Сварка алюминия проволокой с флюсом
Обновлено: 27.09.2024
В отличие от спаивания деталей из других металлов и сплавов соединение алюминия при помощи пайки является наиболее трудновыполнимым. Оно требует специальных флюсов.
Особенности
Флюс для пайки алюминия существенно отличается от составов, используемых для паяния меди и стали. Для него применяются реагенты, легко растворяющие окисную плёнку на поверхности алюминиевой детали, препятствующую пайке.
По сравнению с цинком и железом алюминий более активен – за считаные секунды тщательно зачищенная алюминиевая деталь образует новую оксидную пленку. Причем последняя не менее плотная, чем только что счищенная. Чтобы при зачистке алюминиевой детали не допустить образования новой оксидной пленки, и нужен слой флюса, закрывающий доступ к алюминию кислорода из воздуха.
В отличие от меди и стали алюминий обладает низкой температурой плавления – всего 660 градусов. Из-за этого перегрев алюминия чреват уменьшением прочности самой детали. Нагрев алюминия до 300 градусов приводит к уменьшению устойчивости детали или всей конструкции, на которой производится пайка.
Алюминиевые сплавы по сравнению с чистым алюминием плавятся при температуре менее 600 градусов. Чтобы этого избежать, применяются более низкотемпературные припои, содержащие олово, кадмий, висмут и индий. За слишком низкотемпературную пайку пользователь расплачивается неудовлетворительной прочностью паяного соединения. Поэтому в припой, предназначенный для пайки алюминия, вводят цинк, хорошо растворяющийся в алюминии.
Соединение на основе цинксодержащего припоя удаётся более прочным – сам цинк плавится при 420 градусах.
Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.


Порошковые
Чтобы избежать данных затруднений, и придуманы высокоактивные флюсы. Один из таких видов – порошковый состав. Пайка с его помощью требует паяльной лампы – газовой горелки, создающей концентрированный, узконаправленный поток пламени. Но отдельно вводить кислород в пламя запрещается – флюс быстро выгорает, а на спаиваемых деталях в точке соединения образуется новая окисная пленка.
Простейшие порошковые флюсы – лимонная и ацетилсалициловая кислоты. При пайке они выделяют большое количество паров, содержащих органические соли на основе этих кислот. Вдыхание этих паров небезопасно. Альтернатива – высокотемпературный порошковый флюс на основе натриевой соли борной кислоты: только при температуре свыше 700 градусов он приобретает вязкость, и его применение для алюминиевых сплавов весьма ограничено.


Паяльный жир можно измельчить в порошок. Он изготавливается на основе любого тугоплавкого жира, технического вазелина, парафина и иных органических реагентов, сохраняющих твёрдость при комнатной температуре. В качестве основных неорганических реагентов – вода, «очищенная» от ионов, хлорид цинка и хлорид аммония.
Жидкие
Жидкий флюс часто содержит в себе минеральную кислоту либо соль на её основе. Испарение этого флюса при пайке ещё более опасно для глаз и органов дыхания, чем всё те же лимонная и «аспириновая» кислоты.
Его основное достоинство – наивысшее качество пайки. Кислота, вступая в реакцию с алюминием, образует на его поверхности солевой слой, легко поддающийся пайке. Недостаток жидких флюсов – их остатки нужно смывать после окончания работ, чтобы не допустить коррозии.
Популярные марки


Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.
Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.
Как сделать своими руками?
Зачастую под рукой нет крепких минеральных кислот. Их могут заменить кислоты органические: лимонная, уксусная, ацетилсалициловая и другие. Флюс также готовится на основе любого масла, в котором не содержится большого количества воды. Чтобы выпарить из масла воду, его прогревают при температуре до 200 градусов. При более высокой температуре оно пережигается до углерода.
Если нет технического или индустриального масла, воспользуйтесь солидолом, вазелином или парафином, в который добавляется стальная или медная стружка.
Его назначение – зачистить алюминий, счистить с поверхности детали оксидную пленку, а органический наполнитель не даст кислороду вновь окислить алюминий. Это и есть самодельный флюс с медью или железом. Некоторые паяльщики применяют в качестве наполнителя китовый жир.
Поскольку цинк лучше соединяется с алюминием, хлорид цинка готовится на основе соляной кислоты. Такой простой, но весьма активный, действенный флюс может применяться не только при пайке алюминия, меди, стали и цинка. Препараты, например, содержащие соляную кислоту таблетки, продаются в аптеке – они используются пациентами, у которых нарушена выработка этой кислоты для желудочного сока.
Чтобы приготовился раствор хлорида цинка, несколько таких таблеток растворяют в дистиллированной воде, а затем опускают туда цинковые пластины, вырезанные из металлического стакана солевых батареек. Когда выделение водорода прекратится – реакция окончена, флюс готов к применению.
Как пользоваться?
Паять алюминий следует только после полного удаления оксидной пленки. Зачистить соединяемые точки деталей наждачкой не удастся – на месте старой пленки оксида алюминия тут же образуется новая, хоть и более тонкая. Перед удалением окисной плёнки поверхность деталей обезжиривают с помощью ацетона, 646-го растворителя или спирта.
После растворения оксидной пленки детали зажимают в тисках, прогревают паяльником и наносят слой припоя. При отсутствии флюса под разогретой и размягченной канифолью поверхностные слои, включая оксидную пленку, соскабливаются при помощи жала паяльника; такое место спайки не будет отличаться повышенной прочностью.
Если есть возможность, мелкие детали в точке спайки погружаются в предварительно расплавленный припой, при этом паяльник должен иметь повышенную мощность – вплоть до 100 Вт.
Подробнее о флюсе для пайки алюминия смотрите в видео ниже.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
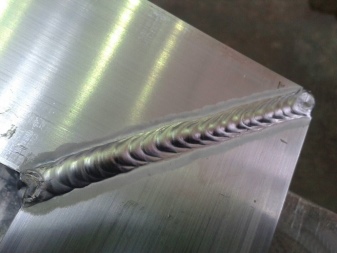
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? - порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс - ссылка на припой.
Стоит недорого, советую брать сразу упаковку - в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка - это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Пайка различных металлов проволокой с Aliexpress

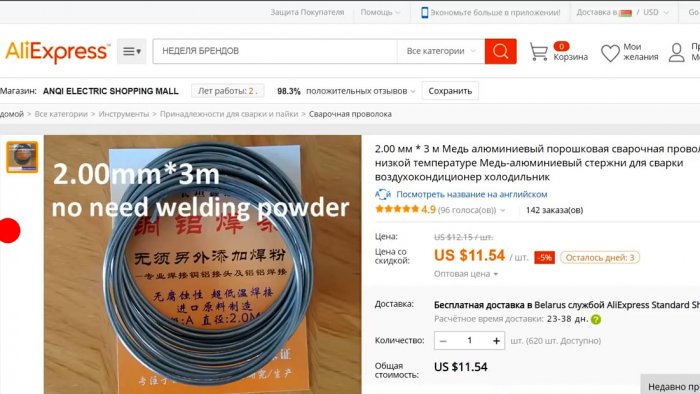
На Алиэкспресс есть прекрасная проволока с флюсом, которая называется сварочной проволокой. С ее помощью можно паять не только алюминий, но и практически все металлы!
Эта трехметровая проволока с температурой плавления 360 градусов Цельсия обойдется примерно в 11 долларов 54 цента.
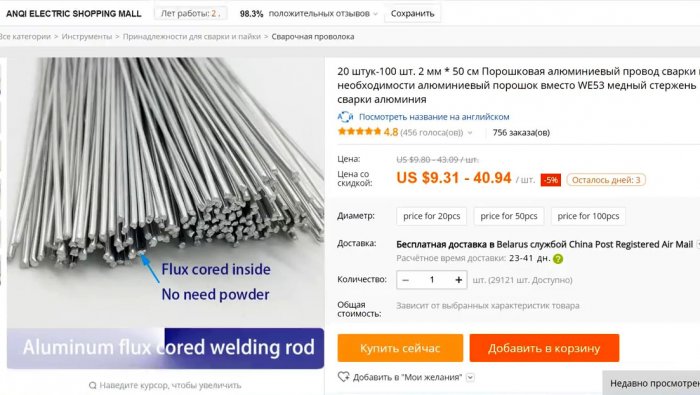
Если поискать, то можно найти такую же проволоку намного дешевле предыдущей: за 10 метров просят всего 10 долларов. Правда здесь выше температура плавления, которая достигает 490 градусов Цельсия. Поэтому, если первая проволока подходит для тонкого алюминия, то этой удобно будет сваривать толстый металл.
Эта проволока пользуется повышенным спросом у жителей бывшего СССР видимо потому, что в них живет много Кулибиных.
Что нужно для пайки алюминия и других металлов?
Процесс пайки пошагово:


Важно! Греть надо соединяемые детали, но не проволоку. Поэтому зажигаем горелку и хорошенько прогреваем детали.

Как только все хорошо прогрелось - дотрагиваемся проволокой до стыка. Если она растекается, значит приступаем к пайке, распределяя припой ровно по стыку. Если же температуры не достаточно - продолжаем греть.



После формирования сплошного шва, даем изделию самостоятельно остудиться, специально охлаждать не нужно!

После остывания получилось герметичное соединение, которое точно не развалится. Почти как настоящая сварка.

Паять друг с другом можно изделия не только из одного металла, например, из алюминия, но также из разных металлов: меди, стали и т.п. Так можно соединять алюминий с латунью, латунь с латунью и даже латунь со сталью.



Удивительная прочность соединений позволяет паять даже те детали, в которых затем будет жидкость или воздух под большим давлением!
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Читайте также: