Сварка аргоном корня шва
Обновлено: 28.06.2024
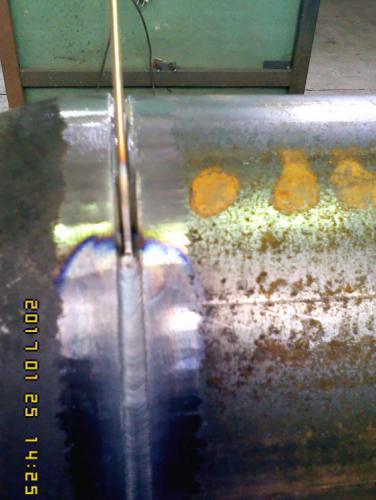
Мужики подскажите пожалуйста,у меня не получается провар корня на трубе и пластинах,материал ст3,зазор 2мм,после сварки радиография без нареканий на поры и не провары,единственный косяк внутренний валик,который всегда с утяжиной идёт по всей длинные шва с потолка до горизонта,какой ток и зазор не ставил,все равно утяжина. Как быть? Сварка без поддува.
мастерская сварки,пайки в самаре89270247227
Мужики подскажите пожалуйста,у меня не получается провар корня на трубе и пластинах,материал ст3,зазор 2мм,после сварки радиография без нареканий на поры и не провары,единственный косяк внутренний валик,который всегда с утяжиной идёт по всей длинные шва с потолка до горизонта,какой ток и зазор не ставил,все равно утяжина. Как быть? Сварка без поддува. IMG_20170126_085716.jpg IMG_20170126_085652.jpg IMG-20170125-WA0003.jpeg
тиг сваркой сколько занимаетесь.поддув обеспечивает формирование обратного валика при отработанной моторики подачи присадки и скорости.
Прикрепленные изображения
тиг сваркой сколько занимаетесь.поддув обеспечивает формирование обратного валика при отработанной моторики подачи присадки и скорости.
4года варю,ну тут задача именно без поддува заварить,нержавейку варил валик получается,она продавливается хорошо,а вот с чернухой никак не выходит. Пробую в нижнем положении пластина 5мм скос 30 градусов.и то или кромки заподлицо сплавляются или утяжина по всему шву. Увеличивая ток увеличивается ширина валика обратного но утяжина сохраняется.
Для чего вам нужен обратный валик? Если сплавление внутренних кромок по всей длине шва есть, значит провар хороший, если пропуски, то дорабатываем настройки тока и скорости сварки.



для чего вам нужен обратный валик.если сплавление внутренних кромок по всей длине шва есть значит провар хорошии.если пропуски то дорабатываем настройки тока и скорости сварки.
Денис,я имею ввиду что обратный валик получается втянутым то есть вогнутым до 1,5мм именно с потолка до выхода на вертикал. Это недопустимо.
Прутки для сварки использую Tigrod цыфры забыл,2мм омедненые. Часто бывает такое что после прохода корня появляется поверхностные шлаки,я думаю это от омеднения прутка,хотя кромки пройдены щёткой. Как от них избавиться,мешают лицо формировать.
swarnoy_23rus , 1.Обрати внимание на положение присадочного прутка относительно кромок .
2. Притупление и зазор .
Немного по сути . Варишь потолок - пруток находится чуть выше кромки (вглубь трубы , т.е. ) . Физику никто не отменял . Расплавленный металл течёт вниз , а дугой много не удержишь . Можно вести пруток вровень с кромкой , "наваливая" присадку , но тут есть вероятность , при недостаточной толщине стенки трубы , что св.ванна не удержится . Это если пытаться сделать усиление . Если же оно не принципиально и достаточно сделать корень вровень со стенкой или незначительным усилением , то самое оптимальное положение - по границе кромки . В общем , физика . Тоже самое и по верхнее положение , чтобы не было провиса , пруток - чуть выше кромки ( при достаточной скорости сварки - вровень ) .
Зазор , чтобы присадка ходила без подкусывания , но и не болталась при этом .
Притупление и разделка - для стабильности св.ванны ( контроль , провар , доступ и прочее не беру во внимание ) . Под разные толщины свои нюансы . Толстая стенка (от 4 и выше ) можно "под нож" , то что тоньше - с притуплением .
swarnoy_23rus , 1.Обрати внимание на .
Но на сколько я понимаю, что при этих движениях и скорость относительно высокая должна быть. Т.е. сплавление + расплавление присадка и тут же далее. Если шов широкий, то как глубоко (высоко) не утапливай присадок, ванна будет провисать. Либо низкочастотный импульс включить, который и будет давать время на перемещение горелки с одновременным остывание шва.
зарабатываем и получаем удовольствие от процесса.
swarnoy_23rus , 1.Обрати внимание на положение присадочного прутка относительно кромок .
2. Притупление и зазор .
Немного по сути . Варишь потолок - пруток находится чуть выше кромки (вглубь трубы , т.е. ) . Физику никто не отменял . Расплавленный металл течёт вниз , а дугой много не удержишь . Можно вести пруток вровень с кромкой , "наваливая" присадку , но тут есть вероятность , при недостаточной толщине стенки трубы , что св.ванна не удержится . Это если пытаться сделать усиление . Если же оно не принципиально и достаточно сделать корень вровень со стенкой или незначительным усилением , то самое оптимальное положение - по границе кромки . В общем , физика . Тоже самое и по верхнее положение , чтобы не было провиса , пруток - чуть выше кромки ( при достаточной скорости сварки - вровень ) .
Зазор , чтобы присадка ходила без подкусывания , но и не болталась при этом .
Притупление и разделка - для стабильности св.ванны ( контроль , провар , доступ и прочее не беру во внимание ) . Под разные толщины свои нюансы . Толстая стенка (от 4 и выше ) можно "под нож" , то что тоньше - с притуплением .
Спасибо за такой четкий расписанный ответ,осмысливать буду. Я не совсем понял,а пруток что подаётся сверху через зазор в разделке? Я подарю сбоку вдоль кромок. Даже когда с потолка свариваю.
Абсолютно верно . Если зазор велик , то стоит - или уменьшить его , или присадку толще брать , или скорость/наклон горелки менять , или же пульс ( как вариант , вкл/выкл ) .
Я не совсем понял,а пруток что подаётся сверху через зазор в разделке? Я подарю сбоку вдоль кромок. Даже когда с потолка свариваю.
В принципе , его можно подавать хоть откуда , лишь бы было удобно и сварочной ванны достигал . Относительно тех советов , что давал , то пруток подаётся по-человечески , вдоль кромок . И вот в этом положении его стоит держать чуть выше кромки . На верикале - вровень , ну на нём можно хоть как , в принципе , держать , а требуемое усиление формировать количеством подаваемой присадки и скоростью сварки , равно как и наклоном горелки .
В общем , для всех положений функционал действий широк . Экспериментируйте . Удачи !
Абсолютно верно . Если зазор велик , то стоит - или уменьшить его , или присадку толще брать , или скорость/наклон горелки менять , или же пульс ( как вариант , вкл/выкл ) .
В принципе , его можно подавать хоть откуда , лишь бы было удобно и сварочной ванны достигал . Относительно тех советов , что давал , то пруток подаётся по-человечески , вдоль кромок . И вот в этом положении его стоит держать чуть выше кромки . На верикале - вровень , ну на нём можно хоть как , в принципе , держать , а требуемое усиление формировать количеством подаваемой присадки и скоростью сварки , равно как и наклоном горелки .
В общем , для всех положений функционал действий широк . Экспериментируйте . Удачи !
Я горелкой веду относительно шва не под 90градусов,а немного поднаклоном,увеличил зазор до 2,5мм,легче стало продавливать,но скорость подачи прутка возрасла,сейчас отнесу токарю разрезать сделаю фото изнутри трубы.
swarnoy_23rus ,У вас металл выгорел . Неправильный выбор зазор - присадка , медленная скорость сварки , широкая сварочная ванна ( или большая амплитуда движений , или неправильно подготовлен стык - зазор , притупление и т.д. ). Облицовка это дело усугубила . Чтобы вывести на требуемые параметры облицовку , вместо того , чтобы пройти пару раз ( или на корне сделать побольше заполнение ) , вы забили разделку за один проход да ещё и усиление сформировали . Сделайте снимок собранного стыка , корень ( с обеих сторон ) , ну и , не плохо бы , сами катушки - фаску , притупление .
Труба 159х4. Фаска-притупление . Прихватка-зазор . ф присадки - 2,4мм




Облицовка и корень после облицовки


Облицовка РДС , но , тем не менее , следов сильного пережога нет . Обратите внимание на ширину шва , имею ввиду , корень - он не выползает за свои , изначально заданные габариты . Чисто сплавление кромок , тело трубы плавить незачем .
эсаб тиг род хорошая расходка .После корневого прохода зачистку не проводиш ?хотябы щеткой.
Мне ЕСАБ не понравился . Довольно часто , при сварке корня , муть в сварочной ванне появляется . А если чуть тормознулся , то 99% . Bohler в этом плане в разы лучше .
правильная подготовка стыка и техника сварки это 100% положительный результат.кромку притупления зделай чють по больше.Токда корень не будет так размазан.Угол атаки галерки на монтаже не всегда 90 градусов особенно с потолка и доступности.
Подскажите оптимальный зазор для такой трубы пожалуйста, пробовал и 1,5мм и 2,5мм.на 2м варианте легче задавить валик,но он без усиления получается,вровень.
эсаб тиг род хорошая расходка .После корневого прохода зачистку не проводиш ?хотябы щеткой.
Нет я не могу залезть в 57 трубу.
swarnoy_23rus ,У вас металл выгорел . Неправильный выбор зазор - присадка , медленная скорость сварки , широкая сварочная ванна ( или большая амплитуда движений , или неправильно подготовлен стык - зазор , притупление и т.д. ). Облицовка это дело усугубила . Чтобы вывести на требуемые параметры облицовку , вместо того , чтобы пройти пару раз ( или на корне сделать побольше заполнение ) , вы забили разделку за один проход да ещё и усиление сформировали . Сделайте снимок собранного стыка , корень ( с обеих сторон ) , ну и , не плохо бы , сами катушки - фаску , притупление .
Примерно , так .
Труба 159х4. Фаска-притупление . Прихватка-зазор . ф присадки - 2,4мм
Облицовка РДС , но , тем не менее , следов сильного пережога нет . Обратите внимание на ширину шва , имею ввиду , корень - он не выползает за свои , изначально заданные габариты . Чисто сплавление кромок , тело трубы плавить незачем .
Мне ЕСАБ не понравился . Довольно часто , при сварке корня , муть в сварочной ванне появляется . А если чуть тормознулся , то 99% . Bohler в этом плане в разы лучше .
Основные ошибки и дефекты аргонодуговой сварки(TIG, аргон)

Сегодня пойдет речь не о сварке, а о дефектах при аргонодуговой сварке.
И так вкратце, часто ошибки бывают при подготовки поверхности, тк TIG "любит" чистоту и стерильность. в процессе сварки, а также после ее окончания. Также отмечу, что встречаются дефекты сварки. которые нельзя увидеть глазами, например, слишком мелкие дефекты, дефекты между слоями швов и тд. И все эти ошибки в конце концов приведут к разрушению сварного соединения.
Начну всё же с более трудно определяемого(когда не видна противоположная сторона шва) при сварке дефекта, и дефект этот непровар. Многие сварщики. да и самоучки, научивший накладывать ровный и красивый с виду шов частенько забывают о проплаве и проваре кроенного шва. А некоторые, кстати и на этом форуме, как и на многих других еще и доказывают свою правоту, =) мол у меня шов красивый — значит изнутри провар есть.Чёртас два, я вам скажу как специалист занимающийся неразрушающим контролем!

Непровары — это несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары будучи концентраторами напряжений снижают прочность шва и будут являться причиной его разрушения.
Если честно, то даже для меня является в некоторых случаях сделать такой шов, чтобы с противоположной стороны был четкий и постоянный провар корня шва(односторонняя сварка).
Основные принципы устранения этих дефектов — разделка противоположной стороны шва и двухсторонняя сварка, достаточно широкий для проплавления и свариваемой толщины детали зазор
Самая распространенная ошибка — плохая подготовка поверхности!
На фото шов на алюминии, не почищенном перед сваркой. Видны окислы на поверхности шва — такой шов откровенное гуамно.

Далее все как по библии.

Причина образования трещин — несоблюдение технологии сварки например, неправильное расположение швов, приводящее к возникновению концентрации напряжения, завышенный ампераж сварочного процесса, неверный выбор сварочных материалов, резкое охлаждение конструкции. А также повышенное содержание в шве углерода и различных примесей — кремния, никеля, серы, водорода, фосфора.
Устраняются трещины вырезанием и/или засверливанием концов трещин.

Наплывы возникают, когда расплавленный металл натекает на основной, но не имеет сплавления с ним. Дефект шва возникает по разным причинам — при недостаточном прогреве основного металла вследствие малого тока, излишнего количества присадочного материала.
Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.

Подрезы — это углубления по околошовной зоне шва. Подрез уменьшает сечения шва и создает концентрацию напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенного ампеража сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах.
Устраняют подрез наплавкой тонкого шва по линии подреза и шлифовкой.

Кратеры — дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. В этом же месте возможно "пенообразование", те пористость. Кратеры в 99% случаев образовываются при сварке алюминия, без окончательной продувки газом. Кратеры снижают прочность шва из-за уменьшения…да, да всё того же сечения шва. В них могут находиться усадочные рыхлости, способствующие образованию трещин.
Устраняют кратеры вырезанием или высверливанием до основного металла, после чего заваривают снова.
…так что там у нас еще…

Прожоги это дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. по-русски — "дырка" При этом обычно с другой стороны образуется натек. Прожоги возникают из-за повышенного ампеража сварочного тока, недостаточной скорости перемещения при сварке, большого зазора между кромками металла, и тд.
Исправляют прожог зачисткой и последующей заваркой.
Так же имеют место быть такие дефекты как посторонние включения, перегрев металла, пористость шва, отклонение от норм по геометрическим размерам и прочие, прочие, прочие…
Друзья, читайте больше литературы технической, варите хорошо. а как попало выйдет само!
И уж точно не надо мне, будучи профи в неразрушающем контроле, усираясь, доказывать что ваш сварной шов идеален без проведения какого либо вида контроля последнего.
Всем мира и Бобрёнка, удачи и подписывайтесь!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Видео, в котором показано, как варить трубу со 100% проваром корня шва.
Технология ручной аргонодуговой сварки труб
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 °С.
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
Сварка аргоном корня шва
Подсмотрев у зарубежных коллег, как ловко они манипулируют аргонодуговой горелкой, я решил найти подробное описание, как это делается. Но, к сожалению, на русскоязычных ресурсах я ничего подобного не нашел, как и в учебниках и пособиях. Решил пролистать зарубежные сайты. Результат моих поисков в переведенной статье ниже, мои комментарии даны в квадратных скобках. Также в конце подборка ссылок на видео для наглядности.
Ходьба соплом — это техника сварки, которая фактически эксклюзивна для РАД сварки трубы! [В оригинале Walking the cup, русского аналога словосочетания не найдено, сначала решил оставить все термины в оригинале, но позже, решил все-таки перевести с учетом контекста. «Ходьба соплом» показалось наиболее приемлемым переводом]
Эта техника является промышленным стандартом для ручной аргонодуговой сварки трубы. Многие компании, которые нанимают аргонщиков, не будут даже рассматривать кандидатов, если они не сварят трубу с помощью техники ходьбы соплом. Мой личный опыт показывает, что на каждом собеседовании, которое я проходил для аргонодуговой сварки труб, был вопрос в том, знаю ли я как ходить соплом.



Есть три способа как ходить соплом:
Трещотка

Первая — это техника трещотки, выполняется так же как и закручивается болт ключом-трещоткой. Трещотка обычно используется везде, где есть плоская поверхность для упора сопла аргонодуговой горелки.
Такое можно выполнить, поместив сопло на трубе, поворачивая рукоятку так же, как трещотку на болте. Поступательное движение создается небольшим подергиванием запястья в конце каждого разворота трещотки.
Это самая трудная техника ходьбы соплом, но и лучшая из всех, если дело касается качества сварки. Объясняется длиной дуги, чрезвычайно близкой к ванне, остающейся постоянной во время сварки.
Вихляние соплом

Вторым способом как ходить соплом является вихляние сопла из стороны в сторону, похожим на перемещение тяжелой бочки, которая стоит вертикально.
Такой способ обычно применяется при большом размере сопла и лучше всего исполняется на плоской поверхности или непосредственно на сварном шве. Этот метод намного проще трещотки, но и не такой точный! Это все потому, что длина дуги постоянно меняется при колебаниях сопла.
Этот способ по-прежнему лучше, чем сварка свободной рукой, и я до сих пор использую его в труднодоступных местах, где мне нужно варить левой рукой с зеркалом. Вихляние соплом является хорошим началом, для того чтобы учиться другим видам ходьбы соплом. После того, как вихляние соплом будет освоено, можно подняться на следующий уровень, осваивая трещотку. Это тот момент, когда вы научитесь совершенствовать свою аргонодуговую сварку труб.
Скольжение соплом



Скольжение соплом — ни больше и ни меньше! Сопло скользит, и вы буквально толкаете его, чтобы направлять электрод туда, где он должен быть. Скольжение соплом используется в том месте, где слишком неблагоприятная поверхность для ходьбы соплом.
Чаще скольжение соплом применяется в разделке толстостенных труб. У вас есть большая разделка кромок и такой размер сопла, который помещается между кромок. Просто установите необходимый вылет электрода и начинайте скольжение соплом из стороны в сторону и вперед, чтобы захватить дугой сварочную проволоку.
Скольжение соплом также используется для наложения корня шва и горячего прохода на толстостенных трубах. Эта техника никогда не упоминается в книгах по сварке, но, как правило, осваивается на стройплощадке.
Скольжение соплом также используется, когда стык почти заполнен и готов к наложению облицовочного шва. В этом случае поверхность сопла опирается на не достаточно плоское основание, чтобы ходить соплом и не достаточно глубокая разделка, чтобы скользить соплом. Компромисс, вот что нужно! Вы делаете все возможное, чтобы заполнить стык. Большую часть движения занимает скольжения соплом, а другая часть ходьбой. Это немного мудрено, но понадобится немного времени, чтобы привыкнуть к этому.
РАД сварка труб с зазором
Когда дело касается аргонодуговой сварки трубы с зазором, то подготовка кромок это более чем половина успеха! Кромки, а также вся поверхность трубы, должны быть чистыми. Окалина должна быть зачищена, по крайней мере, на 1 дюйм [25.4 мм] на внутренней и внешней поверхности трубы. Скос должен иметь притупление кромок, зазор должен быть между 1/16 [1.6 мм] до 1/8 [3.2 мм] дюйма в зависимости от используемого размера сварочной проволоки.
Для большинства студентов, занимающихся в техникуме, зазор может быть установлен при помощи проволоки, согнутой в виде буквы V. Просто положите проволоку на кромки одной катушки, а затем поместите другую катушку поверх первой. Удостоверьтесь, что соблюден соосность труб. Главное в чем вы нуждаетесь — зазор по всему периметру трубы, который достаточно мал, чтобы можно было положить сварочную проволоку в разделку без возможности ее проскальзывания внутрь трубы.



Прихватка трубы
Прихватка накладывается размещением сварочной проволоки в разделке и прохождением по ней дугой. Если вы будете использовать 1/8'' [3.2 мм] проволоку, то установите зазор 1/8'' [3.2 мм] проволокой. Чтобы прихватить трубу, найдите такое место, где сварочная проволока не проскальзывает в зазор. Далее просто поставьте прихватку.
После того, как первая прихватка поставлена, вам нужно довольно быстро вынуть распорку [проволоку из зазора]. Прихватка усядет, а затем вы установите другую прихватку на противоположной стороне трубы. После постановки двух первых прихваток вытяните распорку. Теперь проверьте зазор по всему периметру трубы и убедитесь, что он равномерный. Если нет, то внесите некоторые коррективы. В идеале прихватки должны быть длиной около ¾ дюйма [19 мм].
Техника, используемая для прихватки труб, похожа на пошатывание горелки. Вы помещаете сварочную проволоку в разделку и проходите по ней дугой, убедившись, что вы расплавили обе кромки трубы. Когда заканчиваете постановку прихватки, то гасите дугу и не вынимайте проволоку! Подождите немного для охлаждения прихватки, а затем отломите проволоку. Это делается, чтобы избежать создания замочной скважины, которая позже может стать причиной чрезмерного проплавления в корне при попытке сплавить корень и прихватку.
Как только все прихватки проставлены, вы должны снять с них концы прежде, чем наложить корень. Если прихватки не идеальны, то не волнуйтесь, потому что вы будете переплавлять их, накладывая корень. Когда вы переплавите их на корневом проходе, они сгладятся и будут едва заметными.
После постановки каждой прихватки убедитесь, что вы отрезали конец окисленной проволоки, чтобы избежать загрязнения.



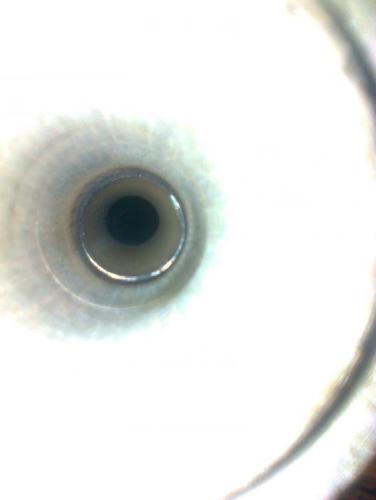
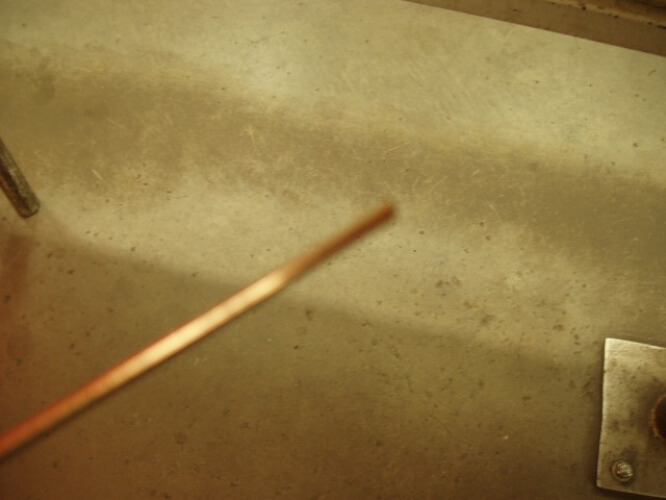
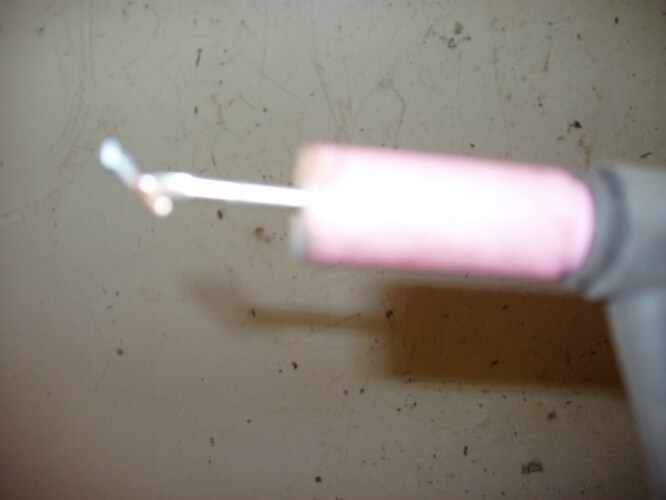
Загрязненная проволока может вызвать проблемы со сваркой шва, а также сделать прихватку или сварку трудновыполнимой. Когда речь идет об аргонодуговой сварке, то фишка в том, чтобы всё было чистое. Это означает что стык, сварочная проволока и вольфрамовый электрод — всё должно быть очень чистым. Фотография ниже является прекрасным примером загрязненного электрода, который должен быть заново заточен!

Техники сварки корня труб
Если говорить о техниках, используемых для сварки корня шва — есть два способа сделать это. Это зависит от того, где вы научились варить. Сварка в южных штатах отличается от сварки в северных штатах. В северных штатах просто кладут присадочную проволоку в разделку и проходят по ней дугой. Это мы — Янки!
В южных штатах, в основном в Мексиканском заливе, используют меньший диаметр проволоки, чем зазор в стыке. Что они делают — подают проволоку с противоположной стороны трубы, опирая ее на прихватку. Сварочная проволока в буквальном смысле подается изнутри трубы! Это не просто сделать, но знать как это делается может очень пригодиться, если ваша труба плохо собрана. Лично для меня прохождение горелкой по прутку более предпочтительно, это намного проще, чем подача присадочного прутка изнутри!
Используемая техника сварки будет зависеть и от толщины трубы. На тонкостенных трубах можно либо трещоткой, либо вихлянием сопла. У вас будет неглубокая разделка, поэтому вы можете ходить соплом. Если это толстостенная труба, то вам нужен достаточно маленький размер сопла, чтобы поместить его между кромками и можно будет легко скользить.
Перед началом сварки необходимо отрезать вашу сварочную проволоку под углом, чтобы подогнать под заостренную прихватку. Затем поместите проволоку на заостренную прихватку и зажгите дугу в середине прихватки. Дождитесь, когда прихватка начнет плавиться, и медленно идите соплом в сторону присадочного прутка.
Когда вы приблизитесь к проволоке, вам надо держать проволоку прижатой к корню и медленно идите к ней. Перемещайте горелку достаточно медленно, чтобы сварочная проволока стала жидкой и всосалась в прихватку. В этот момент увеличивайте скорость перемещения и продолжайте идти соплом.
При ходьбе соплом не размазывайте корень слишком сильно по кромкам. Если сделаете так, то получите вогнутую поверхность корня или утяжину. После того, как сварной шов готов сплавиться со следующей прихваткой, начинайте замедлять скорость перемещения горелки. Подойдите к прихватке медленно, прижимая присадочный пруток к ней.
После того, как сварочная проволока упрется в прихватку, начинайте нажимать и поднимать ее, по крайней мере, на 45 градусов или больше, когда она сплавляется с прихваткой. Если вы не поднимите сварочную проволоку и сделаете острый угол, то вы, скорее всего, сделаете дыру до того как сплавите должным образом проволоку с прихваткой.
Гашение дуги на прихватке должно быть сделано за счет быстрого увеличения скорости перемещения горелки и удлинения дуги. Это делается чтобы предотвратить появление «рыбьего глаза». Законченный корень шва должен быть гладким со всех сторон. Сплавления должны быть едва заметными, а поверхность корня должна быть плоско-выпуклой. Плоская поверхность не имеет большого значения, потому что нужно будет подавать чуть больше проволоки на горячем проходе.



Разбор проблем РАД сварки корня
Что же касается сварки корня шва, есть некоторые общие проблемы, но все они легко исправляются. Аргонодуговая сварка — очень всепрощающий процесс! Вот некоторые наиболее часто встречающиеся проблемы при сварке корня и способы их решения:
Вогнутая поверхность корня или утяжина
- Увеличьте скорость движения
- Уменьшите силу тока
- Не размазывайте корень далеко на кромки
- Увеличьте угол горелки РАД
- Присадочная проволока слишком большого диаметра
- Недостаточная подача защитного газа
- Увеличьте угол присадочной проволоки
Техника сварки горячего прохода и заполняющих слоев

Если речь идет о технике сварки горячего прохода и заполняющих слоев, то она такая же как для корневого прохода, но требует большего тепловложения. Например, если вы свариваете трубу 2'' 160 schedule [60.3х8.74 мм], то на корень шва потребуется около 90 А, а горячий проход 125 А. На толстостенных трубах используется техника скольжения сопла. На тонкостенных трубах используется техника ходьбы соплом. Это возможно потому, что разделка достаточно маленькая, чтобы позволить соплу идти по краям скоса кромок.
На горячем и заполняющих проходах вам надо размазывать присадочную проволоку по кромкам очень хорошо. В отличие от корневого прохода, где вы фокусировались на подаче сварочной проволоки в разделку, здесь основной упор делается на размазывание сварочной проволоки на кромки.
Заполняющий проход действительно становится все сложнее, если вы заканчиваете заполнять толстостенную трубу. Это то место, которое потребует компромисса, если говорить о используемой технике сварки. Этот компромисс, как правило, представляет собой половину движения скольжения соплом, а другая половина — ходьба соплом.



При выборе размера сопла для толстостенных труб очень часто пользуются несколькими соплами в зависимости от толщины разделки. В большинстве случаев вы начинаете с меньшего сопла и работаете удобным способом до больших размеров сопла, в зависимости от заполнения разделки. Идея такова — использовать достаточно большое сопло, которое будет скользить в разделке, не касаясь шва. После того как шов почти заполнен, вы возвращаетесь к меньшему соплу, в этом случае вы можете сделать ровную поверхность сварного шва и начать переход к ходьбе соплом.
Техника сварки усиления трубы
Усиление на трубе ничем не отличается от ходьбы соплом на любой другой поверхности. В идеале нужно пользоваться способом трещотка, но если вы еще не освоили эту технику, то просто вихляйте соплом. Сварка усиления шва имеет некоторые общие проблемы, которые легко решаются.
Наиболее распространенная проблема с подрезом шва. Подрез обычно предотвращается путем очистки области сварного шва перед каждым проходом шлифовальной диском или напильником. Что происходит — каждый проход вашего шва создает зону термического влияния. Что должно быть очищено — поверхность трубы, которая будет сварена.
Эта область обычно имеет синий оттенок, который показывает вам область термического влияния. Просто удалите поверхность металла напильником или мелкозернистым шлифовальным диском! Это также относится ко всем возобновлениям сварки и ниточным валикам. После этого шов должен снова плавно растекаться. Когда речь заходит об аргонодуговой сварке труб или других конструкций, то ключом к хорошему качеству сварного шва будет являться чистота!
Ниже я подобрал видео, наглядно показывающие технику ходьбы соплом.
Техника ходьбы соплом при РАД сварке:
Техники сварки РАД — Ходить соплом vs Свободная рука и насадка на палец:
Как сваривать РАД сваркой техникой укладки проволоки:
Обучение РАД сварке может быть осуществлено в комфортных домашних условиях!:
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Читайте также: