Сварка алюминия стальной проволокой
Обновлено: 18.05.2024
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
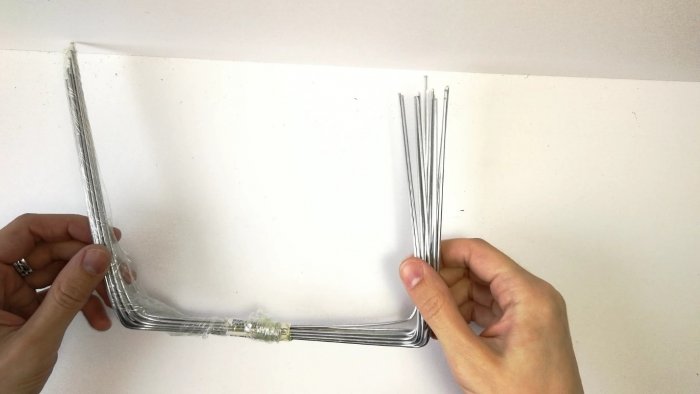
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
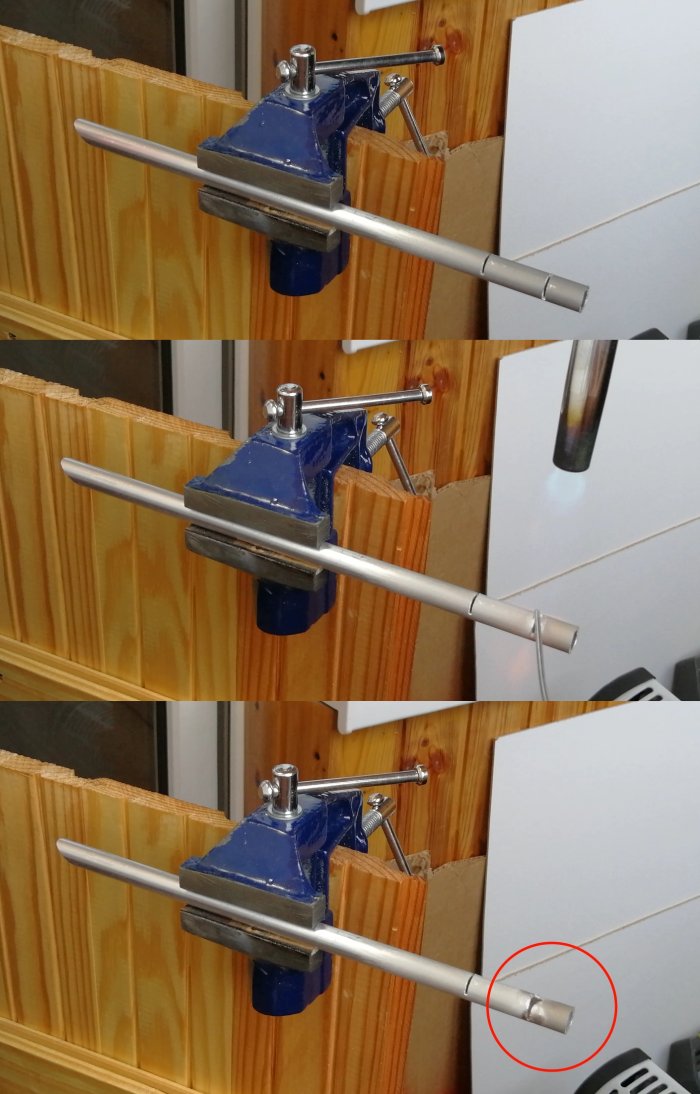
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


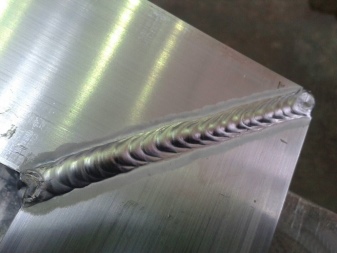
После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

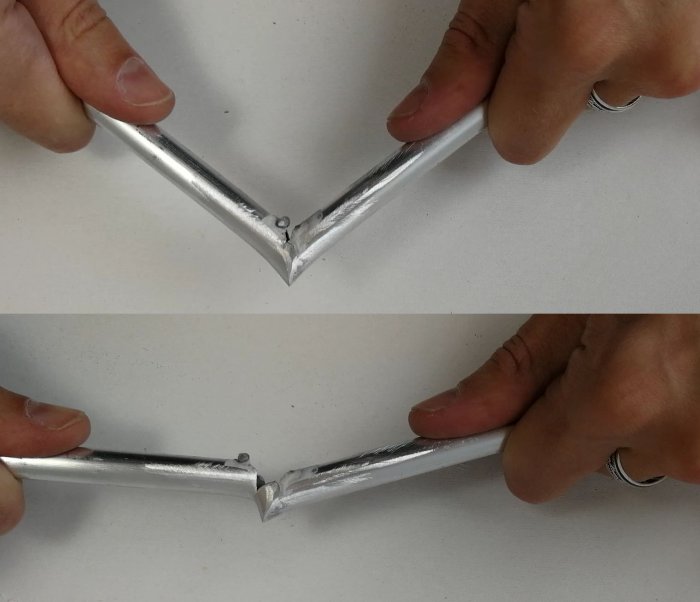
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология

Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл

Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода

Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам

Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.

- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.

- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия

На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия

В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: