Сварка арматуры в одном сечении
Обновлено: 18.04.2024
10.3.33 При применении гнутой арматуры (отгибы, загибы концов стержней) минимальный диаметр загиба отдельного стержня должен быть таким, чтобы избежать разрушения или раскалывания бетона внутри загиба арматурного стержня и его разрушения в месте загиба.
| для гладких стержней | ||
| при мм; | ||
| при мм; | ||
| для стержней периодического профиля | ||
| при мм; | ||
| при мм. | ||
Диаметр оправки может быть также установлен в соответствии с техническими условиями на конкретный вид арматуры.
10.4 Конструирование основных несущих железобетонных конструкций
10.4.1 При конструировании основных несущих элементов конструктивной системы (колонн, стен, плит перекрытий и покрытий, фундаментных плит) следует соблюдать общие требования 10.2 и 10.3 по конструированию железобетонных конструкций, а также указания настоящего подраздела.
10.4.2 Колонны армируют продольной, как правило, симметричной арматурой, расположенной по контуру поперечного сечения и, в необходимых случаях, внутри поперечного сечения, и поперечной арматурой по высоте колонны, охватывающей все продольные стержни и расположенной по контуру и внутри поперечного сечения.
Конструкцию поперечной арматуры в пределах поперечного сечения и максимальные расстояния между хомутами и связями по высоте колонны следует принимать такими, чтобы предотвратить выпучивание сжатых продольных стержней и обеспечить равномерное восприятие поперечных сил по высоте колонны.
10.4.3 Стены рекомендуется армировать, как правило, вертикальной и горизонтальной арматурой, расположенной симметрично у боковых сторон стены, и поперечными связями, соединяющими вертикальную и горизонтальную арматуру, расположенную у противоположных боковых сторон стены.
Максимальное расстояние между вертикальными и горизонтальными стержнями, а также максимальное расстояние между поперечными связями следует принимать такими, чтобы предотвратить выпучивание вертикальных сжатых стержней и обеспечить равномерное восприятие усилий, действующих в стене.
10.4.4 На торцевых участках стены по ее высоте следует устанавливать поперечную арматуру в виде П-образных или замкнутых хомутов, создающих требуемую анкеровку концевых участков горизонтальных стержней и предохраняющих от выпучивания торцевые сжатые вертикальные стержни стен.
10.4.5 Узловые сопряжения стен в местах их пересечения при невозможности сквозного пропуска горизонтальной арматуры стен через этот стык следует армировать по всей высоте стен пересекающимися П-образными хомутами, обеспечивающими восприятие концентрированных горизонтальных усилий в узловых сопряжениях стен, а также предохраняющими вертикальные сжатые стержни в узловых сопряжениях от выпучивания и обеспечивающими анкеровку концевых участков горизонтальных стержней.
 | |
| 1875 × 895 пикс. Открыть в новом окне | |
10.4.6 Армирование пилонов, занимающих по своим геометрическим характеристикам промежуточное положение между стенами и колоннами, производят как для колонн или как для стен в зависимости от соотношения длины и ширины поперечного сечения пилонов.
10.4.7 Количество вертикальной и горизонтальной арматуры в стене следует устанавливать в соответствии с действующими в стене усилиями. При этом рекомендуется предусматривать равномерное армирование по площади стены с увеличением армирования у торцов стены и у проемов.
10.4.8 Армирование плоских плит следует осуществлять продольной арматурой в двух направлениях, располагаемой у нижней и верхней граней плиты, а в необходимых случаях (согласно расчету) и поперечной арматурой, располагаемой у колонн, стен и по площади плиты.
10.4.9 На концевых участках плоских плит следует устанавливать поперечную арматуру в виде П-образных хомутов, расположенных по краю плиты, обеспечивающих восприятие крутящих моментов у края плиты и необходимую анкеровку концевых участков продольной арматуры.
10.4.10 Количество верхней и нижней продольной арматуры в плите перекрытий (покрытия) следует устанавливать в соответствии с действующими усилиями. При этом рекомендуется для нерегулярных конструктивных систем с целью упрощения армирования устанавливать: нижнюю арматуру одинаковой по всей площади рассматриваемой конструкции в соответствии с максимальными значениями усилий в пролете плиты; основную верхнюю арматуру принимать такой же, как и нижнюю, а у колонн и стен устанавливать дополнительную верхнюю арматуру, которая в сумме с основной должна воспринимать опорные усилия в плите. Для регулярных конструктивных систем продольную арматуру рекомендуется устанавливать по надколонным и межколонным полосам в двух взаимно перпендикулярных направлениях в соответствии с действующими в этих полосах усилиями.
Допускается установка части арматуры плит в виде сварных непрерывных каркасов в надколонных полосах плит в двух направлениях (скрытые балки), при этом каркасы должны быть пропущены сквозь тело колонн.
Для сокращения расхода арматуры можно также рекомендовать установку по всей площади плиты нижней и верхней арматуры, отвечающей минимальному проценту армирования, а на участках, где действующие усилия превышают усилия, воспринимаемые этой арматурой, установку дополнительной арматуры, в сумме с вышеуказанной арматурой, воспринимающей действующие на этих участках усилия. Такой подход приводит к более сложному армированию перекрытий, требующему более тщательного контроля арматурных работ.
10.4.11 Конструирование узлов сопряжения балок с колоннами следует производить в соответствии с рисунком 10.2. При этом необходимо предусмотреть поперечную арматуру в виде замкнутых хомутов или П-образных деталей в зоне анкеровки рабочей арматуры балки.
 | |
| 1551 × 1617 пикс. Открыть в новом окне | |
 | |
| 1668 × 746 пикс. Открыть в новом окне | |
10.4.12 В узлах пересечения балок следует устанавливать дополнительную поперечную арматуру для восприятия реакции от второстепенной балки. В главной балке эту арматуру следует устанавливать на ширине b+2h, где b и h - ширина и высота второстепенной балки, во второстепенной балке - на участке шириной h/3. Арматуру следует устанавливать в виде хомутов, охватывающих продольную арматуру, - дополнительно к арматуре, требуемой по расчету наклонных или пространственных сечений.
11 Требования к изготовлению, возведению и эксплуатации бетонных и железобетонных конструкций
11.1 Бетон
11.1.1 Подбор состава бетонной смеси производят с целью получения бетона в конструкциях, отвечающего техническим показателям, установленным в разделе 6 и принятым в проекте.
За основу при подборе состава бетона следует принимать определяющий для данного вида бетона и назначения конструкции показатель бетона. При этом должны быть обеспечены и другие установленные проектом показатели качества бетона.
Нахлест арматуры при вязке – нормы соединения по СНиП
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.

Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.

В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки

Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.

Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
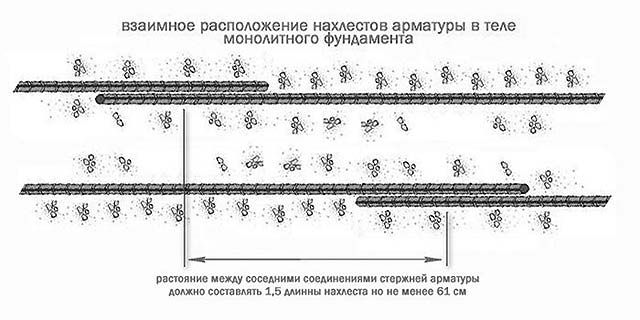
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
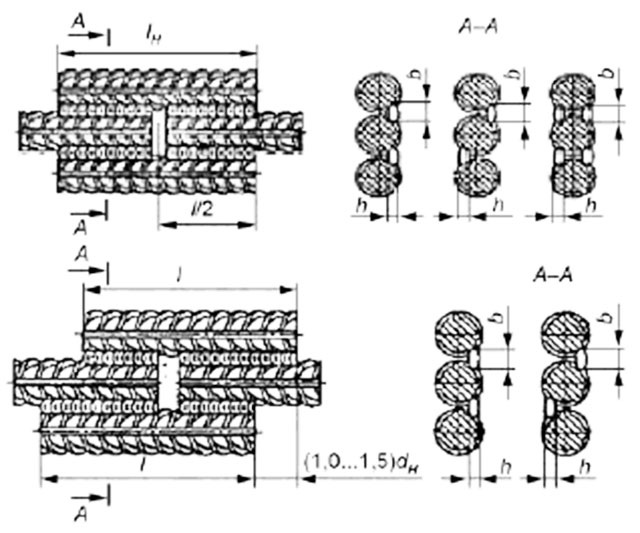

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Можно ли сваривать или лучше вязать арматуру при армировании фундамента – советы от профессионалов
Заливка фундамента, усиленного арматурой – ответственная процедура, нуждающаяся в соблюдении требований действующих нормативов и стандартов. У не слишком опытных строителей возникает ряд вопросов, связанных с особенностями обустройства каркаса для оснований. Один из них – можно ли сваривать арматуру для фундамента или же при изготовлении каркаса допускается только вязка?

Плюсы и минусы составляющих фундаментных оснований
Бетон – особый строительный материал, после замешивания приобретающий текучую структуру и твердеющий спустя какое-то время после заливки в опалубку. На его основе изготавливаются различные опорные конструкции (фундаментные основания). Текучий материал после застывания приобретает следующие свойства:
- прочность;
- долговечность;
- способность выдерживать большие нагрузки;
- устойчивость к колебаниям температуры.
При исследовании проблемы придется учесть имеющиеся у бетонного материала отрицательные свойства, основное из которых – хорошая гигроскопичность (способность впитывать влагу). Поэтому при обустройстве фундаментов погружаемое в грунт основание и прилегающая к земле часть (цоколь) подлежат гидроизоляции, защищающей материал от прямого контакта с грунтом. Делается это еще и потому, что в зимнюю пору при замерзании влага расширяется и способна разорвать бетонную заливку изнутри.

Еще один существенный недостаток бетона – зависимость прочностных показателей от направления действующих на него нагрузок. Выдерживая значительные прямые давления, на растяжку этот материал “работает” плохо. Последнее означает, что залитая бетонная лента способна выдерживать высокие внешние нагрузки. При этом внутренние напряжения, исходящие из центра наружу, со временем могут разрушить ее.
Для чего нужна арматура?
Для компенсации опасных для бетона растягивающих нагрузок, внутрь его «тела» помещается особая усиливающая конструкция – армирующий каркас. При монтаже ему придается форма решетки, располагаемой таким образом, чтобы принять на себя растягивающие напряжения. Простейший вариант такой конструкции – несколько арматурных стержней, связанных между собой и помещенных внутрь опалубки перед заливкой бетона.
В более сложных случаях (когда требуется максимально усилить фундамент) каркас собирается из комбинации основных и вспомогательных стержней. Первые изготавливаются из более толстых заготовок и размещаются продольно.
Вспомогательные стержни нужны только для поддержки продольных прутков и востребованы лишь при заливке.
Основная нагрузка после застывания смеси (при эксплуатации фундамента) приходится именно на рабочие стержни. Вспомогательные остаются внутри массива, поскольку их невозможно извлечь из застывшей конструкции.
Усиливающий каркас собирается непосредственно на рабочей площадке из отдельных прутьев, заранее нарезанных по длине. Соединяются они посредством мягкой отожженной проволоки, закрепляющей узлы решетки с помощью скруток. На первый взгляд, кажется, что сваривать арматуру намного проще и быстрее, чем делать скрутки из проволоки. Чтобы с уверенностью утверждать это – сначала придется внимательнее разобраться с тем, как “работает” армирующий пояс и его отдельные элементы.
Особенности “работы” арматуры в бетоне
При подробном рассмотрении поверхности стержней арматуры хорошо заметна ее рифленая структура. Такое устройство гарантирует надежное сцепление прутьев с застывшим бетоном и позволяет без труда удерживать их в фиксированном состоянии. При действии разнонаправленных нагрузок основные усилия принимают рифленые стержни. Бетон при этом разгружается и лучше сохраняется, что исключает вероятность появление в нем трещин или разломов.
Поскольку вспомогательные элементы в распределении нагрузок не участвуют – они имеют меньшую толщину, а их поверхность делается гладкой (без рифления), для этих целей применяют арматуру класса А1 (А240).
Надежное соединение составляющих армирующего каркаса необходимо для выдерживания нагрузок только в момент заливки жидкой смеси. Объясняется это большой тяжестью бетонного состава, который при определенных условиях может разрушить не слишком прочное крепление.
Способы соединения арматуры
Поскольку арматурный каркас собирается непосредственно на строительной площадке – для оперативного выполнения этой части работ используются простейшие способы соединения стержней. Самым распространенным и надежным принято считать вязку арматуры посредством предварительно отожженной мягкой проволоки.

Технология такого соединения предельно проста, но для многих новичков в строительных делах она неприемлема из-за отсутствия соответствующих навыков. Поэтому некоторые из них предпочитают выбрать второй вариант соединения, при котором потребуется запастись сварочным оборудованием. Такой подход еще раз вынуждает обратиться к основному вопросу данной статьи: а допускается ли варить арматуру под фундамент и не приведет ли это к его ослаблению?
Особенности вязки
По мнение большинства арматурщиков, самый удобный диаметр проволоки для вязки арматуры крючком, равен 1,2 мм.
Перед началом работ потребуется приготовить короткие отрезки длиной около 25-30 см и специальный крюк для вязки арматуры. Последовательность действий следующая.
- Сначала проволока складывается вдвое.
- Затем образовавшаяся петля перекидывается вокруг сборных элементов.
- В завершении она захватывается крючком и несколько раз проворачивается, образуя скрутку.
Вся процедура при наличии навыков выполняется за считанные секунды, а научиться этому удается довольно быстро. На видео ниже представлен пример того, как правильно вяжется арматура и какой скорости может достичь профессиональный арматурщик.
Основное достоинство вязки – возможность работать в отсутствии электропитания. Единственное требование в этом случае – хорошая освещенность зоны монтажа. К плюсам метода, относят и дешевизну проволочных заготовок (электроды и аренда сварочного агрегата обойдутся намного дороже). Поэтому профессиональные строители чаще вяжут арматуру, а не сваривают, при сборке стальных каркасов для армирования ленточных фундаментов и других железобетонных конструкций.
Достоинства и недостатки сварки
При определенных условиях сварка каркаса представляется более надежным вариантом решения поставленной задачи. Но при этом ее применение, как правило, ограничивается сложностями климатического характера (сильный дождь, например) или отсутствием электрической подводки. С другой стороны, в отличие от вязки в нормальных условиях сварка может применяться повсеместно (помимо ситуации с тонкими стержнями).
Крестообразное соединение арматуры дуговой ручной сваркой разрешается для прутов диаметром 10 мм и более.
Многие начинающие строители основной причиной сложности использования этого метода считают дороговизну оборудования, в комплект которого входят следующие наименования:
- Сварочный агрегат.
- Несколько упаковок электродов нужного типа.
- Комплект средств защиты сварщика (включая очки и спецодежду).
Во время выполнения работ важно строгое соблюдение требований техники безопасности. Чтобы исключить возможность получения ожога – нужно будет запастись индивидуальными средствами защиты (маской, рукавицами и специальным рабочим снаряжением). В определенных условиях исполнителю потребуется получить наряд-допуск на проведение работ повышенной опасности.
Одно из главных условий сварки арматуры любым способом, это то, что необходимо использовать арматуру с индексом «С» – свариваемая, например А500С, А600С и т.д.
Каких-либо противопоказаний к использованию сварки при сборке каркасов не существует. Кроме того, в соответствие с указаниями нормативных документов при работе на фундаментных конструкциях с арматурными стержнями увеличенного размера, этот способ – единственно допустимый. Так как конструкции каркасов из арматуры диаметром 32 мм и выше получаются слишком массивными, из-за чего проволочные скрутки не всегда способны выдерживать возросшие нагрузки.
Важно чтобы в процессе сварки арматуры её диаметр не уменьшился, и ребра не были повреждены. В противном случае, если она выполняет роль основного армирования, ее необходимо будет заменить.
Что же лучше, вязать или варить арматуру – мнение экспертов
По мнению большинства профессиональных арматурщиков, сборку каркаса для армирования бетона лучше всего производить методом вязки. Так как это удобнее, быстрее и экономнее.
Одно из главных преимуществ вязки перед сваркой, это как быстрый монтаж, так и демонтаж. Да, да, именно демонтаж, так как бывает, что арматурщик может ошибиться и собрать каркас с ошибками (человеческий фактор), либо пришли изменения проекта. В этих случаях, каркас, собранный с помощью проволоки легко разбирается и переделывается, а для разборки сваренного каркаса понадобиться специальный инструмент и не один час времени.
Важно научиться дифференцированно подходить к выбору одного из рассматриваемых способов соединения элементов каркаса. При этом, обязательны к выполнению требования, касающиеся особенностей технологического процесса. Последнее означает, что при возведении фундаментов небольшого объема с использованием не слишком толстых и массивных стержней, применение сварки нецелесообразно. То есть окончательное решение по выбору подходящего способа соединения принимается, исходя из условий монтажа и целевого предназначения каркаса, иногда уместно комбинировать данные способы.
В заключении отметим, что арматуру можно как варить, так и вязать, главное соблюдать технические требования по выполнению работ. Окончательный выбор способа сборки арматуры под фундамент, сварка или вязка, решается неоднозначно, все зависит от условий проведения монтажа и профессиональной подготовки самого исполнителя.
На этом все, если есть вопросы, задавайте их в комментариях, мы обязательно на них ответим.
Сварка арматуры в одном сечении
Во избежание затруднений, возникающих при бетонировании, из-за наличия стержней, пересекающих сечение, связи на каждом уровне допускается устанавливать и закреплять поочередно непосредственно перед укладкой каждого последующего слоя бетона.
7.152 На концевых участках сжатых элементов, передающих нагрузку через торцы без выпусков стержней продольной арматуры, следует устанавливать поперечные сварные сетки в количестве не менее четырех (в сваях - пять). Длину концевых участков, армированных сетками, следует принимать не менее 20 диаметров стержней продольной арматуры, а расстояние между сетками назначать не более 10 см.
7.153 При косвенном армировании сжатых элементов ненапрягаемой арматурой (см. 7.72) применяемые сварные поперечные сетки и спирали должны выполняться из арматурной стали классов А300 и А400 (диаметром не более 14 мм).
Размеры ячеек поперечных сеток следует принимать не менее 5,5 см и не более 1/4 меньшей стороны сечения элемента или 10 см. Шаг поперечных сеток по длине элемента следует назначать не менее 6 см и не более 1/3 меньшей стороны сечения элемента или 10 см.
Спирали должны иметь диаметр навивки не менее 20 см. Шаг витков спирали следует назначать не менее 4 см и не более 1/5 диаметра сечения элемента или 10 см.
7.154 В звеньях круглых труб и цилиндрических оболочек при их армировании двойными сетками стержни рабочей арматуры должны быть связаны в радиальном направлении соединительными стержнями-фиксаторами или объединены в каркасы.
Сварные соединения арматуры
7.155 Сварные соединения арматуры должны отвечать требованиям ГОСТ 14098 и ГОСТ 10922. Для применяемых стыков должны указываться категория ответственности и соответствующая им категория требований к контролю качества сварных соединений.
Сварные соединения, несущая способность которых определяется из расчета по первому предельному состоянию, относят к I категории, по второму предельному состоянию - ко II категории, а в остальных случаях соединения - к III категории ответственности и, соответственно, к III категории качества стыков.
7.156 Горячекатаная стержневая арматурная сталь классов и марок, указанных в таблице 7.14, как правило, должна соединяться посредством контактной стыковой сварки.
Стыкование арматуры контактной сваркой допускается при отношении площадей стыкуемых стержней не более 1,15. В арматурных элементах, рассчитываемых на выносливость, как правило, необходимо устранять в зоне стыков возникшие в результате сварки концентраторы напряжений путем соответствующей механической продольной зачистки.
Допускается применять другие эффективные конструктивные решения сварных стыков при условии, что ограниченный предел выносливости этих стыков будет не менее нормативного предела выносливости свариваемых арматурных стержней.
7.157 Сварные сетки, в том числе и по ГОСТ 23279, а также каркасы следует, как правило, предусматривать с применением в пересечениях стержней контактной точечной сварки.
В сварных сетках стыки (тип стыка - К1-Кт) следует располагать в шахматном порядке (не более 50% сварных стыков в расчетном сечении).
7.158 При изготовлении из арматурной стали классов А240, А300 и А400 сеток и каркасов, которые в соответствии с указаниями таблицы 7.14 должны выполняться в вязаном варианте, применение сварных соединений для основной арматуры может быть допущено только в местах, где напряжения в стержнях арматуры не превышают 50% установленных расчетных сопротивлений.
7.159 Число стыков в одном расчетном сечении элемента (в пределах участка длиной, равной 15 диаметрам стыкуемых стержней) не должно превышать в элементах, арматура которых рассчитывается на выносливость, 25%, в элементах, арматура которых не рассчитывается на выносливость, - 40% общего количества рабочей арматуры в растянутой зоне сечения.
Сварные стыки арматуры допускается располагать без разбежки в монтажных стыках сборных элементов (без снижения расчетного сопротивления арматуры), а также на участках конструкции, где арматура используется не более чем на 50%.
7.160 Для стыков стержневой горячекатаной арматуры из стали классов А240, А300 и А400 при монтаже конструкций допускается применение ванной сварки на удлиненных стальных накладках (подкладках) длиной не менее 5 диаметров стержней, а также применение стыков с парными смещенными накладками, приваренными односторонними или двусторонними швами суммарной длиной не менее 10 диаметров стыкуемых стержней. Ванную сварку следует применять при диаметре стержней не менее 20 мм.
Для не рассчитываемых на выносливость стыков сжатых стержней допускается также применение ванной сварки на коротких стальных накладках (подкладках) в соответствии с ГОСТ 14098.
Длина односторонних сварных швов, прикрепляющих наклонные стержни арматуры, должна быть не менее 12 диаметров при толщине швов не менее 0,25 и не менее 4 мм; длину двусторонних швов допускается принимать вдвое меньшей.
7.161 Монтажные выпуски арматуры в стыках должны обеспечивать условия для качественного выполнения на монтаже ванно-шовной сварки на удлиненных накладках с плавным выводом продольных сварных швов на стыкуемые стержни.
В вязаных арматурных каркасах конструкций автодорожных и городских мостов для закрепления арматуры в проектном положении при монтаже, транспортировке и бетонировании допускается в пересечениях стержней рабочей арматуры со стержнями конструктивной арматуры устройство вспомогательных сварных соединений при соблюдении следующих условий: сварка может производиться в местах, где прочность рабочей арматуры используется не более чем на 50%, а также где арматура работает только на сжатие.
Стыки ненапрягаемой арматуры внахлестку (без сварки)
7.162 Во внецентренно сжатых, изгибаемых и внецентренно растянутых элементах стержни арматурной стали периодического профиля диаметром до 36 мм и гладкие с полукруглыми крюками допускается стыковать внахлестку.
В центрально-растянутых элементах не допускается стыкование растянутых арматурных стержней внахлестку.
7.163 В стыках арматуры внахлестку длину нахлестки (перепуска) стержней из арматурной стали класса А300 следует принимать не менее:
Для арматуры из стали класса А240 длину нахлестки (между внутренними поверхностями полукруглых крюков) следует принимать такой же, как и для арматуры из стали класса А400.
Для стыков, расположенных в сжатой зоне сечения, длину нахлестки допускается принимать на 5 менее установленной выше.
Отдельные сварные сетки, имеющие продольные стержни периодического профиля, следует стыковать внахлестку на длину не менее продольных стержней сетки и не менее 25 см.
При расположении стыков стержней рабочей арматуры внахлестку в растянутой зоне сечения, где напряжения в стержнях превышают 75% расчетного сопротивления, в зоне стыка требуется устанавливать спиральную арматуру. Если установка спиральной арматуры не требуется (напряжение в стержнях составляет менее 75% расчетного сопротивления), то расстояние между хомутами в свету в местах стыкования рабочей растянутой арматуры внахлестку следует назначать не более 6 см, а в буронабивных столбах - 12 см.
Стыки арматуры внахлестку, как правило, следует располагать вразбежку. При этом площадь сечения рабочих стержней, стыкуемых на длине требуемой нахлестки, должна составлять при стержнях периодического профиля не более 50% общей площади сечения рабочей арматуры, при гладких стержнях - не более 25%.
Допускается стыковать в одном сечении более 50% общей площади сечения рабочей арматуры, при этом длину нахлестки следует увеличивать в два раза.
7.164 Допускается стыковка стержней рабочей арматуры, в том числе разных диаметров, с использованием несварных муфт различной конструкции. Допускается использование муфт заводского изготовления, выпускаемых по техническим условиям, после всестороннего исследования их свойств на прочность, коррозионную стойкость, стойкость к усталостным разрушениям (работа на выносливость) и т.п. Технические условия должны регламентировать в том числе область применения, порядок установки, значения усилий, передаваемых через муфту, долговечность работы соединения, методы контроля выполняемой стыковки и т.п. Срок службы используемых муфт должен быть не менее срока службы стыкуемых элементов.
Стыки элементов сборных конструкций
бетонируемые широкие с расстоянием между торцами объединяемых элементов 10 см и более, с выпуском из элементов стержней рабочей арматуры или стальных закладных деталей;
бетонируемые узкие (обжимаемые) шириной не более 3 см, без выпусков из элементов арматуры, с заполнением стыкового зазора цементным или полимерцементным раствором;
клееные плотные (обжимаемые) с клеевой прослойкой толщиной не более 0,3 см для пролетных строений и не более 0,5 см для опор на основе эпоксидных смол или других долговечных полимерных композиций. Максимальная толщина клиновидных стыков не должна превышать 0,6 см в пролетных строениях и 0,9 см в опорах.
Применение сухих стыков (без заполнения швов между блоками клеевым составом, цементным или полимерным раствором) в пролетных строениях не допускается.
7.166 Торцы блоков составных по длине пролетных строений при применении стыков без выпусков арматуры следует армировать дополнительными поперечными сетками из стержней диаметром не менее 6 мм. При устройстве зубчатого стыка или стыка с уступами расчетная арматура зуба и уступа должна иметь диаметр не менее 10 мм.
7.167 В составных по длине (высоте) конструкциях с клееными плотными стыками для обеспечения точного совмещения стыкуемых поверхностей блоков следует, как правило, устраивать фиксаторы, в том числе в виде бетонных шпонок.
7.168 В верхних плитах балок автодорожных, городских и совмещенных мостов, не подвергающихся непосредственному воздействию подвижной железнодорожной нагрузки, допускается применение бетонируемых стыков с выпусками из плит арматуры периодического профиля с прямыми крюками на всю толщину плиты и с взаимным перепуском арматуры внахлестку на длину не менее 15 диаметров стержней и не менее 25 см, а также применение полукруглых петель внахлестку с указанной длиной перепуска петель друг за другом. Кроме этого, допускается применение полукруглых петель с той же длиной их заделки, но с прямой вставкой арматуры между петлями длиной, равной не менее диаметра петли. Диаметр полукруглых петель следует принимать не менее 10 диаметров арматуры.
Дополнительные указания по конструированию предварительно напряженных железобетонных элементов
7.169 Для предварительно напряженных монолитных пролетных строений следует, как правило, применять пучки из одного, четырех, семи, двенадцати и девятнадцати арматурных канатов К7 диаметрами 15,2 и 15,7 мм. При соответствующем обосновании могут применяться пучки из большего числа канатов. При этом к расчетному сопротивлению арматуры следует вводить коэффициент условий работы 0,95.
Напрягаемые арматурные элементы следует стыковать специальными устройствами - соединительными муфтами (куплерами). В местах расположения стыков пучков необходимо обеспечивать подвижность соединительных муфт относительно бетона при натяжении арматуры.
Читайте также: