока позволяют минимизировать разрушение вольфрамового электрода, увеличивая его срок службы, и при этом регулировать зону очистки и глубину проплавления.
Как и для чего подготавливают алюминиевые изделия перед сваркой
От подготовки поверхности заготовки зависит качество будущего шва. Перед работой необходимо очищать каждое изделие, даже если визуально на его поверхности не видно следов масел, стружки и прочих загрязнений.
Процесс подготовки заготовки:
- с помощью растворителя (ацетон, бензин, уайт-спирит) обрабатывают рабочую поверхность алюминия;
- затем зачищают химическим или механическим методом поверхность, удаляя оксидную пленку;
- после чего необходимо просушить изделие до начала цикла сварки.
Для механического метода очистки используется наждачная бумага или проволочные щетки. Химический метод – применение щелочных растворов с последующей промывкой в горячей и холодной воде и просушкой заготовки.
Сварка алюминия аргоном: Что нужно знать
В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
- На воздухе чистый алюминий окисляется. Оксид Al 2 O 3 — это тугоплавкое соединение, переходящее в жидкое состояние при 2050 o С. Само собой это существенно усложняет процесс сварки. Для того чтобы работать с алюминиевыми деталями потребуется специальная подготовка материала, которая доведет его до «чистого» состояния.
- Температура плавления чистого алюминия составляет всего 660 o С. Высокий риск прожига требует тщательного контроля параметров сварочного аппарата и выверенных движений во время сварочного процесса.
Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.

Технология TIG: преимущества метода
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Сварка алюминия аргоном: плюсы метода
- Стабильное горение дуги.
- Равномерный провар.
- Производство тонкого и аккуратного шва.
Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Оборудование

- Вольфрамовые электроды. Материал содержит небольшое включение редкоземельных элементов. Чем ниже их содержание, тем выше качество электрода и стабильнее дуга.

- Присадочный алюминиевый пруток. Расходник длиной до метра предлагается в разных диаметрах в интервале 1,6–4,0 мм. Желательно использовать материал после вскрытия упаковки.

Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
- Горелка TIG и сопла для равномерной подачи инертного газа к зоне расплава. Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
- Баллон с аргоном, оснащённый редуктором для регулировки давления.

Сварка постоянным и переменным током
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al 2 O 3 . В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
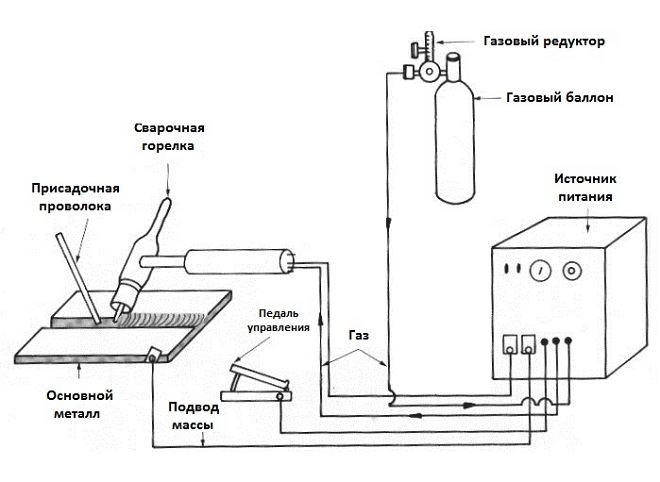
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Разумная ценовая политика, гибкая система скидок, интересные акции
Наличные, банковские карты, карты рассрочки, работаем с юр. лицами
Оригинальный товар, возможность возврата, сервисная поддержка, чек
Осуществляем доставку заказов в любую точку Беларуси 6 дней в неделю
Вы смотрели

Горелка сварочная MIG MAG WG-15AK (3м, 180А) SOLARIS (WG-15AK3)
Все о сварке алюминия аргоном
Хороший сварщик — тот, который владеет максимумом возможных вариантов в своем ремесле. Зная все о сварке алюминия аргоном, он только увеличит свои шансы на успешное трудоустройство или получение выгодных заказов. Стоит исследовать этот вид деятельности основательно, узнать побольше про настройку сварочного аппарата и нюансы технологического процесса.


Особенности
Для начала стоит сказать о базовых основах, а именно, почему сварка алюминия аргоном так привлекательна. Причина проста: алюминиевые поверхности в обычных условиях содержат всегда неустранимую пленку окислов. Их производит сам кислород, содержащийся в воздухе. Помимо простого засорения, оксидная пленка плоха очень высокой температурой плавления — 2000 градусов против 660 у самого «крылатого металла». Закономерно поэтому, что сварщикам гораздо легче будет работать в среде, которая позволит убрать вредные наслоения и исключить их появление вновь.
Кроме того, попытка что-то сделать на открытом воздухе приведет еще и к ухудшению качества швов.


Сварочная ванна из химически нейтрального вещества элегантно решает и эту проблему. Теоретически сварщики могут применять другие газы. Однако гелий слишком дорог, а углекислота не дает необходимого результата в полной мере. Аргонная или, как еще говорят, аргонодуговая сварка — хороша также:
эффективным вытеснением воздуха из емкостей (так как аргон тяжелее);
абсолютной инертностью вещества (газ не будет ни с чем взаимодействовать);
отсутствием огневого или токсического риска;
сравнительной простотой образования токопроводящей плазмы.


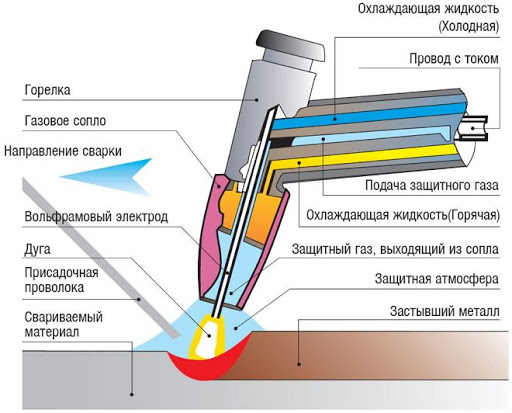
Принцип работы в инертной среде — применение специальной горелки. Ее середина содержит специальный электрод. Его изготавливают на вольфрамовой основе, выход за пределы конструкции составляет от 2 до 5 мм. Чтобы электрод стабильно оставался на месте, используется особый держатель. Выброс газа производится при помощи керамического сопла.


Температура, как и в других случаях, определяется характеристиками электрической дуги. Шов создают, используя тщательно подобранную проволоку. Удлинение дуги позволяет расширить шов, но это достигается ценой сокращения его глубины. Узкое углубленное сварное соединение формируется путем продольного перемещения электрода и горелки. Присадочную проволоку и электрод надо непрерывно держать в области, насыщенной защитным газом, и не выводить за ее пределы.


Обзор видов сварки
Аргонодуговая сварка может быть выполнена ручным способом. В таком варианте и движение рабочего элемента, и подачу проволоки берет на себя сварщик. В процессе работы применяют лишь неплавящийся тип электродов. Механизированный, он же полуавтоматический метод означает, что техническое приспособление будет подавать проволоку. Работать с горелкой по-прежнему будет сварщик.
В подобном варианте можно использовать уже и способные плавиться электроды. Эта технология разделяется на целый ряд частных направлений.
Самый сложный тип — автоматизированная технология. Оператор координирует действие дистанционно. Все большее распространение получают даже полностью автоматизированные системы, которые изначально настраивают и регулируют. Подобное решение очень привлекательно на промышленных объектах.
Оборудование и материалы
Необходимо учесть, что подходящее сварочное оборудование делится на 3 основных разновидности. Специализированные приспособления все время работают только с однотипными заготовками. Универсальные аппараты могут использоваться в различных режимах. Есть еще специальное оборудование — так называют промышленную технику, которая работает пусть и с разнородными деталями, но строго одинакового размерного ряда.
Необходимое качество обеспечивает только использование особой горелки с вольфрамовым расходным элементом. Все другие решения не позволяют достичь требуемых параметров.


Еще важную роль играет использование главного и вспомогательного трансформаторов. Основную роль играют дуговые аппараты со штатным напряжением 70 В. Вспомогательный трансформатор подключают, когда нужно обслужить коммутирующие устройства.
Кроме этого, потребуются:
контактор (он выдаст ток заданного напряжения);
электроды из вольфрама;
баллон, начиненный аргоном;
редуктор (монтируется на баллон);
выпрямители (дают стабильный постоянный ток автомобильного напряжения);
измеритель времени газового обдува;
специальный клапан и некоторые другие компоненты.




Необходима подача только газа с очень высокой чистотой, иначе высокие характеристики готовых изделий недостижимы. Не допускается наличие более 0,2-0,3% примесей (по отношению к общей массе). Запрещено присутствие в обнаружимых количествах:
углеводородов любого вида.


Отдельного разговора заслуживают используемые в аргонодуговой сварке алюминия присадки. Если варят сплавы с магнием и марганцем (не подвергавшиеся термическому усилению), то используют присадочный пруток TIG ER-5356.
Точным отечественным аналогом оказывается «Св-АМг5», выпущенный по ГОСТ 1975 года. В любом случае присадка должна быть как можно ближе к материалу обрабатываемого изделия.
Другое дело — литейные сплавы, которые легировали добавкой кремния либо комбинации кремния и марганца.
Настройка аргонового аппарата
Первоначально настраивают расход газа по манометру, расположенному максимально близко к шлангу. Рекомендуемый разброс значений от 6 до 12 л за минуту. Важно: в помещении расход должен быть ниже на 50%, чем на открытом воздухе. Турбулентность, появляющаяся при большом давлении, позволяет надежно защитить зону сварки за счет перемешивания воздуха и газовых струй на границе. Алюминий толщиной 1 мм варят, подавая от 30 до 40 А, соответствующий ток поступает на электрод толщиной 0,16 см.
Другие варианты:
1,5 мм — до 60 А и до 0,23 см;
2 мм — до 80 А и до 0,23 см;
3 мм — от 90 до 120 А и 0,32 см.
Полярность при работе по алюминию составляет 50/50. Но для эффективных манипуляций с чистым металлом, чтобы шов был тоньше, а электрод разогревался меньше, регулятор надо сдвигать в сторону уменьшения. Для сплавов соответствующий показатель наращивают, хотя увлекаться этим точно не стоит.
Переменные разряды с большой положительной полуволной сказываются на заготовках очень плохо.
Дуга затухает во время заваривания кратеров за 2, 3 или 4 секунды. Точное время определяется толщиной заготовок. Когда сварка завершена, аргон надо будет подавать еще от 3 до 5 секунд. Такая среда позволит защитить шов в самый критичный момент его формирования. Дополнительно польза от нее будет связана с охлаждением направляющих частей электрода.
Технология
Подготовка
Современная техника позволяет варить алюминий аргоном новичку, не имеющему хоть какого-то опыта. Но многое зависит от предварительного этапа. До начала сварки листового алюминия необходимо тщательно поработать с деталями. Все детали придется вычистить от загрязнения и жира, используя подходящие растворители. Снимать оксидную пленку можно металлической щеткой либо напильником. Важно: абразивные приспособления для этой цели не годятся.
Они приведут к попаданию мелких частиц во внутренний объем материала, и о хорошей сварке придется забыть. На кромках толстого (свыше 0,4 см) толщиной алюминия убирают фаски. Угол их снятия составляет строго от 45 до 65 градусов. Чтобы надежно удалить влагу, заготовленные детали заблаговременно прогревают до 150 градусов. Уменьшить опасность прожига тонкого слоя при работе помогает подкладывание пластин из меди или даже стали.
Что немаловажно, подобные подкладки ускорят рабочий процесс, сократят расход газа и электрической энергии. В любом случае варить алюминий в среде аргона желательно сразу после приготовления деталей.
Некрупные детали обезжиривают целиком. Если же дело доходит до работы с крупными компонентами, то их надо обезжиривать на расстоянии как минимум 10 см от крайних точек будущего шва. Пленку окисей снимают, используя шабер либо проволочную щетку из стали.
Иногда химически обработать большие детали нельзя. В этих случаях кромки зачищают стальной щеткой из проволоки. Перед такой обработкой или после нее поверхность протирают спиртом либо ацетоном. Важно: брать щетки из проволоки толще 0,2 мм не рекомендуется. Очень толстые проволочные части оставляют глубокие царапины, которые позднее вызовут серьезный дефект.
Важно: щетки требуется систематически отмывать в подходящем растворителе. Хранить детали, приготовленные для сварки, нужно только в теплых сухих комнатах. При этом кромки придется закрывать чистыми чехлами. Если приходится делать подготовительные операции очень долго, надо использовать крупный плавкий электрод. Дополнительно предпринимается максимум мер по защите от загрязнения.
Процесс
В пошаговой инструкции для начинающих по аргонной сварке алюминия указывают, что ровный шов на заготовке можно получить при помощи прихватывания с двух сторон. Присадочную проволоку требуется вводить сразу после создания сварочной ванны. Торможение часто оканчивается прожиганием дыры в металле. Длина электрической дуги в норме должна быть около 0,3 см. Профессионалы иногда дают и другое значение.
Положение электрода всегда должно быть под углом 80 градусов к поверхности. Проволоку держат под прямым углом к самому электроду.
Важно: подавать проволоку нужно максимально аккуратно, исключая рывки. В противном случае алюминий будет разбрызгиваться.
Тонкий металл варят, двигая электрод по стыку, не совершая поперечных движений, зигзагообразные движения возможны при работе по алюминию толщиной от 0,3 см.
Еще одна тонкость состоит в том, что проволоку двигают перед электродом, а не наоборот. Шов надо завершать, нажимая специальную кнопку. Она переводит аппарат в режим гашения дуги. Только после срабатывания специального таймера происходит окончательное отключение. Горелку нельзя двигать, пока обдув аргоном не окончен. Правильно выполненный шов имеет ребристую поверхность, каких-либо пор и трещин в нем быть не должно.
Отдельная тема — работа по сварке дисков автомобильных колес. Литые диски чинят, наплавляя пруток на проблемное место. Такой способ позволяет добиться получения плотного шва. На СТО всегда применяют аргонодуговую сварку на полуавтоматах. Они гарантируют исключительно однородную подачу присадок.
Сколы и трещины заблаговременно разделывают. Их глубина при этом неважна. Концевые части дефектов засверливают, убирая напряжение в слое металла. Пленку окислов на дисках, в отличие от листового металла, часто убирают абразивами. Только так можно добиться блеска, кромки непременно обрабатывают растворителем, чтобы убрать жир.
О сварке алюминия смотрите далее.
Читайте также: