Сварка аргоном пивных банок
Обновлено: 20.05.2024
Боковая стенка банки толщиной 0,08 и 3104 сплав AlMn1Mg1Cu0,2 третьей группы, Дно банки толщиной 0,30 и 5182 сплав AlMg4,5Mn0,4 пятой группы,соответственно сам сплав 5ххх сваривается проще и комфортней.
Так вроде банку выдавливают и круглой заготовки а потом делают горлышко. Получается что боковины и донышко из одного металла.
Да, и для меня с первого раза тоже не сложно, при одном условии если как то умудрится поставить прихватку Но сейчас думаю решил с этим вопрос. На боковине наложить шов вроде тоже получается с присадкой 1.2 и до 2мм. Сварить в стык попробую обязательно. Сварить две банки в стык без донышек наверное не буду заморачиваться, надо где то еще нержавейки найти для подкладки, скорее всего отрежу два листочка и попробую встык сварить.
Cebora Twin Tig AC/DC 180M, Cebora Pocket Pulse, Grovers WSME 200E Pulse AC/DC, БВО Foxweld WRC 300B, WP(F)-26, WP(F)-9, NR-9(17), WP-20F, педаль реастат, Tecmen ADF - 730S TM15.
Корпус банки из 3004 или 3104. Из 5182 - крышка.
Толщина донышка 0,3, стенка 0,11, но бывает и 0,08.
Удовольствие от высокого качества длится дольше чем радость от
У меня другая информация. Можно и сначала посмотреть, но на 2.46 сам процесс как из одной заготовки вытягивают банку. Не видно там что бы донышко из другого материала делалось.
У меня другая информация. Можно и сначала посмотреть, но на 2.46 сам процесс как из одной заготовки вытягивают банку. Не видно там что бы донышко из другого материала делалось.
Не пойму что Вы хотите сказать? По Вашей ссылки на картинке тоже написано что корпус сделан из такого то сплава, нет там отдельно донышка от корпуса. Банка сделана из двух деталей если не считать ручку для открывания. Да сплавы вроде разные, но речь шла не об этом, а о том, что донышко имеет толщину такую то и сплав такой то, а боковина толщину такую то и другой сплав.
Детали пивных банок изготавливают из алюминиево-марганцевых и алюминиево-магниевых сплавов (таблица). Для корпуса банки применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или его модификации – алюминиевого сплава 3104 – в состоянии Н19.
Вроде все понятно написано, одна деталь дно и боковина. Да толщина разная, но речь шла именно об разных металлах.
Как коллекционер пивных банок и любитель их поварить, могу заявить, что ни разу не встречал сварного донышка, тело и донышко тянут с одного материала, либо алюминий либо сталь, а вот крышка - всегда алюминий.
Привет всем. Ребят посмотрите что со швами не так? Амг5, одна деталь 25мм толщины, вторая 2.5мм. Приходится манипулировать горелкой чтоб не оплавить тонкую стенку поэтому шов не равномерный. У Отк по визуальной части вопросы.
Прикрепленные изображения
Отошли ОТК к технологу чтоб он ему и тебе обяснил весь техпроцес.
Что технолог должен объяснить? На кой хрен нужен техпроцесс ОТК как таковой?
Контакты без заполненного профиля - в игнор!
Отошли ОТК к технологу чтоб он ему и тебе обяснил весь техпроцес.
Очень мало. 25мм. ммм. Я бы начал с 240.
Привет всем. Ребят посмотрите что со швами не так? Амг5, одна деталь 25мм толщины, вторая 2.5мм. Приходится манипулировать горелкой чтоб не оплавить тонкую стенку поэтому шов не равномерный. У Отк по визуальной части вопросы.
Если деталь не декоративный шов,то есть к чему придраться. Так же углы перекрывают швами и шов начинают не с конца предыдущего шва,а с нахлестом от предыдущего и далее раз несплавление кромок,то и как следствие нет полноценного провара.
Приходится манипулировать горелкой чтоб не оплавить тонкую стенку поэтому шов не равномерный. У Отк по визуальной части вопросы.
Если есть ОТК то должно быть полноценное РД где прописаны тип соединения токи и прочее. В самом простом случае Вам должен был главный сварщик на пальцах обьяснить и показать как надо делать чтобы было всё ОК.
Если-же вопрос как ровненько проварить, то всё просто, нагрейте деталь которая 25мм перед сваркой и нормально подберите режим чтобы сварочная ванна была в комфортных для работы условиях . Ну то есть чтобы подводимого тепла от сварочного тока + предпрогрев хватало для процесса сварки без перегрева и завышения тока. Ну и деталь расположить так, чтобы заварить в "один проход" или разложите швы так чтобы варить "Один подход на присадку". Подкладку там под руку и прочее.
А вообще основная проблема у вас в холодной толстой детали.
Нам в Команду требуется станочник универсал: боготворящий работу с металлом и обожающий свою работу.
Нам в Команду требуется сварщик универсал: боготворящий работу с металлом и обожающий свою работу.
Sakhalin_Cat , в данной ситуации мне вообще все не понятно. К 25 мм приваривать 2.5 мм с проваром. Провар (корень шва) подразумевает выход металла с обратной стороны. Т.е. все равно с обратной стороны будет видно что варили. Так почему нельзя сделать сварку с двух сторон? Почему нужен гарантированный корень шва? Зачем такая герметичность, т.е. какое назначение изделия?
И правильно, если есть требования то и должны быть понимания как и каким процессом нужно получить готовую деталь. А то опять приходим к случаю, когда главный технолог будет просить варить деталь по краске и т.п. Если на верхах нет понимания как делать, то как сделать низам? Методом перебора?
зарабатываем и получаем удовольствие от процесса.
К 25 мм приваривать 2.5 мм с проваром. Провар (корень шва) подразумевает выход металла с обратной стороны. Т.е. все равно с обратной стороны будет видно что варили.
При правильной разделке с фаской по обратной строне у тонкого листа, можно получить равномерный обратный валик или даже втянутый обратный валик без подвара корня. Просто придется долго и тщательно подбирать режимы и размер фаски. Ну и полный процесс, зачистка, обезжирка прогрев, поддув(избыточное давление внутри) итд итп. Дорого будет, но возможно. Визуально конечно видно будет что варили, но соединение будет 100% провар и без торчащих кусков сварочной проволоки и бугров обратного валика. так, что после например дробеструйки и покраски понять что изделие сварное визуально будет невозможно.
Вообще ТС-ом тема изделия не раскрыта полностью, поэтому что-либо обсуждать сложно. Та фотка что им предоставлена ВИК не проходит так как ширина шва пляшет как не в себя, естественно ОТК его заворачивает. Просто что это за хрень и чего хотят от сварного непонятно. Требования не раскрыты, чертежей нет, РД нет. есть только кривое фото.
Сварка алюминия
найти на приемке кусок алюминия, приварить к нему патрубок и отдать клиенту со словами - "я наплавил с вас 20 тыщ, теперь на фрезеровку!".
нати на приемке кусок алюминия, приварить к нему патрубок и отдать клиенту со словами - "я наплавил с вас 20 тыщ, теперь на фрезеровку!".
Проверено на практике, если нужна определенная деталь, то по закону подлости. на всех приемках будет много всего, но не того что надо.Бывало приедешь, смотришь гора алюма, а выбрать нужного — не чего. Кстати клиент теплообменник уже довел до ума. Вчера вечером звонил и обещал привезти еще какие-то трубы с погрызенными мышами отводами. так же видимо от двигла МАНа.
Хэлло народ , назрел вопрос по поводу сварки алюминия под сертефикат несущих конструкций может у кого есть информаци или требования которые отличаются от сварки той же самой нержавейки iso гост стандарты впски любая инфа . зарание спасибо
Calma , на крайняк можно болванку выплавить из пивных банок
Calma, на крайняк можно болванку выплавить из пивных банок
Добрый вы. От такого колличества пива почки посажу.
Посан — обещал вчера, посан — привез сегодня "дудки".




Клиент интересный, с богатыми фантазиями. Уговаривал 2 поршня от МАНа варить . Увидел на верхней плоскости маленькие трещинки и возжелал их заварить. Еле его отговорил..
Поршня неплохо свариваются так то, приходилось делать.
Вадим! Приходилось так же варить поршня, но там иной случай. У МАНа довольно интересные поршня. Там по средине торца довольно таки большое каплевидное углубление. Получается, что само дно углубления на много шире верхнего входа. И маленькие трещинки именно на самой кромке. По сути, мне кажется они не влияют на работу двигателя и не увеличиваются в размерах со временем. Это как перемычки у многих дизельных головках. В большинстве головок они есть, но тем не менее головки и дальше "ходят".
Я посоветовал ему не варить поршня, мотивируя тем, что не понятно что будет на выходе — сделаем лучше или еще хуже чем было. Также посоветовал ему поискать подобную информацию в сети ремонтников. Они то наверняка знают лучше. А заварить в случае надобности — не проблема.
Именно у МАНов трещинки встречал несколько раз. Хозяева тоже очковали и меняли на новые, хотя лезли совсем за другим.
Граждане, кто сталкивался с алюминиевым ресиверами от грузовой техники? Какая у них марка кремневая или магниевая?
Сергей64 , всё емкостное оборудование, тем более работающее под давлением делается с АМГ.
Коллеги, прошу помощи. Ни у кого, случаем, не завалялось таблицы или справочника по свариваемости алюминия и алюминиевых сплавов марок Амг, АД и им подобным? Лет 7 назад Дима Аргониус выкладывал сюда нечто подобное - таблицу подбора марки присадки да алюминия. Но найти я её (пока) не могу.
Сварка взрывоопасных ёмкостей
Тема задумана как цитатник форума о мерах безопасности при сварке ёмкостей из под горючих жидкостей и газов.
Целью является показать именно количество советов по этому вопросу, чтобы придать больше веса и значимости правильным методам. Поэтому советы будут повторятся, и чем больше тем лучше.
- - высушить и провентилировать бак перед сваркой (долго, геморойно, и нет 100% гарантии избежать этого самого "БА-БАХ")
- - заполнить бак водой и в таком состоянии его варить (за остатки воды и попадании ее в топливную систему клиент "спасибо" не скажет (особо касается дизельных двигателей - практически 100% гарантия что топливный насос" прикажет долго жить"), нет гарантии качественной сварки-непровары, поры и трещины
- - "выпаривание" - примерно в течении часа продувка паром -не всегда есть такая возможность, неизбежный конденсат воды (см пункт №2) ЧТО ОСТАЕТСЯ
Вот я присоединюсь к этому мнению, только кое что хотелось бы добавить. Баллон аргона стоит в подмосковье около 1000р., в нем около 7000 литров газа, т.е. заполнить 500 л бак аргоном будет стоить около 72р. Разве это такая уж большая цена за качество и безопасность.
аргоном лучше заполнить, или углекислотой. цена вопроса - копейки (в 40л аргоновом баллоне 6000 литров газа при н.у.).
Варил бак, два дня мыл перед этим, бабахнуло так, что на месте сварки дырка, мужики стремно, заполняйте аргоном!
Ни один взрыв не может произойти без кислорода. Поэтому его наличие в полости бака лучше исключать. И это единственный способ. Пропарки, прожарки и прочее это русская рулетка. Даже заполнение газом надо проводить с умом ибо струя газа способна втягивать за собой окружающий воздух. И смешиваться с ним. Поэтому шланг подачи в месте входа должен быть вставлен без зазоров по бокам. А все дыры прикрыты плотно хотябы.
Эксперименты с химией лучше тоже не проводить. Не всегда на упаковке полно и правдиво описан состав. Может статься что состав прореагирует, с тем же алюминием и неизвестно какие твердые и газообразные продукты вы получите на выходе. Все это может добавить фееричности взрыву. Например окислы алюминия способны поднять температуру взрыва до огромных значений. И контузия дополнится обширными ожогами. А контузия вещь неприятная и аукаться всю жизнь будет, если живы останетесь.
Баки не варю, а говорю все это как человек потративший изучению природы взрывов немало времени и . здоровья. Берегите себя!
Ребят, углекислоту подавать постоянно или надул и отключил ? И как понять что в баке достаточно углекислоты ?
Motor, подачу снизить до 2 л/мин приблизительно, но не прекращать. Конец подающего шланга в самую нижнюю точку бака.
Нюхать носом,как из трещины будет в нос газировкой бить,значит порядок,уже полный СО2,она как бы наливается,потому что тяжелее воздуха.Если нужно,то можно расширить трещину,чтоб легче заполнялось.
Очередной сегодня бабахнул . Все сделал как и делал много раз , закачивал СО , осенний сопливый нос не учуял запах подмешанного в соляру бензина похоже .

а вот что там внутри сразу после сварки (те самые пары в среде углекислоты ) Спасибо В следующий раз наверно все-таки сначала подумаю брать такую работу или нет )
Свой первый бак варил в 1998 году. Это была емкость на нефтебазе высотой 3,5м и диаметром 5 м. К сварке емкость готовилась месяц. Мыли парили опять мыли опять парили.
Каерканская нефтебаза Талнахская Дудинский порт. Но до сих пор беру бак на сварку и адреналин. Бак всегда варю с водой если есть возможность. Пропарка и СО.Готовлю к сварке сам за отдельную плату. (вазик 500 руб). Так что ТБ и ТБ и страх. Как только страх притупится все конец кина. Очень много смертельных случаев по глупости молодые и профи со стажем в десятки лет.
Варил вот такого франкенштейна. И это еще не самый страшный бак в нашем колхозе. Трещину пытались мазать холодной сваркой. Даже после зачистки болгариным при сварке запах от нее. Бак заполнен был водой + поддув углекислоты.
Как варить алюминий аргоном — технология
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
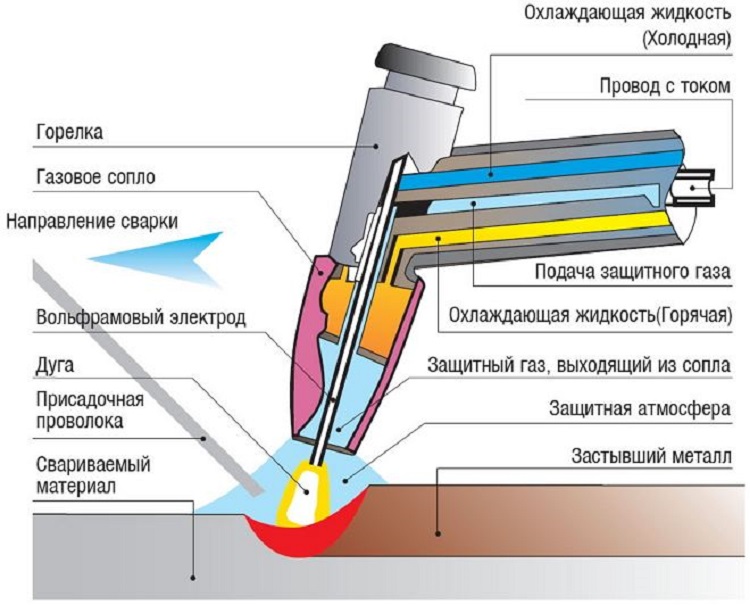
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.

Правила удержания электрода и присадочной проволоки
Читайте также: