Сварка алюминия электродуговой сваркой
Обновлено: 27.04.2024
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
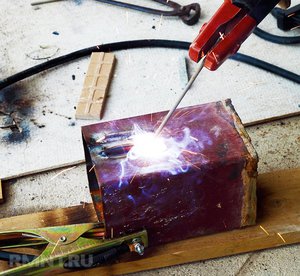
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Как правильно варить алюминий в домашних условиях
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.

Особенности сварки алюминия и его сплавов
Трудности сварки алюминиевых сплавов и чистого металла связаны с его свойствами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а металла — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, мгновенно окисляется, что препятствует созданию монолитного шва. Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высокой текучести металла в расплавленном виде контроль над сварочной ванной затруднен. Проблема решается подкладкой под заготовки железных пластин для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещины. В сплавы входит кремний, способствующий растрескиванию во время охлаждения соединения.
- У алюминия высокий коэффициент температурного расширения, поэтому усадка при остывании приводит к деформации заготовок.
- Из-за высокой теплопроводности сварку приходится вести током в 1,5 — 2 раза большим, чем при работе со сталью.
- При сварке алюминия своими руками не всегда удается определить марку сплава, поэтому настройка оптимального режима сварки затруднена.
Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
| Диаметр электрода, мм | Толщина металла, мм | Величина тока, А |
|---|---|---|
| 1 | 1 - 2 | 10 - 15 |
| 1,6 | 2 - 3 | 30 - 90 |
| 2 | 3 - 4 | 50 - 100 |
| 3 | 4 - 6 | 100 - 160 |
| 4 | 6 - 7 | 150 - 220 |
| 5 | 7 - 9 | 210 - 280 |
| 6 | 9 - 10 | 260 - 300 |
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.
Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки толщиной от 4 мм, если нет высоких требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося металла. Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении создает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Лучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если специальных электродов нет, вместо них можно использовать алюминиевые жилы кабелей. Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Сварка проводится постоянным током с обратной полярностью. Лучше пользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей должно приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины нагреваются до температуры 300 — 400⁰C. После завершения работы месту соединения дают медленно остыть, чтобы уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления алюминиевые электроды сгорают быстрей, чем стальные аналоги, поэтому сварка выполняется быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая затруднит повторный розжиг.
Сразу после завершения со шва оббивают шлак. Для удаления мелких крошек соединение промывают водой и чистят жесткой щеткой. Для полной уверенности в отсутствии частичек шлака дополнительно проходятся щеткой со стальной щетиной.
Полуавтоматом
Качественная сварка алюминия и его сплавов с созданием монолитных красивых швов выполняется полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается кратковременным разрядом высокого напряжения, которое затем снижается до исходного значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Однако, из-за высокой цены оборудования, оно редко используется домашними мастерами. Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Работая по этой технологии, следует учитывать ее особенности:
- Работа проводится на постоянном токе с обратной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с последующей корректировкой.
- У мягкой алюминиевой проволоки есть склонность к образованию петель. Для устранения этого недостатка ее подают механизмом с четырьмя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высокого температурного расширения алюминия проволока может застревать в отверстии наконечника. Проблема решается заменой на другой с большим диаметром или с маркировкой «Al».
- Из-за быстрого сгорания скорость подачи алюминиевой проволоки устанавливается больше чем при работе со стальной. Иначе она начнет плавиться внутри наконечника, выводя его из строя.
Подготовка поверхностей к сварке
Под правильным свариванием алюминия подразумевается не только настройка параметров процесса, но и предварительная обработка заготовок:
- Место соединения на расстоянии 2 — 3 см от стыка очищают от грязи и обезжиривают любым растворителем.
- При сварке деталей толщиной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- Прежде чем сваривать алюминий, с поверхностей возле стыка напильником или металлической щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтобы в царапинах не остались ее частички.
Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.
Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.
Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Как сварить алюминий инвертором — пошаговая инструкция
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Технология сварки алюминия электродом

В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.

Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.

Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды

Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.

Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Читайте также: