Сварка аргоном для начинающих пошаговая инструкция
Обновлено: 02.05.2024
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
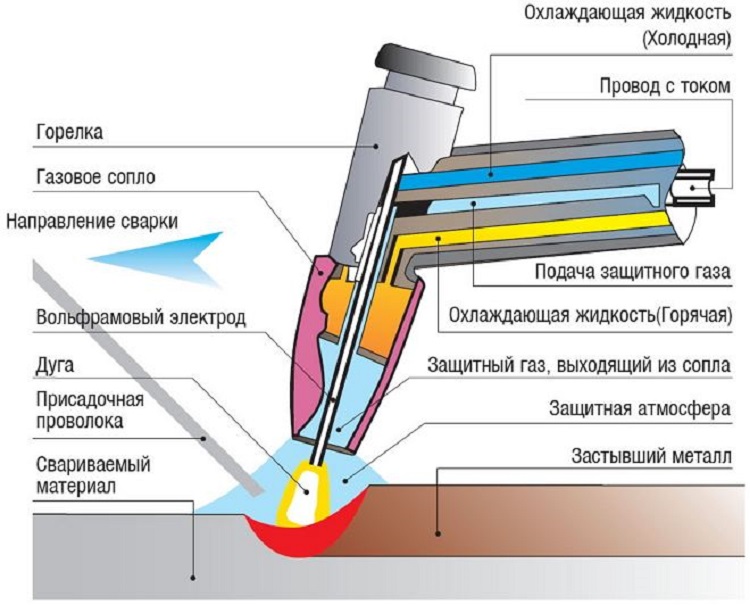
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.

Правила удержания электрода и присадочной проволоки
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Аргонно-дуговая сварка: технология

Определение «аргонно дуговая сварка» не совсем верно с технологической точки зрения – правильнее было бы сказать «дуговая сварка в инертной или аргоновой среде». Сам газ Ar не относится к числу горючих элементов таблицы Менделеева, наоборот, в процессе он защищает шов от нежелательного вмешательства в горение других газов. Этот метод позволяет работать с разными цветными металлами и сплавами.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Оборудование
Когда человек хочет разобраться, как правильно варить аргонодуговой сваркой и сталкивается с большим разнообразием материалов и инструментов, то большинство людей, как минимум, впадают в состояние растерянности. Но это только временное явление, так как современный вариант сварочного оборудования предлагает универсальные технологии, предназначенные для широкого спектра действий.

Есть три типа установок, которыми пользуются в быту и в промышленности:
- Специализированные – такое оборудование предназначено для выполнения одной и той же операции. Как правило, это автоматы, которые монтируют на конвейерных линиях промышленных предприятий.
- Специальные – такие агрегаты тоже больше нужны для заводов, верфей и ремонтных цехов, где обрабатываются детали одного размера.
- Универсальные – установки, которые нужны и в быту, и почти на каждом производстве. Это самая обыкновенная, привычная всем ручная аргонодуговая сварка, которой можно пользоваться в двух первых случаях.
Вполне естественно, что для полноценного проведения сварочных работ нужно полное оснащение, и мы обратим внимание на комплектацию именно универсальных установок:
- источник тока TIG или MIG сварки – трансформатор или инвертор;
- стальной баллон в комплекте с редуктором для Ar/He;
- горелка со шлангом для подачи инертного газа от баллона;
- осциллятор для бесконтактного розжига;
- электроды из вольфрама или графита – диаметр зависит от толщины заготовок для соединения;
- присадочный пруток нужен для сваривания толстых металлоконструкций. Это проволока из металла, аналогичного заготовке. Её толщина напрямую зависит от толщины металла заготовок;
- защитные средства в виде сварочной маски со специальным стеклом (для лица и глаз), а также рукавицы, как предупреждение ожогов рук.
Видео описание
TIG-сварка или Сварка аргоном для новичка.
Сварочные работы
Как и любая работа, сварочный процесс начинается с подготовки инструментов и материалов. Место, где в дальнейшем будет шов, нужно очистить от грязи и коррозии – для этого обычно используют металлическую щетку, а от чистоты краев (отсутствия там нежелательных элементов) будет зависеть качество сварки. Присадочный пруток подбирается по толщине свариваемого металла. К обрабатываемой заготовке присоединяется кабель массы (захват крокодилом), а горелка подключается к TIG и через шланг к баллону.
Существует несколько сварочных технологий, но они в основном нужны для промышленных предприятий при изготовлении деталей с повышенной точностью параметров. Поэтому, обратим внимание только на две из них:
- TIG - это ручная аргонодуговая сварка вольфрамовым электродом, где присадка подается вручную.
- MIG/MAG – автоматизированная сварка плавящимся электродом (автоподача).
Для таких технологий можно использовать агрегаты, поддерживающие что-то одно, а можно применять универсальные аппараты, например, такие, как на верхней фотографии. В любом случае, это будет очень удобно для домашних условий, а также для начинающего (будущего) специалиста по сварочным работам.
Выбор прутка
Для заполнения сварочной ванны однородным металлом используются специальные присадочные прутки. Учитывая тот факт, что работать приходится с разными металлами, то и состав будет разным. Их можно классифицировать по однородным материалам:
- нержавеющая сталь;
- алюминий и сплавы;
- медь и сплавы;
- никель для чугуна.

Проволока
- CB – указывает на принадлежность к сварке;
- 08 – процентный состав углерода (C);
- Г – указывает на присутствие марганца (Mn);
- 2 – процентный состав Mn;
- C – присутствие кремния (Si) ≤1%.
Если в конце маркировочной аббревиатуры стоит символ «O», это указывает на медное покрытие (омеднение). Так, проволока с медным покрытием может быть толщиной от Ø 0,8 до Ø 2,0 мм. Когда покрытие отсутствует, то сечение варьируется Ø 0,6-6,0 мм.
Аргон
Элемент, находящийся в таблице Менделеева под порядковым №18 и больше известный, как аргон (Ar), почти полностью растворяется в жидких (расплавленных) металлах и не вступает с ними в химическую реакцию. Этот газ на 38 единиц тяжелее воздуха, которым мы дышим, поэтому он обволакивает дугу и зону плавления в сварочной ванне, защищая её от окисления. Аргон, как правило, используют в сварках типа TIG, MIG/MAG.
Газ Ar чаще всего нужен:
- в строительстве для аргонодуговой сварки труб из меди чугуна и нержавеющей стали;
- в машиностроении и ракетостроении, например, как сварка титана в среде аргона;
- в горнодобывающей промышленности.

Шланги и фитинги
Как правило, самым слабым звеном, особенно, если это ручная аргонодуговая сварка, является прорезиненный шланг, он же рукав. Как вы сами понимаете, его постоянно перемещают с места на место, и он при этом выгибается, что никак не может способствовать постоянной целостности изделия. Этого, конечно, не скажешь о металлических фитингах разного назначения – они служат гораздо дольше рукавов от любого производителя.
Что такое аргоновая сварка и как выбрать аргонодуговой аппарат.
Некоторые особенности
Как в любом процессе и технологии, у аргонно-дуговой сварки существуют некоторые особенности. То есть, здесь мы хотим обратить внимание на работу с неплавящимся вольфрамовым электродом. Когда-то люди, которые осваивали этот метод, обязательно должны были окончить профтехучилище или хотя бы пройти специальные курсы, на которые получали направление от предприятия по месту трудоустройства. Но, как всем известно, прогресс и технологии не дремлют – они упрощаются, автоматизируются и в наше время стали доступными практически для любого взрослого человека, желающего овладеть этой профессией. Можно сказать, что сейчас TIG 200A MIG/MAG можно встретить чуть ли не в каждом десятом гараже.
На первый взгляд такой способ ничем не отличается от обычной дуговой сварки в инертной среде, но это не так. Здесь есть следующие нюансы:
- вольфрамовый электрод не должен касаться поверхности заготовки (как и у обычной электросварки) – здесь для создания дуги используется осциллятор;
- зазор между заготовкой и электродом не должен меняться (рефлекс нарабатывается со временем), чтобы не нарушалась емкость сварочный ванны, от чего зависит качество шва.
Примечание: в отличие от электросварки здесь не нужны маятниковые колебания электрода – он должен передвигаться строго вдоль шва перед горелкой.
Режимы
Рассмотрим четыре режима:
- Этот метод основан на защите сварочной ванны от кислорода, который окисляет металлы, а иногда даже способствует их прожигу (например, алюминий). Такой режим обязывает сварщика следить за аргоновой изоляцией, точнее, за направлением дуги. Начинать процесс без включения аргона запрещено, так как без такой защиты шов попросту будет испорчен. Чтобы закончить шов без возникновения окислов, нужно удерживать отключенную горелку над расплавом еще 5-15 секунд, пока еще идет подача газа.
- Чтобы шов получался равномерным, скорость подачи проволоки не должна изменяться – каждый рывок будет выглядеть, как бугорок или ямка. При автоматической подаче таких проблем не возникает. В ручном способе все зависит от мастерства сварщика – он двигает горелкой и припоем вдоль шва с одинаковой скоростью (пруток обязательно перед горелкой).
- Расход инертного газа будет постоянным, в соответствии с ГОСТ 10157-2016 (исправлено от 10157-79).
- Настройка тока. Правильно выставить этот параметр, не имея опыта, практически невозможно. Следовательно, начинающему сварщику нужно обратиться к таблице, расположенной ниже и это без вариантов.
Важно! Для создания шва высокого качества настройки оборудования могут меняться в зависимости от металла.

Плюсы и минусы аргонно-дуговой сварки
Основные положительные стороны технологии:
- в некоторых случаях самым важным, можно назвать возможность этой технологии к сварке разнородных металлов;
- отличные характеристики шва – высокая точность глубины плавки краев, что особенно важно для тонких заготовок, а также при одностороннем доступе (трубы, обшивка);
- для алюминия и титана это самая оптимальная технология.
- в ручном режиме технически невозможно развить большую скорость;
- автоматический режим не позволяет создавать точеные и разнонаправленные швы.
Сварка для начинающих (аргонно-дуговая сварка, настройка аппарата и подачи газа).
Заключение
Мы выложили основные позиции технологии и материалов для ознакомления с тем, как варить аргоновой сваркой TIG И MIG. Безусловно, прочитав только одну статью, вы не станете сварщиком – без практики в этом деле не обойтись. Но если у вас есть желание, то все обязательно должно получиться.
О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило "-Бери!"

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга "Сварка и резка металлов" Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Как варить алюминий?(TIG, аргон)

Приветствую!
Сегодня небольшой ФАК по сварке алюминия с использованием аргонодуговой установки.

Алюминий варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой.
Сплав алюминия в последнее время время часто используется и не только в авто промышленности. Большое количество деталей из его сплавов можно встретить. Алюминий раньше был трудно ремонтируемым. так как источники для его сварки были громоздкими и дорогими. Сейчас с этим проблем не возникает, оборудование стало легким и не дорогим.
Используемая присадочная проволока, обычно 4043 и 5356, газ — аргон особой чистоты, переменный ток.
прежде чем начинать варить, необходимо проверить сплав на свариваемость. В идеале для этого нужна лаборатория, в которой установят сплав этого материала. Но так как это практически не возможно сделать, обычно проверка происходит следующим образом: деталь полностью зачищается от всех загрязнений, зачищается механически. После этого на подготовленной поверхности делается либо прихватка с присадкой, либо короткий шов, это позволит понять будет ли данный материал вариться или нет. Если все удачно и материал не кипит, не трескается после сварки, можно продолжать.
Я всегда могу вам помочь со сваркой в среде аргона. Сварка алюминия в Истре и Дурыкино
Практика…
Например приходилось варить отломанное ухо карбюратора газонокосилки.
Подготавливаем поверхности, делаем разделку, для лучшего проплава.

После этого выставляем поверхности, прихватываем и обвариваем с 2ух сторон.

Видео покажет, а мистер тиг объяснит основную технику сварки алюминия.
Наша страница на DRIVE2:


14 ноября 2014 Метки: как варить алюминий аргоном , как варить алюминий , присадка 4043 5356 , где заварить глушитель , где заварить алюминий , где заварить аргоном , где заварить литой диск , где заварить чугун
Комментарии 2
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

А не в курсе из какого алюминия делаются кетайские пайпинги ajs.su/interkulery/pajpyt…inievaja-76mm-0-gradusov/ . Обычно их используют для приварки интеркулеров фронтальных. Какой присадочной проволокой их лучше варить 4043 или 5356? Ну и обычно на каком токе варите если варили 1.5 мм подобные пайпы?

Если материал неизвестен, надо пробовать на образце…
Обычно варим 56, ток 50-70.
Читайте также: