Сварка алюминия точечной сваркой
Обновлено: 17.05.2024
Настоящая инструкция распространяется на контактную точечную сварку деталей из алюминиевых сплавов типов АМг, АМц, Д16 и сплавов на основе магния типов МА1, МА8, толщиной от 0,3 до 2,0 мм.
Инструкцией надлежит руководствоваться при разработке технологических процессов, изготовлении, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления и инструмент даны в Приложении.
Выполнение контактной точечной сварки должно производиться при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Материалы для изготовления электродов и подготовка электродов к сварке
Изготавливать электроды из медных сплавов марок «МК», «МСр» или «БрХЦр 0,3-0,9» ГОСТ 14111-77.
Выполнять форму контактной рабочей части электродов только сферической. Радиус сферы и диаметр электрода в зависимости от толщины свариваемых деталей выбирать согласно таблице 1.
| Толщина свариваемого материала, мм | Размеры электродов, мм | |
|---|---|---|
| Радиус сферы | Мин. диаметр электрода | |
| 0,3 | 25-50 | 12 |
| 0,5 | 25-50 | 12 |
| 0,8 | 50-75 | 16 |
| 1,0 | 50-75 | 16 |
| 1,2 | 50-75 | 20 |
| 1,5 | 75-100 | 20 |
| 2,0 | 75-100 | 25 |
Не допускать на контактной поверхности электродов рисок, вмятин, забоин.
Зачищать шлифовальной шкуркой, в процессе сварки, электроды через каждые 15-20 точек.
Контролировать радиус шаблоном форму контактной поверхности электродов (радиус сферы). По мере износа рабочей поверхности электродов они отправляются на заточку.
Производить заточку электродов на токарном станке.
Применять фигурные электроды рекомендуется при условии отсутствия остаточных деформаций изгиба и необходимой жесткости при данном усилии сжатия.
Устанавливать электроды в сварочной машине следует без смещения и перекосов одного электрода относительно другого при полном рабочем усилии на электродах.
Производить сварку деталей неравных толщин с учетом следующего требования: электрод со стороны более тонкой детали устанавливать меньшего диаметра и с меньшим радиусом сферы, чем со стороны более толстой детали.
Хранить электроды в таре, исключающей возможность повреждения их рабочих и контактных поверхностей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажным полотном, смоченным в бензине.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку свариваемых поверхностей деталей с двух сторон на ширину 15-20 мм стальной щеткой или шлифовальной шкуркой.
Протереть после механической зачистки свариваемые поверхности деталей хлопчатобумажным полотном, смоченным в бензине.
Использовать подготовленные согласно данной инструкции детали под сварку не позднее:
- 24 ч из магниевых сплавов;
- 72 ч из алюминиевых сплавов.
Не допускать не использованные за указанный срок материалы на сварку. Подвергнуть их повторной обработке.
Разрешить травление и зачистку одних и тех же деталей производить не более 3-х раз.
Подготовка машины к сварке
Установить в электрододержатели машины сварочные электроды, необходимые для сварки данного узла.
Произвести включение машины и настройку всех ее механизмов с учетом требований инструкции по эксплуатации.
Установить ориентировочный режим сварки согласно таблиц 3-8 и произвести пробную сварку технологических образцов.
Изготавливать технологические образцы из материала той же марки и того же сечения, что и свариваемые детали.
Производить подготовку технологических образцов перед сваркой согласно разделу «Подготовка деталей к сварке».
Подвергнуть сварные технологические образцы внешнему осмотру, а затем разрушению в тисках.
Производить сварку и разрушение технологических образцов в следующих случаях:
- регулярно в процессе сварки деталей, через каждые 100-150 точек, но не менее одной проверки на партию деталей;
- после длительного перерыва в работе;
- после смены электродов;
- после сварки последнего в партии узла;
- на любом этапе сварки по требованию ОТК.
Считать сварку удовлетворительной, если разрушение сварного узла происходит по основному материалу с вырывом сварного ядра.
Считать прочность узла неудовлетворительной, если разрушение образца носит характер отлипания, без вырыва сварной точки.
Приступать к сварке на отработанном режиме только после получения удовлетворительных результатов механических испытаний.
Сборка и прихватка деталей
Производить сборку деталей перед сваркой, в зависимости от сложности изделий, с использованием различных приспособлений или без них.
Изготавливать сборочные приспособления необходимые из немагнитных материалов.
Не допускать при сборке грубой подготовки деталей с образованием больших зазоров. Величины допустимых зазоров деталей различной толщины приведены в таблице 2.
| Толщина тонкой детали, мм | Зазоры на длине | ||
|---|---|---|---|
| 100 мм | 200 мм | 300 мм | |
| 0,8 | 0,4 | 0,8 | 1,2 |
| 1,0 | 0,4 | 0,8 | 1,2 |
| 1,2 | 0,4 | 0,8 | 1,2 |
| 1,5 | 0,4 | 0,8 | 1,2 |
| 2,0 | 0,3 | 0,8 | 0,9 |
Производить прихватку, в случае необходимости, на режимах, установленных для сварки данных деталей. Размеры сварных точек при прихватке и сварке должны быть равны.
Не допускать постановки клейм в местах, предназначенных для сварки.
Сварка деталей
Наблюдать в процессе работы:
- за правильностью расположения и внешним видом сварных точек;
- за процессом сварки, наружные и внутренние выплески не допускаются;
- за стоянием и чистотой рабочей поверхности электродов;
- за давлением воздушной сети по манометру;
- за интенсивностью охлаждения токоведущих элементов вторичного контура.
Не допускать прикосновения деталей при сварке к токоведущим частям машины, с тем, чтобы избежать шунтирования тока через случайные контакты.
Ставить сварные точки, при сварке двухрядных швов, рекомендуется в шахматном порядке (для меньшего шунтирования тока).
Не допускать коробления деталей при сварке, для чего необходимо:
- при сварке деталей большой протяженности начинать сварку от середины детали к краям, при этом сначала следует ставить точки, не придающие деталям жесткость;
- следить, чтобы смещение одного электрода относительно другого под действием усилием усилия сжатия было минимальным.
В таблицах 3-8 приведены ориентировочные режимы точечной сварки алюминиево-магниевых сплавов на машинах переменного тока типа «МТП», «МТПУ».
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||
|---|---|---|---|---|---|
| Сварочное, кг | Ковочное, кг | Включение ковочного усилия, с | Действительное значение сварочного тока, кА | Длительность импульса, с | |
| 0,5+0,5 | 140-160 | — | — | 15,0-16,0 | 0,08 |
| 0,8+0,8 | 200-230 | — | — | 17,0-18,0 | 0,10 |
| 1,0+1,0 | 270-300 | — | — | 20,5-22,0 | 0,12 |
| 1,5+1,5 | 380-420 | — | — | 25,5-27,0 | 0,40 |
| 2,0+2,0 | 550-600 | — | — | 30,0-32,0 | 0,18 |
| 2,0+2,0 | 380-420 | 1000 | 0,22 | 28,0-30,0 | 0,18 |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||
|---|---|---|---|---|---|
| Сварочное, кг | Ковочное, кг | Включение ковочного усилия, с | Действительное значение сварочного тока, кА | Длительность импульса, с | |
| 0,5+0,5 | 130 | — | — | 16,5 | 0,08 |
| 0,8+0,8 | 190 | — | — | 18,5 | 0,10 |
| 1,0+1,0 | 250 | — | — | 22,5 | 0,12 |
| 1,5+1,5 | 340-350 | — | — | 27,5 | 0,40 |
| 2,0+2,0 | 480-500 | — | — | 32,5 | 0,18 |
| 2,0+2,0 | 400 | 1000 | 0,22 | 30,5 | 0,18 |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||||
|---|---|---|---|---|---|---|---|
| Сварочное, кг | Ковоч-ное, кг | Включение ковочного усилия, с | Действи-тельное значение сварочного тока, кА | Длительность нарастания, с | Длитель-ность сварки, с | Длитель-ность спада, с | |
| 0,5+0,5 | 200-250 | — | — | 17,5 | — | 0,08 | — |
| 200-250 | — | — | 16,0-16,5 | 0,04 | 0,08 | 0,12 | |
| 0,8+0,8 | 300-400 | — | — | 19,0-20,0 | — | 0,1 | — |
| 300-350 | — | — | 18,0-18,5 | 0,04 | 0,1 | 0,14 | |
| 1,0+1,0 | 400-500 | — | — | 24,0-25,0 | — | 0,12 | — |
| 300-400 | — | — | 23,0-24,0 | 0,04 | 0,12 | 0,14 | |
| 1,5+1,5 | 600-750 | — | — | 30,0-31,0 | — | 0,16 | — |
| 500-650 | — | — | 29,0-30,0 | 0,06 | 0,16 | 0,16 | |
| 400-500 | 1000 | 0,24 | 27,0-28,0 | 0,06 | 0,16 | 0,16 | |
| 400-500 | 1200 | 0,18 | 28,0-29,0 | — | 0,16 | — | |
| 2,0+2,0 | 750-900 | — | — | 35,0-36,0 | — | 0,20 | — |
| 650-800 | — | — | 33,0-34,0 | 0,08 | 0,20 | 0,18 | |
| 600-750 | 1200 | 0,32 | 31,0-32,0 | 0,08 | 0,20 | 0,18 | |
| 600-750 | 1500 | 0,24 | 32,0-33,0 | — | 0,20 | — | |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||||
|---|---|---|---|---|---|---|---|
| Сварочное, кг | Ковоч-ное, кг | Включение ковочного усилия, с | Действи-тельное значение сварочного тока, кА | Длительность нарастания, с | Длитель-ность сварки, с | Длитель-ность спада, с | |
| 0,5+0,5 | 180 | — | — | 17,0 | — | 0,08 | — |
| 160 | — | — | 16,0 | 0,04 | 0,08 | 0,12 | |
| 0,8+0,8 | 280 | — | — | 19,0 | — | 0,10 | — |
| 240 | — | — | 18,0 | 0,04 | 0,10 | 0,14 | |
| 1,0+1,0 | 360 | — | — | 24,0 | — | 0,12 | — |
| 280 | — | — | 23,0 | 0,04 | 0,12 | 0,14 | |
| 1,5+1,5 | 520 | — | — | 30,0 | — | 0,16 | — |
| 440 | — | — | 29,0 | 0,06 | 0,16 | 0,16 | |
| 360 | 1000 | 0,24 | 27,0 | 0,06 | 0,16 | 0,16 | |
| 360 | 1200 | 0,18 | 28,0 | — | 0,16 | — | |
| 2,0+2,0 | 640 | — | — | 35,0 | — | 0,20 | — |
| 560 | — | — | 33,0 | 0,08 | 0,20 | 0,18 | |
| 520 | 1200 | 0,32 | 31,0 | 0,08 | 0,20 | 0,18 | |
| 520 | 1500 | 0,24 | 32,0 | — | 0,20 | — | |
| Толщина детали, мм | Ток сварочный действительный, кА | Длительность импульса, с | Усилие сжатия электродов, кг | |
|---|---|---|---|---|
| МА8 | МА1 | |||
| 0,8+0,8 | 18,0 | 17,0 | 0,08 | 250 |
| 1,0+1,0 | 21,0 | 19,0 | 0,10 | 300 |
| 1,5+1,5 | 25,0 | 23,0 | 0,12 | 350 |
| 2,0+2,0 | 28,0 | 26,0 | 0,14 | 500 |
| 2,5+2,5 | 31,0 | 29,0 | 0,18 | 550 |
| Толщина тонкой детали в пакете, мм | Диаметр литого ядра сварной точки, мм | Шаг точек, мм (минимальный) | Расстояние между рядами точек, мм | Минимальные размеры нахлестки, мм | Минимальное расстояние от центра точки до кромки нахлестки, мм | |
|---|---|---|---|---|---|---|
| Для однорядного шва | Для двухрядного шва в шахматном порядке | |||||
| 0,3 | 2,5+1,0 | 8,0 | 7,0 | 8,0 | 15,0 | 4,0 |
| 0,5 | 3,0+1,0 | 10,0 | 8,0 | 10,0 | 18,0 | 5,0 |
| 0,8 | 3,5+1,0 | 13,0 | 12,0 | 12,0 | 25,0 | 6,0 |
| 1,0 | 4,0+1,0 | 15,0 | 13,0 | 14,0 | 28,0 | 7,0 |
| 1,2 | 5,0+1,0 | 15,0 | 13,0 | 15,0 | 30,0 | 8,0 |
| 1,5 | 6,0+1,0 | 20,0 | 18,0 | 17,0 | 35,0 | 9,0 |
| 2,0 | 7,0+1,0 | 25,0 | 22,0 | 20,0 | 42,0 | 10,0 |
- Допускать применение нахлестки меньшей, чем указано в таблице, лишь в неответственных соединениях, не оказывающих влияния на эксплуатационную надежность узла.
- Не допускать соотношения толщин свариваемых деталей в соединении более чем 2:1.
- Не допускать в соединение количество деталей более двух.
- Выполнять соединение деталей следует не менее чем двумя точками.
Контроль качества сварки
Подвергать внешнему осмотру 100 % сварных узлов и деталей, включая технологические образцы.
Производить визуальный контроль согласно требований таблиц 9 и 10.
| Наименование дефекта | Способ обнаружения | Допустимое количество дефектов без исправления | Допустимое количество дефектов при котором разрешается исправление | Способ устранения дефектов | |
|---|---|---|---|---|---|
| Вмятины от электродов на поверхности деталей | Глубина вмятины не превышает 20% от толщины детали | Внешний осмотр, измерение | 100 % | — | — |
| Глубина вмятины 20-30% от толщины детали | То же | 10 % | — | Не исправляется | |
| Смещение точек от намеченного положения | По шагу | Внешний осмотр, измерение | ±20 % | — | Не исправляется |
| По оси | То же | ±20 % | — | Не исправляется | |
| Наружный выплеск | Внешний осмотр | Не допускается | 15 % | Механическая зачистка | |
| Разрыв или трещины металла у кромки нахлестки | Внешний осмотр | Не допускается | Не более одного прожога на узле | Разделка дефекта, сварка плавлением | |
| Прожог | Внешний осмотр | Не допускается | Не более одного прожога на узле | Разделка дефекта, сварка плавлением | |
- Производить исправление дефектов аргонодуговой сваркой согласно действующих ТИ.
- Подвергать изделия, после устранения дефектов, повторному контролю ОТК.
- высверливание дефектной точки, сварка плавлением;
- постановка двух точек
Примечание — Подвергать обязательному контролю ОТК узлы и детали после устранения дефектов.
Характеристика контактной точечной сварки алюминия. Особенности и технология сварочного процесса
Особенности сварки алюминия
Материал покрыт естественной оксидной пленкой, которая неодинакова по толщине и обладает большим электрическим сопротивлением. Свариваемость алюминиевых сплавов различна, но точечной сварке поддаются все. Трудность процесса зависит от сочетаний сплавов. Легче соединяются сплавы, имеющие высокий предел прочности.
Алюминий имеет высокую тепло- и электропроводность, поэтому точечная сварка сплавов требует использования кратковременных импульсов тока большой величины, превышающей в 3 раза значение, применяемое при сваривании низкоуглеродистой стали. Интервал температур ограничен.
Давления при работе с пластичными (неупрочненными) алюминиевыми сплавами такие же, как для низкоуглеродистой стали. Сплавы, упрочненные деформацией или термической обработкой, сваривают с давлениями, аналогичными работе с коррозионно-стойкими сталями.
Высокопрочный алюминиевый сплав при этом виде сварки имеет склонность к образованию дефектов усадочной природы (трещины, раковины, поры). По этой причине процесс проводится с применением ковочного усилия.
Качество сварного шва зависит от материала электродов и формы их торцов.
Технология сварки
Технология точечной контактной сварки алюминиевых сплавов включает такие операции:
Выбор технологии зависит от исходных данных: программы изготовления элементов, их конструкции (тип материала, габариты, толщина), оборудования и приспособлений.
Форма и размеры соединяемых деталей, а также расположение точек должны быть такими, чтобы детали в местах соприкосновения прижимались беспрепятственно. Толщина свариваемых деталей не должна превышать троекратную разницу.
Количество свариваемых единиц в одном пакете – 2, допускается – 3, в неответственных соединениях – 4.
Оборудование
Средства производства при контактной точечной сварке алюминия включают:
- сварочное оборудование;
- средства для подготовки поверхности;
- приспособления, обеспечивающие точность сборки и сварки;
- электроды;
- устройства для проведения подготовительных, заключительных, доводочных операций;
- аппаратура для контроля.
Сварочное оборудование
Используют машины для контактной сварки. Их главные функции – сжатие и нагрев соединяемых элементов. По виду используемой энергии классифицируются:
При выборе конструкции машины для сварки алюминиевого сплава учитывается скорость размягчения материала, составляющая 0.002-0.005 сек. Прилагаемое к электродам усилие должно быть достаточным для разрушения поверхностного слоя окиси.
Электроды
По причине высокой теплопроводности материала, имеются ограничения к типам применяемых электродов. Материал для их изготовления должен обладать хорошей электропроводностью (более 85%), жаропрочностью, твердостью. Это медные электроды, состав которых подбирается по типу свариваемого сплава.

Примерная стоимость медных электродов на Яндекс.маркет
Подготовка материала
Этап проводится после проведения окончательной обработки и пригонки деталей для свариваемого узла. Процесс заключается в удалении с поверхности алюминия окиси с применением механического или химического метода.
Механический способ
Выполняется вручную наждачной бумагой или с использованием специальных устройств (вращающихся металлических щеток).
Предварительная подготовка металла заключается в зачистке участков в зоне сварных точек на ширину 30-50 мм. Сварка при этом методе производится через 2-3 часа после обработки во избежание повторного окисления алюминия.
Химический метод
В специальных ваннах выполняется травление алюминия водным раствором ортофосфорной кислоты или каустической соды. Перед проведением процедуры заготовки очищают от загрязнений, обезжиривают и промывают в теплой и холодной воде. Длительность травления – 10-15 минут, после чего детали просушивают горячим воздухом.
Допустимые сроки хранения заготовок после травления:
- 3 дня при сварке машинами с энергией переменного тока;
- 1 день – аппаратами накопленной энергии.
Порядок работ
Последовательность операций контактной точечной сварки алюминия следующая:
- Установка заготовок.
- Плотное прижимание материалов между электродами машины для контактной сварки.
- Подача через электроды энергии.
- Нагрев деталей.
- Образование расплавленного ядра.
- Отключение энергии.
- Непродолжительная выдержка заготовок между электродами в сжатом положении с целью охлаждения свариваемой зоны, уменьшения усадочной раковины при кристаллизации расплавленного металла.
Процесс работы автоматизирован и начинается с момента нажатия оператора на пусковую кнопку.
Технологические особенности сварки алюминия в домашних условиях с учетом свойств металла
Основная сложность сварки алюминия заключается именно в уникальных свойствах этого материала. Необходимо помнить о том, что алюминий не изменяет цвет при нагревании, а значит, и оценить качество сварочного шва по итоговому цвету невозможно. Диапазон плавления гораздо шире, чем у других металлов, и его высокая теплопроводность вследствие длительного влияния высоких температур провоцирует появление дефектов различной степени. Алюминий является немагнитным материалом.
Отличительные характеристики алюминия в процессе сварки
Свойства алюминия в процессе сварки:
- Поверхность этого металла всегда покрыта оксидной плёнкой, ее температура плавления около 2 000 о С, алюминий плавится при 660 о С.
- Сварочный шов после сварки сразу покрывается оксидной пленкой.
- Растворённый водород в составе данного металла всегда стремится выйти наружу, что провоцирует образование кристаллизованных трещин и пор.
- Высокая теплопроводность требует применения значительных величин тока.
- Текучесть алюминия в расплавленном состоянии усложняет формирование сварочной ванны.
Немаловажная деталь – сварка алюминия часто затруднена тем, что в домашних условиях проблематично определить марку сплава металла. Зная точную информацию о сплаве, можно максимально точно определить режим соединения и способ его выполнения.
Подготовка алюминиевых деталей под сварку
Из-за специфических свойств алюминия его подготовка перед сваркой имеет краеугольное значение на итоговый результат.
Особо тщательно следует уделить внимание месту (кромкам изделия) для планируемого сварочного шва. Преимущественно очистка выполняется для того, чтобы избавиться от оксидной плёнки.
- Очищение и обезжиривание материала от налета любого происхождения. Выполняется это ацетоном, растворителем или реже авиационным бензином.
- Разделка кромок необходима, если их толщина превышает 4 мм, при использовании стандартных электродов.
- Удаление оксидной плёнки. Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
Доступные способы сварки алюминия в домашних условиях
Сварщик для сваривания алюминия может использовать разное оборудование и материалы, но в домашних условиях он достаточно ограничен, поэтому мы рассматриваем наиболее распространенные и доступные способы:
- сварка газовой горелкой;
- сварочный аппарат инверторного типа (MMA, MIG, TIG);
- полуавтоматом (MIG).
Сварка алюминия с использованием газовой горелки
Оптимальным средством для проведения сваривания является газовая горелка. Выбирая этот метод, следует подготовить необходимые инструменты:
- присадочная проволока из алюминия (благодаря которой можно получить качественный шов);
- газовая горелка;
- сварочный флюс (для блокировки появления оксидной плёнки).
Популярные виды флюсов для зачистки алюминия:
- Калий-содержащие в виде порошка Probat Fluss 2126 (для алюминиевых сплавов).
- Натрий-содержащие Probat Fluss Al 224 (порошок) и Arsal 2125 (в гранулах) для алюминиево-кремниевых сплавов.
- Алюминиево-марганцевые сплавы можно очистить флюсом AH-A1 или AH-A.
Берется подготовленный материал для сварки, только обязательно после тщательной зачистки кромок. Далее его необходимо обработать флюсом. После этого на горелке выставляется необходимый режим пламени, подходящий для прогрева кромок и плавления присадочного материала. В процессе работы присадочный материал подается в зону сварки, который уже под воздействием огня плавится и смешивается с основным металлом детали.
Сварочный аппарат инверторного типа (ММА)
Инверторная сварочная техника способна подстраиваться под любой необходимый режим сваривания. Ключевым критерием для выбора нужного электрода будет вид конкретного соединяемого материала. Инверторы в основной своей массе выдают постоянный ток. Таким образом, все плавящиеся электроды, которые можно применить для дуговой сварки, используются и для инвертора.
- относительно меньшее потребление электричества по сравнению с другими типами сварочных аппаратов;
- защита от перепадов напряжения;
- малогабаритность аппаратуры;
- возможность использования электродов любого типа.
Распространенные виды электродов для алюминиевых металлов и сплавов:
- ОЗА-1 – для алюминия без добавок, а ОЗА-2 можно сваривать алюминиево-кремниевые сплавы.
- ОЗАНА-1 – используются для сварки из чистого алюминия, а ОЗАНА-2 – для алюминиево-кремниевых металлов. Швы обладают высокой коррозионной стойкостью.
- УАНА – подходят для деформированных и литейных алюминиевых сплавов.
Сварщику следует помнить, что при сварке алюминия необходимо использовать постоянный ток обратной полярности. Получаемое катодное распыление разрушает оксидную пленку. Не соблюдая это условие, пленка не будет разрушена, и выполнение сварочных работ будет крайне затруднительно.
Порядок действий сваривания инвертором:
- Зачистка и обезжиривание металла.
- Зафиксировать деталь, если это необходимо.
- Настройка аппарата на необходимый режим сварки в зависимости от диаметра электрода, толщины свариваемой детали и скорости сварки.
- Прогреть поверхность необходимо для удаления влаги, если это необходимо из-за состава алюминиевого сплава, но не более 250 о С.
- Сварка производится на постоянном токе обратной полярности (это важно, не на прямой!)
- Аккуратно замкнуть электрод на изделии и быстро переместить его в сварочный шов, сварку выполнять без отрыва, а электрод держать перпендикулярно сварочной ванне, чтобы не образовывались наплывы и брызги, т. к. алюминий достаточно быстро плавится.
- После окончания сварки деталь должна остыть, потом отбить шлак и осмотреть сварочный шов, при необходимости он зачищается от оксидной пленки и накладывается следующий слой.
Сваривание алюминия полуавтоматом MIG (аргоном)
Самый распространенный метод сваривания алюминия – полуавтоматом. В сварочный пистолет одновременно подаются сварочная проволока в качестве электрода и защитный газ. Полуавтоматы стали доступными для потребителей, благодаря снижению своей стоимости.

Примерная стоимость полуавтоматов для сварки на Яндекс.маркет
Наиболее практичен в использовании газ аргон. Возможно использование смеси аргона и гелия. Для данного способа также желательна зачистка поверхности порошковым флюсом.
Требования к сварке:
- ровный канал, по которому будет проходить проволока. Идеально, если подающий канал изготовлен из тефлона;
- механизм подачи должен работать без рывков, то есть механически минимально воздействовать на поверхность проволоки;
- прекращение подачи газа должно быть не одновременным с отключением тока, а с задержкой на 5-7 секунд.
Высокая скорость сварки требует от мастера хорошей подготовки, поэтому рекомендуется тренировка, особенно если работу необходимо провести на тонких изделиях.
Контактная сварка алюминия и его сплавов
В последние годы наблюдается устойчивая тенденция к увеличению объема использования алюминия и его сплавов в различных отраслях промышленности, особенно в тех случаях, когда важны стойкость к коррозии, легковесность конструкции и высокое соотношение прочность/вес для металлических конструкций.
При точечной сварке заготовок из алюминия и его сплавов необходимо учитывать некоторые важные моменты, такие как специальные режимы сварки, предварительная обработка поверхности, контроль качества полученного сварного соединения и некоторые другие параметры. Об этом и пойдёт речь в статье.
Поскольку алюминий обладает очень высокими коэффициентом теплопроводности и интенсивностью нагрева, при проведении сварочных операций с ним нужно использовать жесткие режимы сварки с малым временем включения тока во избежание деформации и склеиваниясвариваемых заготовок. Следует учитывать тот факт, что сварочный ток будет значительно выше, так как коэффициент электрического сопротивления алюминия ниже, чем у стали.
Поверхность алюминиевых заготовок зачастую загрязнена пылью, маслом, включениями и покрыта оксидной пленкой из оксида Al2O3 (электроизоляционный слой с температурой плавления, превышающей 2000 С). Для получения качественного сварного соединения необходимо устранять все вышеуказанные примеси, в особенности это касается оксидной пленки, которая должна быть удалена, либо ее толщина должна быть минимальной, чтобы понизить сопротивление поверхности заготовки, насколько это возможно.
Оксидную пленку обычно удаляют механически, либо с помощью химических реагентов (травление). Механическая зачистка, которая, в основном, производится вручную, применяется для точечной обработки. При удалении оксидной пленки не желательно применение абразивных материалов с крупной зернистостью, так как это ухудшает качество поверхности. Подготовка поверхности травлением является наилучшим решением для получения качественных сварных соединений. К преимуществам травления можно отнести возможность получения равномерного электрического сопротивления после обработки. Во избежание повторного образования оксидной пленки рекомендуется произвести сварку обработанного материала в течение 24-36 часов после зачистки.
Качество соединения также во многом зависит от формы и материала электродов. При точечной контактной сварке электроды должны обладать высокой электро- и теплопроводностью, стойкостью к деформациям, а также низкой склонностью к диффузии со свариваемым материалом.
Основное назначение электродов:
- передача сварочного тока;
- отвод тепла от заготовок;
- передача сварочного усилия.
Качество соединения в контакте электрод-деталь является ключевой переменной для получения качественного сварного соединения. В процессе естественного износа электрода его рабочая поверхность увеличивается, уменьшая тем самым плотность тока и интенсивность передачи тепла в заготовку. Для определения максимального/минимального количества сварок до следующей зачистки и восстановления рабочей поверхности электродов, необходимо проводить тесты.


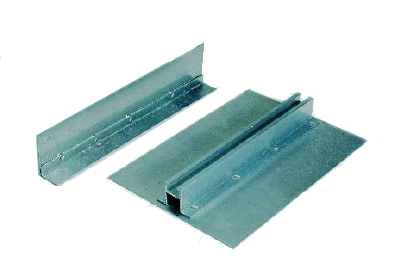
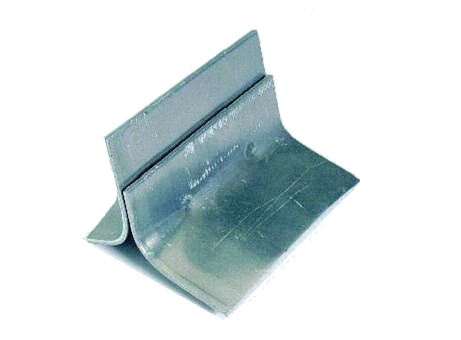
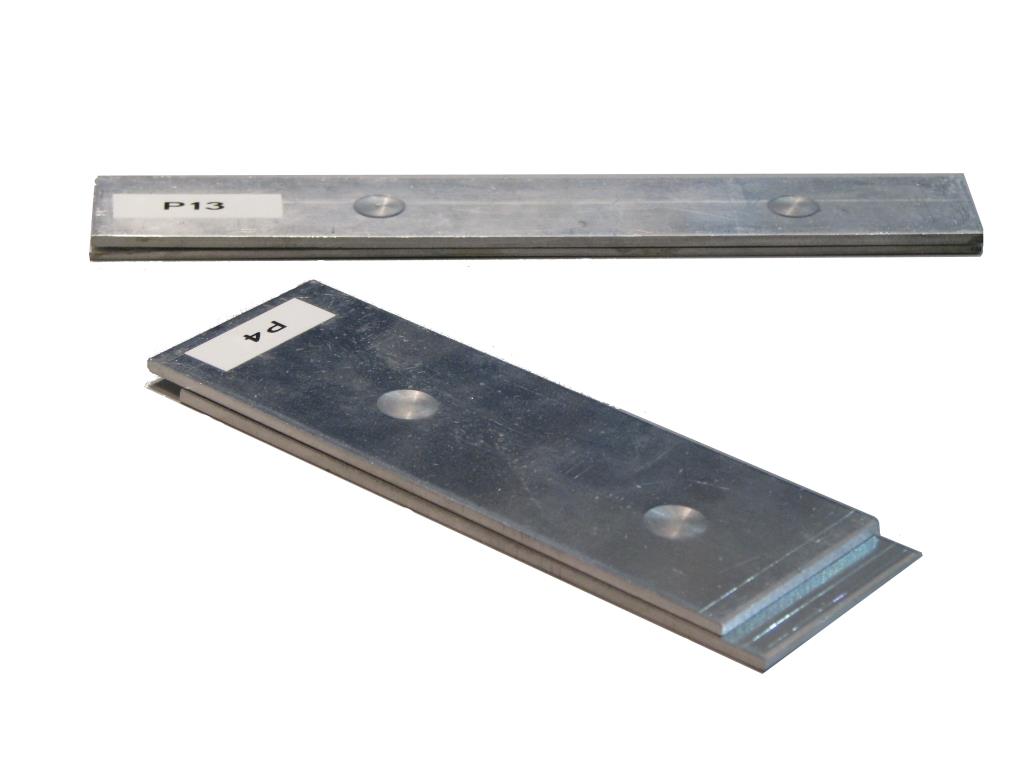
Образцы высококачественной сварки алюминия на машинах контактной сварки
Что касается формы электродов, то наилучшие результаты достигаются при использовании электродов с полусферической формой рабочей поверхности. Если на одной из сторон детали не допустимы механические отпечатки, то один из электродов может иметь плоскую рабочую поверхность. Важным параметром является фаза охлаждения, так как без должного охлаждения заготовки после пропускания тока (охлаждение происходит в сжатом состоянии через электроды) может возникать диффузия медного и алюминиевого сплавов, что сокращает срок службы электродов.
Для улучшения качества сварной точки можно увеличить усилие на электроде после протекания сварочного тока – применить ковочное усилие (в два раза больше сварочного усилия).
Необходимо обратить внимание, что при сварке сплавов с высокой электропроводностью (Al 99.5) рекомендуется увеличить ток на 15 %. При сварке сплавов с более низкой электропроводностью (АМг3) рекомендуется уменьшить значение тока на 5-10%.
Мы рекомендуем рассматривать табличные значения в качестве основы для проведения пробных тестов на образцах, в ходе которых Вы сможете подобрать оптимальные параметры для достижения требуемого качества сварки.
Ещё один важный момент, на который нужно обратить внимание. В процессе образования сварного соединения часть алюминия уходит из расплавленной зоны (литого ядра), создавая при этом условия для возможного образования трещин и пустот. Исходя из этого, рекомендуется увеличивать сварочное усилие в этой части цикла (время выдержки). При наличии возможности регулировки сварочного усилия внутри сварочного цикла (машины с пропорциональным клапаном) упрощается процесс оптимизации параметров сварки (времени, тока, мощности), и мы получаем дополнительные возможности для достижения лучшего качества сварки. Данные возможности реализованы на машинах производства компании СЕА серии PPN 3F CC, MF и серии PPN специального исполнения при установке пропорционального клапана.


Машины точечной и рельефной сварки серии PPN 3FCC
- Получение высококачественных сварных соединений.
- Большая мощность машин позволяет охватить широкий диапазон задач рельефной сварки.
- Отсутствие потерь мощности при увеличении длины хоботов.
- Отсутствие потерь мощности в случае наличия в сварочном контуре магнитных материалов.
- Сварка постоянным током обеспечивает большой ресурс электродов.
- Больший КПД по сравнению с однофазными машинами.
- Меньшее время сварки.
- Сбалансированное потребление мощности электрической сети.
- Большие коэффициент мощности и выходная мощность.
- Снижение потребляемой мощности и, как следствие, расходов на электроэнергию.
- Водяное охлаждение вторичной цепи.
Читайте также: