Сварка алюминия без осциллятора
Обновлено: 16.05.2024
Сварка алюминия - это всегда актуальная тема среди водномоторной братии . Только вот аргонщики уже давно с ценами оборзели , магазы с китайскими клонами , китайскИХ же клонов сварочных аппаратов ваще никогда совести не имели .
Не дуду рассказывать про синергетику , кубы , пульсы , импульсы и т.д. , расскажу как собрать сварочный аппарат из того , что под руками в гараже валяется . Надеюсь кто нибудь поделится и своим опытом в этом деле .
Сварочный аппарат по алюминию ( в принципе ) состоит из 3 составных частей .
1, Источник сварочного тока .
2, Газовое оборудование .
3, Осциллятор .
Источник сварочного тока
Для наших целей подойдёт любой сварочный трансформатор , который в прошлой жизни уверенно варил электродами диаметром от 3 мм.и больше .
Ну понятно , что это трансформатор выдающий переменный ток , постоянка не нужна ! Если есть диодный мост , то его надо отключить .
Св. трансформатор может быль любого типа , но он должен иметь регулировку сварочного тока . Это может быть и крутилка сверху ( как на дроссельных аппаратах ) , так и сварочник с балластным сопротивлением ( балластником ) в любом исполнении , как в заводском , так и в виде пружины , спирали или просто набора тенов ( таких как в обогревателях ).
Если сеть у вас "просажена " очень желательно использовать сварочник с питанием от 380в ( то есть с подключением на две фазы ) , но можно и на 220 в .
Газовое оборудование ( условно говоря )
Оно состоит из баллона с аргоном , редуктора ( кислородного , азотного и тому подобных ) шланги , горелка .
Горелки продаются в магазах , нам нужна горелка воздушного охлаждения ( с жидкостными не стоит заморачиваться в гаражных условиях ) .
Пару слов касаемо редуктора . Себе поставил два редуктора , последовательно друг за другом . Регулировка газа стала очень плавной , ровной , "без плевков" . Можно ещё и расходомер аргона поставить , но это если интересно заморочиться . Достаточно просто поднести горелку к щеке или глазу , что бы определить необходимый расход аргона .
Осциллятор
Вот в нём обычно и возникала загвоздка .
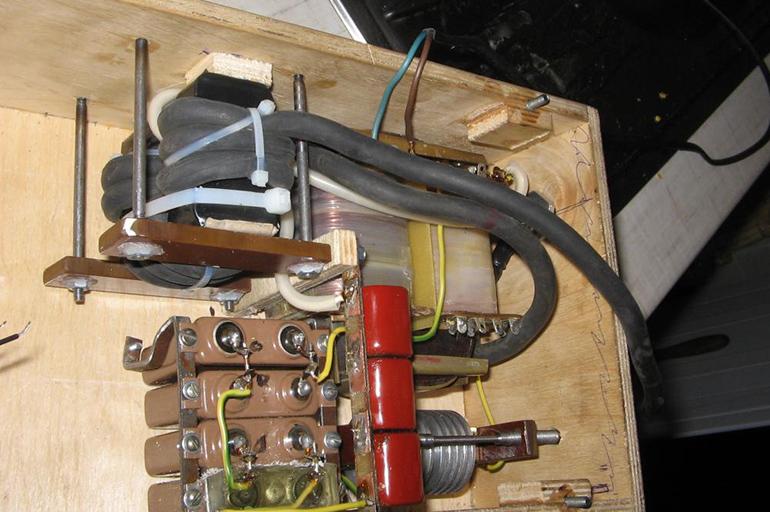
Я их переделал несколько вариантов . Расскажу про два самых удачных . Принципиальная схема у них одна и та же.
Один собран на трансформаторе от неоновой подсветки и имеет на выходе 10000 вольт ( это много он иногда пощипывает ) Ещё из за высокого напряжения , кожа на руках начинает как бы подгорать и к вечеру руки имеют запах , как будто тебя целый день на костре жарили и не отмывается этот запах гари .
К недостаткам этой конструкции можно отнести не очень стабильную работу на малых токах и дефицит используемых деталей ( например высоковольные конденсаторы трудно найти ) .
Но осциллятор безусловно рабочий .
Ещё один вариант осциллятора собран мною на основе трансформатора из микроволновки . Недостатков я не заметил . Отлично варит на малых токах ( да на любом токе - без проблем ) . Легко доступные детали , компактность , простота в изготовлении , абсолютно не бьёт током , не поджаривает сварного , допускает сварку " на массу " , имеет минимальные утечки " высокого напряжения на землю " , с ним аппарат варит очень мягко , "прощает ошибки " при сварке . Ну короче сам не нарадуюсь до сих пор .
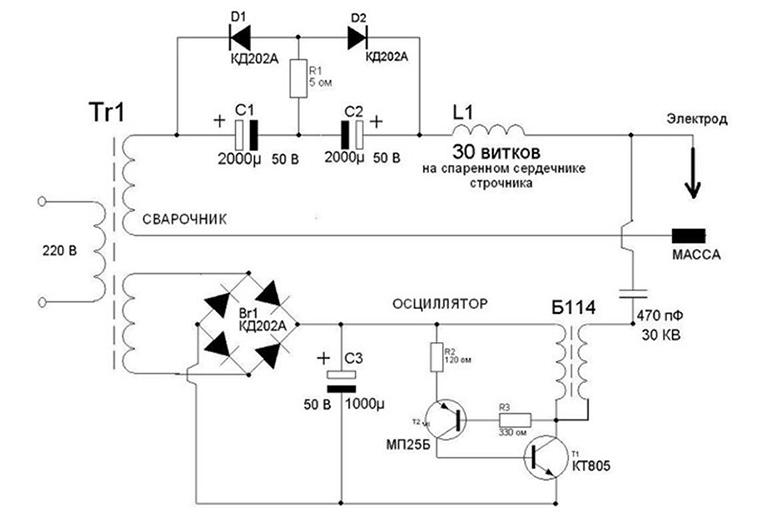
Как сделать осциллятор самостоятельно
.jpg)
ОБОРУДОВАНИЕ
Для начала сварочного процесса требуется розжиг электрической дуги. Чаще всего его осуществляют, многократно касаясь обрабатываемой поверхности электродом. Упростить эту задачу помогает использование специальных устройств. Собрать осциллятор своими руками можно, как и сам сварочный аппарат, для этого нужно иметь соответствующие знания.

Назначение осциллятора для сварки
Блок применяется для бесконтактного возбуждения дуги, облегчающего начальные этапы сварочного процесса. Осциллятор обеспечивает стабильное функционирование сварочного аппарата. Иногда блок встраивается в корпус агрегата вместе с источником питания. Осциллятор подает импульсные токи слабой мощности, способствующие возбуждению начальной дуги.
Сварщику достаточно поднести электрод к детали и нажать кнопку. Длительность импульса зависит от времени удержания клавиши. После появления дежурной дуги сварка ведется в стандартном режиме.
Если аппарат снабжен микропроцессорным управляющим модулем, осциллятор автоматически включается при спонтанном затухании дуги. Такой принцип действия обеспечивает стабильную работу аппарата при перепадах напряжения или ошибках сварщика.
Какие виды осцилляторов доступны для домашнего изготовления
Существует 3 типа устройств, изготавливаемых своими руками.
На непрерывной подаче тока
Сварочный осциллятор вырабатывает электрические импульсы частотой до 250 кГц, величина напряжения достигает 6000 В. Это приводит к быстрому возгоранию дуги на любом расстоянии от детали. Наложение выдаваемого осциллятором электричества на сварочный ток способствует стабильной работе аппарата. Из-за невысокой мощности устройство не представляет опасности для сварщика.

Осциллятор непрерывной подачи тока соединяется с источником питания последовательно или параллельно. Первый способ подключения считается более удобным. Он не требует использования дополнительных средств защиты блока питания от высокого напряжения.
Импульсный осциллятор
Такой прибор совместим с агрегатами, работающими на переменном токе. Осциллятор помогает удерживать дугу во время перемены полярности, наблюдающейся постоянно. Устройство выдает кратковременный импульс, помогающий зажечь начальную дугу.
Блок постоянного действия в таком случае оказывается менее эффективным.
C дополнительными конденсаторами
Прибор с накопительными элементами функционирует по принципу заряд-разряд. Для питания конденсаторов применяется отдельный модуль. На первом этапе детали передают энергию дуге. После этого конденсаторы разряжаются, отключаются от схемы, подсоединяются к зарядному блоку. При угрозе обрыва дуги синхронизирующее средство повторно переводит разрядники на рабочую линию агрегата.

Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
.jpg)
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
Конденсатор защищает сварщика от поражения током. В случае пробоя детали активируется плавкий предохранитель, разрывающий цепь при скачке силы тока.
Как использовать домашнее оборудование начинающим
Применение самодельного осциллятора для электродуговой сварки деталей из алюминия и иных материалов требует соблюдения следующих правил:
- Приборы могут использоваться как в помещениях, так и на открытых участках. При наличии осадков устройства нельзя применять на улице.
- Диапазон рабочих температур оборудования составляет -10…+50 °С. Применять осциллятор можно при влажности воздуха не более 95%.
- Устройства применяются при атмосферном давлении 85-105 кПа.
- Нельзя включать приборы в запыленных и загазованных помещениях, подвергать элементы устройства воздействию агрессивных веществ, способных разрушать металл и изоляцию.
- Разрешается работать только с заземленными приборами. Перед началом сварки проверяют правильность подключения осциллятора к электрической цепи, осматривают контакты.
- Демонтировать защитный корпус можно только после отсоединения оборудования от сети.
- На поверхностях прибора не должно присутствовать следов пыли, коррозии или нагара. При появлении загрязнений элементы аппарата зачищают наждачной бумагой.
Дополнение для инвертора
В таком случае вместе с основной техникой безопасности соблюдают следующие правила:
- В процессе сварки регулярно проверяют работоспособность блокировочного конденсатора. При повреждении этой детали оператор рискует получить электротравму.
- Настраивают и регулируют аппарат только в отключенном от сети состоянии. Это же касается процесса очищения поверхностей от нагара.
- Постоянно контролируют частоту импульсов. Она не должна быть более 40 мкс.

Для плазмореза
Осциллятор настраивают в соответствии с параметрами режущего устройства, в сочетании с которым он будет работать. Тиристоры подбирают опытным путем, ориентируясь на устойчивость дуги. При работе с устройством особо тщательно соблюдают технику безопасности.
Прибор непрерывно подает импульсы, поэтому ток на контактах остается даже после отключения от сети.
Изготовление ключевых деталей
Создание осциллятора для сварки своими руками начинают со сборки основных элементов:
- Повышающего трансформатора. Можно купить готовую деталь или сделать ее самостоятельно. Число витков и толщина жилы выбираются в зависимости от параметров работы будущего устройства. При намотке учитывают, что блок должен повышать напряжение до 6000 В.
- Колебательного модуля. Его изготавливают из катушки индуктивности, включающей ферритовый сердечник и намотанный на него силовой кабель. Для первичной обмотки достаточно 1 витка, для вторичной – 5. Контур снабжают разрядником и защитным конденсатором. Первый используется для выработки и освобождения ослабевающего импульса. Разрядник изготавливают из медных прутков и вольфрамовых стержней, передающих ток. Контактирующие с проводами области покрывают твердеющим диэлектрическим составом.
Колебательный модуль последовательно соединяют с конденсатором. После этого устанавливают разрядник, подключаемый к первичной обмотке трансформатора. Конденсатор можно приобрести или достать из нерабочего телевизора. Для выработки более стабильного напряжения используют сдвоенную катушку индуктивности. Кроме того, такой подход препятствует выходу аппарата из строя.

Обе части контура состоят из следующих компонентов:
- конденсаторов емкостью не менее 0,3 мФ;
- варистора с напряжением, соответствующим таковому на вторичной обмотке (90-150 В);
- ферритового стержня, на который наматывается медная жила сечением 15-20 мм².
Схемы для осциллятора
Способ подключения и виды компонентов оборудования зависят от того, в сочетании с каким аппаратом будет использоваться блок.
Управление с плазморезом
Для выработки плазмы в резаке требуется напряжение 20000 В. Поэтому конструкцию прибора дополняют искровым осциллятором.
На чертеже вспомогательного устройства обязательно отображаются такие компоненты:
- Кнопка запуска (S3). Включает блок питания плазмореза, обеспечивая подачу электричества в цепь осциллятора.
- Конденсатор (C5). От этой детали зависит длительность выдаваемого импульса.
- Тиристоры (T7, T8). После их закрытия питание осциллятора приостанавливается, дуга становится стабильной.
При повторном нажатии кнопки запуска конденсатор вновь накапливает заряд, система подготавливается к следующему циклу работы плазмореза.
В сочетании с аргонодуговой сваркой
В этом случае рекомендуется собирать осциллятор непрерывного действия. К электрической сети он подключается через трансформатор. Для сборки схемы не потребуются дорогие детали и сложные действия. Затруднения могут возникать только на этапе установки тиристоров. Их выбирают опытным путем, оценивая стабильность горения дуги.
.jpg)
Используют и более простые чертежи осцилляторов, не включающие тиристоров. Собрать устройство по такому чертежу можно, обладая минимальными знаниями электротехники.
Для инверторного устройства
Осциллятор для инвертора устанавливают между держателем электродов и выпрямителем.
Схема блока включает следующие компоненты:
- выпрямитель напряжения;
- средство зарядки конденсаторов;
- блок питания;
- модуль, вырабатывающий импульс;
- управляющий;
- клапан впуска газа;
- трансформатор повышающего типа;
- вольтметр.

Для работы с алюминием
При сварке этого металла соблюдают особые условия. Получать и удерживать мощную дугу в этом случае сложно. Поэтому сварочный аппарат дополняют осциллятором, превращающим низкочастотный переменный ток в высокочастотный. Компонент вводится в цепь параллельно инвертору или после него.
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.
Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Видеоинструкции для самостоятельного изготовления осциллятора
Приведенные ниже ролики помогут понять, как собирать устройство правильно, какие детали использовать, в какой последовательности их размещать.
Ютуб канал “ Скифософский ”
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Несмотря на простоту сборки, изготавливать осцилляторы из автомобильной катушки не рекомендуется.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Что такое сварочный осциллятор и как его сделать своими руками – 5 лучших схем
Если Вы хотите узнать о том, что такое сварочный осциллятор и для чего он нужен или вы хотите его самостоятельно сделать в домашних условиях, то все это вы найдете в нашей статье. Для Вас мы подробно описали принцип работы устройства, подобрали рабочие схемы и видео для сборки, а также способы откуда можно взять детали чтобы не тратить лишних денег.
Что такое «осциллятор» и его назначение для сварки
Осциллятор представляет собой генератор электрического тока высокой частоты. Ток позволяет связать катод и анод без прямого контакта. Устройство создаётся в модульном исполнении и включается в электрическую цепь между держателем вольфрамового электрода и источником питания.

«Продвинутые» сварочные аппараты поставляются уже с установленными осцилляторами – для максимального удобства сварщика. В любом исполнении устройство нужно для таких целей:
- создание краткосрочного импульса, вследствие действия которого между анодом и катодом возникает сварочная дуга – это смотрится практически как молния, проскакивающая между электродом и поверхностью металла;
- поддержание требуемого значения номинального напряжения сварочного тока – вследствие этого дуга становится стабильной, что гарантирует непрерывность сварки.
Активная мощность доходит до 200-250 Вт, при этом длительность выдачи импульсов не превышает 30-40 микросекунд. При замыкании на человека ток не представляет опасности – но только в безопасном режиме.
При появлении неисправности или ошибки в подключении электросварщик легко оказывается под угрозой получения электротравмы.
Основные виды
Создать самодельный сварочный осциллятор технически возможно и дома. «Заводские» модели стоят недешёво – но они являются просто набором электротехнических деталей, которые знающий специалист отыщет в находящихся рядом устройствах.
Сварочный осциллятор, выдающий рабочее напряжение постоянно, сравнительно безопасен для сварщика.
Он генерирует импульсы с напряжением до 6 кВ и частотой до 200-250 кГц. Его главное достоинство – в зажигании дуги вне зависимости от расстояния между электродом и свариваемым металлом. Стабильность в работе обеспечивается как раз постоянством наложения высокочастотной составляющей на сварочный ток.
Как разрядник эта деталь подключается параллельно или последовательно. При последнем варианте он нуждается в средствах защиты источника питания – высокочастотные колебания способны вывести его из строя.
Такой сварочный осциллятор оптимален для аппаратов на токе переменного рода.
Его главное достоинство – в удерживании разряда при смене полярности электрического тока (что происходит до 50 раз в секунду). Он генерирует сжатый во времени импульс – он и удерживает уже имеющуюся дугу.
Если сравнить с изделием постоянного действия, данный вариант имеет повышенную эффективность.
С дополнительными конденсаторами
Данный осциллятор для сварки менее распространён в силу относительной сложности: основную роль в нём играет пара-тройка дополнительных накопительных конденсаторов. Их заряжание производится силами отдельного блока питания, функционирующего ступенчато (разряд – заряд – разряд).
Суть работы устройства: в первую очередь накопленную энергию получает сварочная дуга, после чего выполняется отключение конденсаторов от основной схемы и их заряжание, но при разрыве дуги синхронизирующее устройство включает конденсаторы обратно в цепь, в результате чего успевшая накопиться энергия выбрасывается в воздушный зазор.
Устройство и принцип работы осциллятора
Осциллятор для сварки состоит из следующих основных компонентов:
- трансформатор: обязательная характеристика – повышающий (для образования необходимого напряжения);
- стандартный колебательный модуль: аппарат из катушек и конденсатора (одного или нескольких), нужен для генерирования колебаний высокой частоты;
- разрядник с вольфрамовыми электродами: для получения искры при пробое;
- стабилизатор питания: для выпрямления входного напряжения;
- блок контроля;
- линия обратной связи по току;
- предохранитель для разрыва электроцепи при чрезмерно резком повышении силы тока.
Также конструкция может включать в себя клапан газового типа (для защиты от повышения собственной температуры изделия), трансформатор выходной и датчики для механизации работы.
Для полной автоматизации устанавливается микропроцессор и элементы системы безопасности – они выдерживают корректную работу.
Функционирует этот механизм примерно следующим образом. Рабочее напряжение подаётся на повышающий трансформатор – на первичную обмотку. В результате электротехнического процесса на его вторичной обмотке возникает электродвижущая сила величиной в несколько киловольт. Текущая частота тока соответствует входной частоте (50 Гц).
Вторичная обмотка подключается к специальной конденсаторной сборке — так называемый «конденсатор колебательного контура». Начинается его постепенное заряжание, из-за чего в контуре проявляются собственные колебания. Их частота постепенно растёт и в какой-то момент превышает частоту тока входного.
При этом разомкнутый контур замыкается силами разрядника – специального ключа. Накопленные колебания поступают по энергоцепи, воздушный зазор «пробивается» напряжением, подаваемым с крайне высокой частотой, сварочный аппарат начинает активную работу.

Для полного представления невысокой сложности рекомендуем взглянуть на схему сварочного осциллятора.
Как использовать
Независимо от того, изготовлен осциллятор своими руками или куплен как готовое изделие, важно помнить про ряд основополагающих правил при его применении для ТИГ-сварки своими руками (впрочем, и для других способов тоже).
Сварочный осциллятор допускается применять только совершеннолетним лицам.
Для инвертора
Осциллятор для инвертора нуждается в дополнительных мерах безопасности:
- регулировка производится исключительно в состоянии полного отключения от питающей энергосети;
- общая очистка механизма и зачистка контактов производится в том же режиме;
- при работе важно проверять исправность блокировки на постоянной основе, важность этого сложно переоценить – выход из строя чреват электрической травмой сварщика или другого специалиста;
- частота импульсов также подлежит контролю – не допускается превышения 40 мкс.
Сварочный осциллятор, созданный своими руками или купленный, для плазмореза требуется подстроить под фактически применяемый плазменный резак. С целью получения устойчивого процесса для этого кропотливо подбираются тиристоры.
Главная особенность энергоцепи плазмореза – постоянное наличие импульсов, поэтому при выключении из сети контакты будут под напряжением. Технику безопасности забывать не стоит.
Схема сварочного осциллятора – техническое решение, основывающееся на том, какие планируются частота применения и условия эксплуатации.
Совместно с аргонодуговой сваркой
Осциллятор своими руками для аргонодуговой сварки следует создавать по принципу постоянного действия. Подключение производится через «штатный» трансформатор. Сборка не потребует дорогих или уникальных деталей, затруднения возможны только с тиристорами. Они подбираются при проверке устойчивости разряда.

Хотя возможно сработать и без тиристоров – схема осциллятора такой конструкции проще.
Схема осциллятора состоит из таких элементов:
- общий блок питания;
- источник питания для конденсаторов;
- выпрямитель входного тока;
- блок, генерирующий целевой импульс;
- трансформатор для создания повышенного напряжения;
- управляющий блок.
Монтируется готовое изделие между выпрямителем и держателем для электрода.
Подробнее о том что такое tig сварка можете узнать перейдя по ссылке.
Осциллятор для сварки алюминия
Самодельный осциллятор для обработки алюминия почти обязателен при отсутствии «заводского». Дело – в особом режиме горения дуги, который характеризуется слабой устойчивостью.

Главная задача при этом – постоянное превращение низкой частоты переменного тока в высокую.
С плазморезом
Осциллятор для инвертора создаётся искрового типа – ввиду необходимого напряжения порядка 20 кВт для генерирования плазмы. По нажатии его кнопки включения заряд начинает накапливаться в конденсаторе (конденсаторах), по готовности или необходимости сбрасываясь на воздушный промежуток.
Такие продаются готовые, но и сделать самостоятельно тоже возможно, главное – знать радиотехнику.

При изготовлении своими руками осциллятора для плазмореза важно не забыть такие элементы:
- кнопка для запуска источника питания всего плазмореза, вместе с который запитывается также и конденсатор;
- конденсатор (обращаем внимание на необходимые тип и мощность) – этот компонент напрямую влияет на продолжительность импульса;
- тиристоры (тоже – тип и мощность) – при закрытии тиристоров появляется устойчивость сварочной дуги.
Собрать осциллятор своими руками лучше всего с помощью опытного сварщика. При этом экономика тут проста: если варить придётся регулярно, оптимально купить сертифицированное изделие, а если буквально раз-два в год – дешевле сделать самому.
Для этого потребуются «обычные» дроссель (ферритовое кольцо с медным кабелем), готовый трансформатор, выключатель. Желателен индикатор замкнутости соединения (к примеру, МТХ-90).
Ввиду универсальности и широкого спектра возможностей инверторной и плазменной техники следует учесть особенности будущего применения сварочного осциллятора:
- целевое назначение: тип свариваемых сплавов и их толщина (поверьте, это имеет значение);
- требуемые параметры номинального тока и мощности – если они эксклюзивные (к примеру, достаточно высокие), электротехнические компоненты нужны будут недешёвые.

Для сборки прибора под инвертор своими руками следует не забыть следующее:
- обмотки трансформатора доводятся под требуемый ток – изменяется количество витков, сердечник дополнительно обматывается;
- устанавливается разрядник;
- цепь усиливается колебательным контуром, снабжённым одним или парой конденсаторов;
- после сборки выполняется проверка: кнопкой пуска активируется разрядник, который генерирует сварочную дугу.
Если прибор собран корректно, дугу будет легко зажечь, она будет отличаться высокой устойчивостью. Подробнее о том что такое дуговая сварка можете узнать перейдя по ссылке.
Осциллятор для плазмореза
Осциллятор для плазмореза своими руками собирается по известной схеме, но важно обратить внимание на конденсаторы. Наибольшим ресурсом и рабочей гибкостью считаются компоненты от люминесцентных ламп.

Как вариант можно включить в цепь не трансформатор, а умножитель напряжения – сняв его с телевизора, жидкокристаллического монитора или копировального аппарата.
Изоляцию важно обеспечить как можно более качественную – иначе ток высокой частоты «пробьёт» свою же обмотку. Для профилактики гудения рекомендуется обработать готовые намотки эпоксидкой.
Осциллятор своими руками можно собрать с помощью деталей из микроволновки. Основной компонент – трансформатор от СВЧ-печи, который станет силовым блоком. Он хорош возможностью создания целых 2,2 кВ – в безопасном режиме, в считанных десятках сантиметров от пользователей.
Нарастить с 2 кВ до 5-6 кВ можно с помощью добавляемых конденсаторов. Сердечник под высокочастотный трансформатор сгодится от устаревшего монитора.
Под первичную обмотку подходит медный кабель с толщиной 15 мм, под вторичную – с сечением до 50 мм2. Закрытие обмоток производится винилом и специальной трансформаторной бумагой.
Разрядники качественно получаются из обычных болтов и медных патрубков.
Клапан пуска аргона покупается готовым. Также в список покупок можно внести кнопку пуска вместе с её источником питания.
Как вариант применения подручных материалов можно взять части уже не микроволновки – а ненужного телевизора. Так, трансформатор ТДКС почти гарантированно будет в рабочем состоянии – он популярен для создания самодельной сварочной техники, поэтому его легко купить.
Схема которую автор демонстрирует на видео, вы можете скачать кликнув на картинку, и в открывшемся окне нажать правой кнопкой мыши и выбрать в пункт сохранить как.

Из катушки зажигания
Распространённость автомобильных катушек зажигания привела техническую мысль и к этой конструкции. Однако ввиду неполного сходства выходных характеристик с оптимальным уровнем всё же применять этот вариант не рекомендуется.
Катушка дополняется высоковольтным диодом и тиристорными сборками – для этого нужно владеть электротехникой. В ином случае дуга не будет гореть, а электробезопасность окажется под угрозой.
Основные ошибки
Чтобы не испытывать неудобств и не получать травм при эксплуатации данного прибора рекомендуется применять его исключительно по назначению – для соответствующего конструкции процесса. Теоретическую схему и готовую конструкцию лучше перед включением продемонстрировать опытному специалисту.
Для получения требуемой стабильности в работе иногда мало задействовать штатный источник питания. При постоянно меняющихся частоте и напряжении рекомендуется ввести в электроцепь так называемый автотрансформатор – он сгладит недопустимые колебания.
Планирование конструкции агрегата следует вести с запасом на погрешности и внешние влияния. Так, дроссель окажет неоценимую поддержку при сглаживании колебаний при их напряжении до 1 кВ и не позволит сгореть вторичной обмотке трансформатора, а конденсатор для блокировки будет защищать колебательный контур.
При прокладывании обмоток важно не допустить коротких замыканий – их легко предотвратить с помощью изолирующих материалов и пропитывания готовых жил специальными лаками (к примеру, бакелитовым).
Организация заземления – один из ключевых шагов в плане безопасности. Заземление позволяет избежать поражения электрическим током. Причём если основной вред от электричества наносится внутренним органам и крови, то оптимально планировать номинальную частоту тока до 300 кГц – так будут вызваны лишь ожоги кожи и верхних тканей.
Правила эксплуатации осцилляторов
Самодельный осциллятор следует защищать от осадков и образования конденсата. При работе вне помещения обязательно накрывать при дожде или снеге. Рекомендуется следить за влажностью воздуха: если она выше 95…98%, процесс следует отложить.
Агрегат должен располагаться в чистой атмосфере (без излишней загазованности и запылённости), на него не должны оказывать влияние химически агрессивные вещества;
Допускаемая температура окружающего воздуха должна быть в интервале от -15…-10 до +40…+50°С (в соответствии с инструкцией производителя, если она имеется).
Работать с ним можно не только сваркой – резка тоже возможна. В любом случае проверяется надёжность смонтированного заземления и всех остальных соединений.
Перед включением необходимо проверить корпус и соединения на отсутствие коррозии, пыли и грязи, смазочных материалов и жидкостей.
Расскажите в комментариях собрали ли вы осциллятор или купили готовый, а также почему приняли такое решение.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
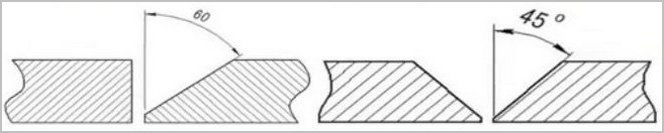
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Возможна ли сварка алюминия в домашних условиях инвертором?

В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
Без подогрева алюминиевых изделий и просушки плавящихся стержней, соединение не получится.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
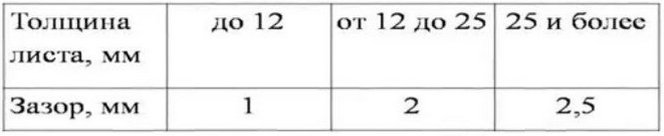
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
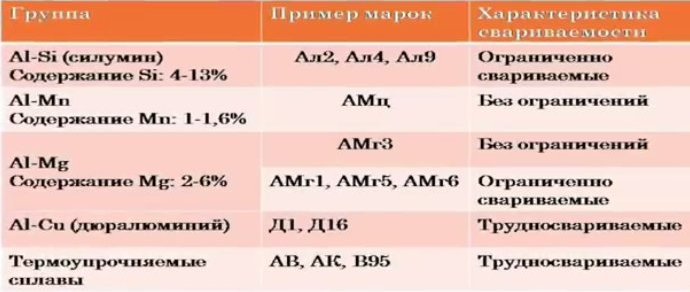
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.

Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение.
Некоторые особенности:

- необходимо проводить сваривание только током с обратной полярностью;
- чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой “Al” или стандартные модели, но с увеличенным диаметром;
- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
Аргоном (AC TIG)

В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта.
Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
Инвертором и покрытым плавящимся электродом

Шов, полученный электродом ОЗАНА-2.
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
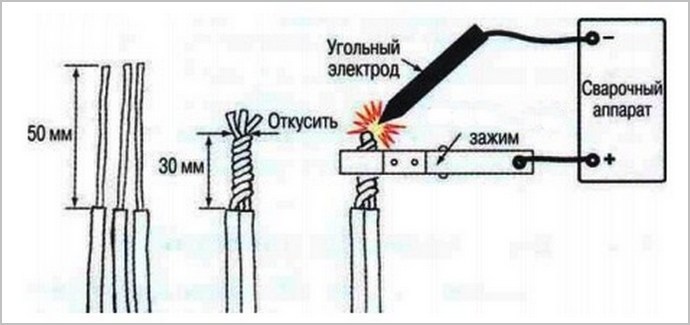
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Соединение выполняется без дуги, простым подносом электрода к скрутке на 1-2 секунды. На инверторном аппарате силу тока выставляют 20 А.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
P.S. Технология не сложная, на практике вы освоите процесс быстро.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Подведение итогов
С помощью данного метода вы сможете:
- — варить листовой алюминий;
- — алюминиевый профиль;
- — ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- — любые сварочные работы бочек или резервуаров;
- — сваривать токопроводящие шины;
- — и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Электроды

Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.

Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Кол-во блоков: 24 | Общее кол-во символов: 29710
Количество использованных доноров: 7
Информация по каждому донору:
Читайте также: