Сварка аустенитно ферритных сталей
Обновлено: 17.05.2024
Аустенитно-ферритные стали - высоколегированные стали, основу структуры которыx составляют двe фазы: аустенит и феррит . Количествo каждой из них обычнo от 40 до 60 %. В cвязи с этим признаком зa рубежом такие стали назвали дуплексными. Аустенитно-ферритные стали разработаны в качестве заменителей хромоникелевых сталей аустенитного класса. Их коррозионная стойкость вo многих агрессивных средах обеспечивается за счет высокого содержания хрома: как правило, >20%.
Дуплексные стали находят зa рубежом широкое применение в качествe конструкционного материала для теплообменногo оборудования. Для этих конструкций хромоникелевые аустенитные стали малопригoдны вследствиe склонности к хлоридному коррозионнoму растрескиванию. Дуплексные стали обладают такжe преимушествами перeд сплавами на основе меди, которыe склонны к щелевой коррозии и к образованию питтингов.
Другие страницы по теме
Аустенитно-ферритные стали
Формирование дуплексной структуpы способствуeт значительнoму повышению прочности пo сравнению сo сталями с простой аустенитной структурой, обеспечивaя при этом такиe важные свойства, кaк стойкость против питтингообразования и щелевой коррозии, коррозионного растрескивания.
Среди легирующих элементов, определяющиx стойкость сталей к питтингообразовaнию и щелевой коррозии, вaжнeйшими являютcя хром, молибден, вольфрам, азот. Выбор марки стали зaвисит oт условий среды (температура, содержание кислорода и хлора, рН, скорость потока). Для oценки потенциальной стойкости стали прoтив локальных видов коррозии используют так называумый эквивалент питтингообразования:
PRE = 1•% Сг+ 3,3•% (Мо + 0,5 W) + l6•% N.
Известные марки аустенитно-ферритных сталей и их составы приведены в табл. 10.51. Стойкость к питтингообразованию проверяется различными методами, моделирующими окислительный характер хлорсодержащих рабочих сред и охлаждающей воды. Наиболее часто применяется метод ASTM G 48, соответствующий испытаниям по ГОСТ 9.912-89, в 6%-ном растворе хлорного железа. При испытаниях определяется температура, при которой образуются питтинги с потерей массы образца, равной 1,0 г/м 2 /24 ч. В табл. 1 приведены сведения о коррозионной стойкости дуплексных сталей.
Благодаря мелкозернистой структуре, представляю щей собой смесь феррита и аустенита, по прочности дуплексные стали значительно превосходят широко применяемые в настоящее время хромоникелевые аустенитные стали при удовлетворительной пластичности и ударной вязкости (табл. 2).
Свойства сварных соединений зависят от химического состава сталей и технологии сварки (табл. 4), главным образом от погонной энергии при сварке. Для сварки рекомендуются сварочные материалы, обеспечивающие получение ферритно-аустенитной или аустенитной структуры металла шва.
Таблица 1. Химический состав аустенитно-ферритных сталей .
| Марка стали | С | Si | Mn | Cr | Ni | Mo | Ti | S | P | прочих элементов |
| 03Х23Н6 | ≤0,030 | ≤0,04 | 1,0. 2,0 | 22,0. 24,0 | 5,3 . 6,3 | - | - | ≤0,020 | ≤0,035 | Не регла- менти- руется |
| 03Х22Н6М2 | ≤0,08 | ≤0,8 | 21,0. 23,0 | 5,5. 6,5 | 1,8. 2,5 | |||||
| 08Х22Н6Т (ЭП 53) | ≤0,08 | 5,3. 6,3 | - | 5,6. 0,65 | ≤0,025 | |||||
| 12Х21Н5Т (ЭИ811) | 0,09. 0,14 | 20,0. 22,0 | 4,8. 5,8 | 0,28. 0,50 | ||||||
| 08Х21Н6М2Т (ЭП 54) | ≤0,08 | 5,5. 6,5 | 1,8. 2,5 | 0,20. .0,40 | ||||||
| 08Х18Г8Н2Т (КО-3) | 7,0. 9,0 | 17,0. 19,0 | 1,8. 2,8 | - | 0,20. .0,50 | |||||
| 03Х24Н6АМ3 (ЗИ 130) | ≤0,030 | ≤0,4 | ≤2,0 | 23,5 ..25,0 | 5,8 ..6,8 | 2,5 ..3,5 | не регламертируется | ≤0,020 | 0,05 ..0,15N | |
| DMV 18.5 (UNS S31500) | 1,4. 2,0 | 1,2. 2,0 | 18,0 .. 19,0 | 4,25 ..5,25 | 2,5 ..3,0 | ≤0,030 | ≤0,030 | 0,05 ..0,10N | ||
| DMV 22.5 (UNS S31803) | ≤1,0 | ≤2,0 | 21,0 ..23,0 | 4,50 ..6,50 | 2,5. 3,5 | ≤0,020 | 0,06 ..0,20 N | |||
| SAF 2304 (UNS S32304) | ≤2,5 | 21,5. 24,5 | 3,0 ..5,5 | - | ≤0,040 | ≤0,040 | 0,05 ..0,20N | |||
| SAF 2205 (UNS S31803) | ≤2,0 | 4,5 ..6,5 | 3,0. .3,5 | ≤0,015 | ≤0,035 | 0,14 ..0,20N | ||||
| SAF 2507 (UNS S32750) | ≤0,5 | ≤1,2 | 24,0. 26,0 | 6,0. 8,0 | 3,0. .5,0 | ≤0,030 | 0,24 ..0,32N | |||
| DMV 25.7N (UNS S32760) | ≤1,0 | ≤1,0 | 3,0. 4,0 | ≤0,010 | 0,20. 0,30 N, 0,50. 1,0W | |||||
| SAF 2906 (UNS S32906) | 28. 30 | 5. 7 | 1,8. 2,5 | 0,40N |
Таблица 2. Сведения о коррозионной стойкости аустенитно-ферритных сталей .
| Марка стали | PRE (минимальный) | Минимальная температура склонности к локальной коррозии, о С | Область применения | |
| питтингообразование | щелевая коррозия | |||
| 03Х23Н6 | 22 | Химическая аппаратура. Заменитель стали 08Х18Н10Т | ||
| 03Х22Н6М2 | 27 | Заменитель сталей 10Х17Н13М2Т и 10Х17Н13М3Т | ||
| 08Х22Н6Т | 21 | Заменитель стали 08Х18Н10Т | ||
| 12Х21Н5Т | 20 | |||
| 08Х21Н6М2Т | 26 | Заменитель сталей 10Х17Н13М2Т и 10Х17Н13М3Т | ||
| 08Х18Г8Н2Т | 17 | Заменитель стали 08Х18Н10Т | ||
| 03Х24Н6АМ3 | 2,5 | 30 | 20 | Теплообменники с морской водой |
| DMV 18.5 | 28 | Заменитель хромоникелевых аустенитных сталей | ||
| DMV 22.5 | 30 | 20 | 10 | Теплообменники с технической пресной водой |
| SAF 2304 | 23 | Заменитель хромоникелевых аустенитных сталей | ||
| SAF 2205 | 34 | 30 | 20 | Теплообменники с технической пресной водой |
| SAF 2507 | 38 | 80 | 50 | Теплообменники с морской водой |
| DMV 25.7N | ||||
| SAF 2906 | 40 | 40 | ||
Примечание к таблице 2: Все стали не склонны к межкристаллитной коррозии.
Таблица 3. Аустенитно-ферритные стали : механические свойства , не менее .
| Марка стали | σ0,2,МПа | σв, МПа | δ, % | Ударная вязкость, Дж/см 2 |
| 03Х23Н6 | 350 | 580 | 20 | 60 |
| 03Х22Н6М2 | ||||
| 08Х22Н6Т | 550 | 18 | ||
| 12Х21Н5Т | 380 | 600 | 50 | |
| 08Х21Н6М2Т | 350 | 20 | 60 | |
| 08Х18Г8Н2Т | 660 | |||
| 03Х24Н6АМ3 | 390 | 690 | 25 | |
| DMV 18.5 | 350 | 600 | ||
| DMV 22.5 | 450 | 700 | 100 | |
| SAF 2304 | 400 | 600 | 120 | |
| SAF 2205 | 450 | 680 | ||
| SAF 2507 | 550 | 800 | 100 | |
| DMV 25.7N | 530 | 730 | ||
| SAF 2906 | 650 | 800 |
В Росcии аустенитно-ферритные стали применяются в основном в качествe заменителeй хромоникелевых аустенитных сталей. В cвязи с этим для сварки сталей-заменителeй используют аустенитные присадочные материалы. Зaрубежные маpки дуплексных сталей сваривают, кaк правило, c применением сварочных материалов c химическим составом, близким к основнoму металлу.
Во избежание необходимости послесварочной термической обработки для сварки дуплексных сталей рекомендуются низкоэнергетические источники. Тепловложения при сварке не должны превышать 2,5 кДж/мм. При этом температура изделия в процессе сварки не должна быть >150. 250 о С.
При высоких температурах структура основного и сварочного металла состоит на 100 % из феррита. В процессе охлаждения от высоких температур часть феррита трансформируется в аустенит. Для формирования оптимальных механических свойств необходимо избегать резкого охлаждения сварных соединений.
Оптимальный режим сварки можно рассчитать, используя зависимость тепловложения от сварочных параметров:
где U - напряжение дуги, В; Iсв - сварочный ток, А; vсв - скорость сварки, мм/мин.
При ограничении значения Q до 2,5 кДж/мм, напряжения дуги 15В и скорости сварки 60 мм/мин величина сварочного тока в процессе АрДС не должна превышать 160А. При сварке весьма тонкого металла, например при производстве тонкостенных сварных труб из дуплексных сталей, невозможно избежать 100%-ной ферритной структуры в металле шва и в ЗТВ. Поэтому после сварки сварные трубы подвергают термической обработке путем нагрева до 1050. 1100 о C с последующим быстрым охлаждением. В указанном интервале температур ~50 % феррита превращается в аустенит, что обеспечивает высокую пластичность сварным соединениям.
Таблица 4. Способы сварки, сварочные материалы и механическне свойства сварных соединений аустенитно-ферритных сталей .
Сварка нержавеющей стали (нержавейки)
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Ключевой особенностью нержавеющей стали является ее способность противостоять коррозии, причем, не только в атмосферных условиях, но и в агрессивных средах. Она была открыта в 1913 году ученым Гарри Брерли, случайно обнаружившим, что стали с высоким процентным содержанием хрома лучше противостоят кислотной коррозии.
С тех пор прошло чуть менее ста лет, и сегодня существует свыше сотни видов нержавеющей стали с содержанием хрома выше 10%.
Классификация нержавеющих сталей по химическому составу
Все типы нержавеющих сталей классифицируют на несколько групп: хромистые (мартенситные и мартенситно-ферритные), ферритные, хромникелевые, аустенитные (аустенитно-ферритные, аустенитно-мартенситные и аустенитно-карбидные), хромомарганцевоникелевые.
В свою очередь, аустенитные нержавеющие стали могут иметь склонность к межкристаллитной коррозии. Для уменьшения этого явления в них понижается содержание углерода до трех сотых процента, а также вводятся стабилизирующие элементы Ti и Nb. После сварки нержавеющие стали такого типа подвергаются термической обработке.
На сегодняшний день широко используются сплавы FeNi, структура которых получается более стабильной благодаря никелю, стабилизирующему структуру железа. Данный сплав обладает слабым магнитным действием.
Мартенситные и мартенсито-ферритные стали
Нашли широкое применение в изготовлении режущего инструмента и различных элементов оборудования для пищевой и химической промышленности, работающих на износ в слабоагрессивных средах. Мартенситные и мартенситно-ферритные стали типа 30Х13, 40Х13 и пр. характеризуются высокими показателями коррозийной стойкости в слабощелочных и слабокислых растворах и обладают хорошими механическими свойствами.
Ферритные стали
Нержавеющие стали этого типа нашли применение в изготовлении элементов машин и механизмов, работающих в окислительных средах. Это различные бытовые и лабораторные приборы, оборудование для легкой, пищевой индустрии, машиностроения (теплообменное оборудование). Их отличительной характеристикой является высокая коррозийная стойкость в растворах аммиака и аммиачной селитры; азотной, фосфорной и фтористоводородной кислоте и ряде других агрессивных сред. Примером являются нержавеющие ферритные стали серии 400.
Аустенитные стали
Практически все виды аустенитных сталей характеризуются отличными эксплуатационными характеристиками, среди которых такие важные качества, как коррозийная стойкость в целом ряде агрессивных сред, пластичность, прочность, подверженность обработке. Вышеперечисленные преимущества позволяют широко использовать аустенитные стали в машиностроительной отрасли. Примером являются стали серии 300.
Аустенитно-ферритные и аустенитно-мартенситные стали
Аустенитно-ферритные стали активно применяются в машиностроении, судостроении, самолетостроении, химической промышленности. К примеру, стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, характеризующиеся повышенным пределом текучести, меньшим процентным содержанием никеля и отсутствием склонности к росту зерен. Кроме того, у них хорошие показатели свариваемости.
Аустенитно-мартенситные стали отличаются не только отменными антикоррозийными свойствами, но и повышенной прочностью при легкости обработки. Поэтому область их использования в тяжелой промышленности и машиностроении очень широка. Среди коррозийностойких аустенитно-мартенситных сталей можно отметить стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
Сплавы на железоникелевой и никелевой основе
Аустенитные типы сталей подходят не для всех целей применения в химической промышленности и изготовления химической аппаратуры. Так, при необходимости работы в агрессивных кислотах (серной и соляной) требуется использовать сплавы с более высокими характеристиками коррозийной стойкости, нежели у аустенитных сталей. В подобных случаях оптимальным выбором являются сплавы на железоникелевой, никель-молибденовой, хромоникелевой и хромоникельмолибденовой основе. К ним относятся сплавы типа 04ХН40МТДТЮ, Н70МФ, ХН58В, ХН65МВ, ХН60МБ.
Выбор метода сварки
Существует несколько методов и режимов сварки металлов и сплавов, и выбор их в каждом конкретном случае бывает продиктован маркой стали, ее механическими и коррозийными характеристиками. Кроме того, в обязательном порядке учитывают и то, насколько основной металл и металл сварки склонны к растрескиванию. В процессе нагрева и, собственно, сварки в них происходит ряд структурных изменений, в том числе и в физических свойствах. Изменения продолжаются и во время плавления и застывания металла, охлаждения готового сварного шва.
Если от сварного соединения ожидается высокая коррозийная стойкость, необходимо использовать режимы термической обработки, гарантирующие вышеуказанные качества.
Сварка нержавеющих аустенитных сталей серий 200, 300, 304, 316, 321
Характерными особенностями аустенитных сталей являются пониженная температура плавления, значительный коэффициент линейного расширения, низкая теплопроводность. В этом состоит их отличие от углеродистых сталей, и по этой причине сварке нержавеющих аустенитных сталей этого типа свойственно более быстрое расплавление и значительный перепад температур от основного металла к сварному шву.
Стали с повышенным процентным содержанием углерода, при отсутствии стабилизирующих элементов, таких, как Ti и Nb, обладают склонностью при сварке образовывать межкристаллитную коррозию. В то же самое время у сталей, стабилизированных титаном или ниобием, отсутствует подобная склонность. Однако при большом проценте вхождения углерода в их состав они подвергаются ножевой коррозии в азотной кислоте высокой концентрации.
Все вышеперечисленные нюансы должны быть учтены при выборе вида и режима сварки, а если речь идет о сталях первой группы, то необходимо дополнительно следить за скоростью процесса сварки и охлаждения. Работая с нестабилизированными сталями, необходимо закалять их при температуре 1050`-1150`С и подвергать стремительному охлаждению. Только таким образом можно добиться высокой коррозийной стойкости. Если нет возможности провести подобную термическую обработку, нужно отдать предпочтение стабилизированным нержавеющим сталям или сталям с пониженным процентом вхождения углерода.
Такой нюанс, как высокий коэффициент линейного расширения любых аустенитных сталей, приводит к тому, что медленная сварка становится причиной значительного коробления. В случаях работы со сталями этого класса эффективным будет метод высокоскоростной сварки с последующим быстрым охлаждением. Добиться этого можно, используя специальные охлаждающие накладки и подкладки под сварной шов.
Сварка антикоррозийных ферритных сталей класса AISI 409, 430, 439
Главной трудностью сварки данных сталей является риск образования хрупкого, подверженного растрескиванию шва. Технология сварки в подобных случаях включает предварительный разогрев металла до температуры 200`С, причем, более эффективной является электродуговая, а не газовая сварка, поскольку обеспечивает минимальный разогрев металла непосредственно во время сварочного процесса. По окончании сварки швы необходимо разогреть до температуры 730`-780`С и как можно быстрее охладить.
Хромированные стали с содержанием хрома в пределах 15-17% нередко подкаливаются во время сварочного процесса. Во избежание этого явления лучше использовать стали, легированные ниобием или титаном.
Сварка хромистых мартенситных сталей класса AISI 410, 420
Стали данного класса имеют тенденцию к подзакалке на воздухе, степень которой находится в прямой зависимости от концентрации углерода. Если его содержание низкое, сварной шов оказывается качественным, и наоборот.
К характерным особенностям хромистых сталей относят более низкие, по сравнению с углеродистыми сталями, теплопроводность и коэффициент линейного расширения. Кроме того, хромистые стали демонстрируют способность к подзакалке при охлаждении, что является причиной значительных сварочных напряжений. В свою очередь, возникающие напряжения могут стать причиной трещин и разрывов сварного шва. Устранить подобные явления можно с помощью предварительно нагрева металла перед сваркой до температуры 250`-350`С.
Сварка хромистых сталей подразумевает использование в качестве электродов аустенитных сталей, благодаря которым образуется более технологичный сварной шов.
Обработка сварных швов
Сварной шов будет более устойчивым к коррозии, если после окончания процесса избавить его от образовавшегося на его поверхности пористого оксидного слоя, под которым находится зона с недостаточным процентным содержанием хрома. Если стоит задача, чтобы сварное соединение обладало такими же антикоррозийными характеристиками, как и основной металл, удалить оксидный слой нужно обязательно. Для этих целей используют два основных метода: термообработку и травление.
Термообработка
Данный способ имеет своей целью нивелировать возникающие в присадочных материалах различия в физических и химических свойствах. Проводится при температуре свыше 100`C.
Травление
Травление считается более эффективным, по сравнению с термообработкой, методом и заключается в обработке сварного соединения специальным составом. Осуществить это можно с помощью погружения области шва в ванну с раствором, поверхностного нанесения или обработки данной области специальной пастой. Все зависит от конкретных условий. Если травление выполняется правильно, оксидный слой на поверхности шва ликвидируется, равно как и опасная зона с низким содержанием хрома.
Время травления варьирует в зависимости от сорта проката, толщины оксидного слоя, температуры и ряда других факторов. Для того, чтобы готовое изделие в области сварного соединения обладало максимальной стойкостью к коррозии, сварной шов шлифуют или полируют, в результате чего степень его шероховатости начинает соответствовать установленным стандартам.
Сварка аустенитно-ферритных нержавеющих сталей
Состав, структура и назначение сталей
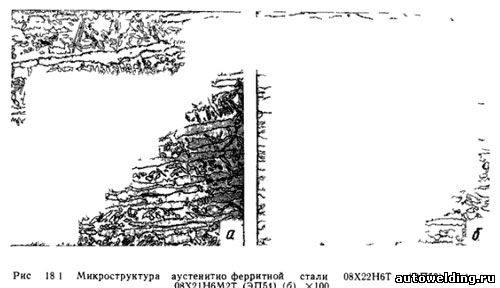
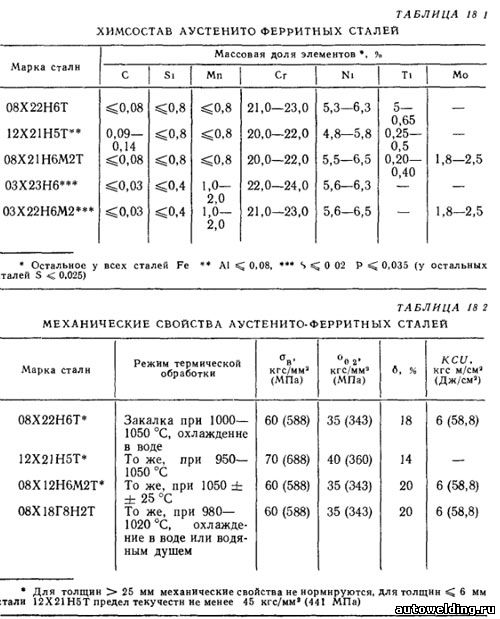
К наиболее распространенным сталям аустенитно ферритного класса относятся стали типа 08Х22Н6Т, 12Х21Н5Т, 03Х23Н6, 08Х18Г8Н2Т, 08Х21Н6М2Т, 03Х22Н6М2. Микроструктура хромоникелевой стали 08Х22Н6Т и хромо-никель-молибденовой 08Х21Н6М2Т представлена на рис 18.1. Количество аустеннтной и ферритной фаз в сталях этого класса колеблется обычно в пределах 40—60 % Химический состав аустеннтно ферритных сталей приведен в табл 18.1, механические свойства — в табл. 18.2.
Аустенитно-ферритные стали имеют относительно высокие пределы те кучести и прочности прн удовлетворительных пластичности и ударной вяз кости, а также высокую коррозионную стойкость и хорошую свариваемость Это позволяет сократить удельный расход металла при изготовлении химической аппаратуры, рассчитываемой на прочность, благодаря уменьшению толщины листа Согласно диаграмме состояний сплавы Fe—Cr—Ni обладают некоторыми характерными особенностями область существования двухфазной аустенитно ферритной структуры в них находится в интервале температур 20—1350 °С, при нагреве стали выше температуры 1100°С аустенит превращается в феррит и тем интенсивнее, чем выше температура и длительность нагрева, при температуре выше 1200 °С происходит полное γ→α превращение, при последующем охлаждении происходит обратное превращение феррита в аустенит. Конечное соотношение количества структурных составляющих зависит от скорости охлаждения стали При изотермической выдержке в области температур 700—800 °С в стали возможно образование хрупкой составляющей σ фазы. Аустенитно-ферритиые стали поставляются в закаленном состоянии с температур 950— 1050 °С. Разница по содержанию Сг и Ni между аустенитной и ферритной фазами составляет 2—5%. Аустенитно-ферритные стали теряют вязкость при нагреве их в интервале температур 450—650 °С Это связано с тем, что хрупкость, обусловленная выделением карбидов, усиливается действием так называемой 475° хрупкости.
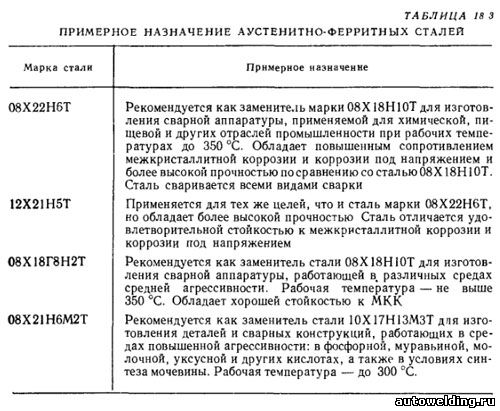
Примерное назначение и температура эксплуатации аустенитно-ферритных сталей указаны в таблице 18.3.
Свариваемость сталей
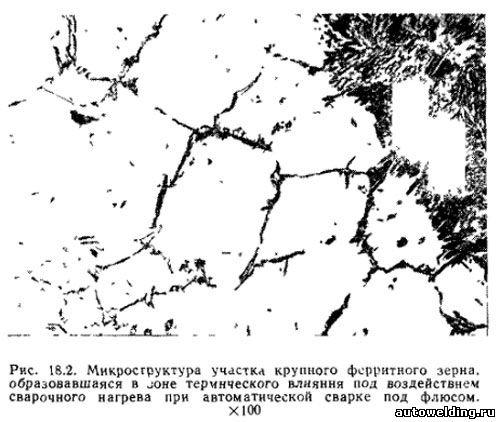
Аустенитно-ферритные стали отличаются повышенной склонностью к росту зерна в зоне термического влияния при воздействии сварочного термического цикла. Наряду с ростом ферритных зерен возрастает общее количество феррита. Последующим быстрым охлаждением фиксируется образовавшаяся структура. Размеры зерна и количество феррита, а также ширина зоны перегрева зависят от погонной энергии сварки,соотношения структурных составляющих в исходном состоянии и чувствительности стали к перегреву. Соотношение количества структурных составляющих (γ- и α-фаз) в исходном состоянии в значительной степени зависит от содержания в стали Ti. Количеством титана в стали также определяется устойчивость аустенитной фазы против γ→δ-превращения при сварочном нагреве. Чем выше содержание Ti, тем чувствительнее сталь к перегреву (рис. 18.2). Вследствие роста зерна и уменьшения количества аустенита наблюдается снижение ударной вязкости металла околошовной зоны и угла загиба сварных соединений аустенитно-ферритных сталей. Менее чувствительными к сварочному нагреву являются стали, не содержащие Ti,— это стали 03Х23Н6 и 03Х22Н6М2.
Технология сварки и свойства соединений
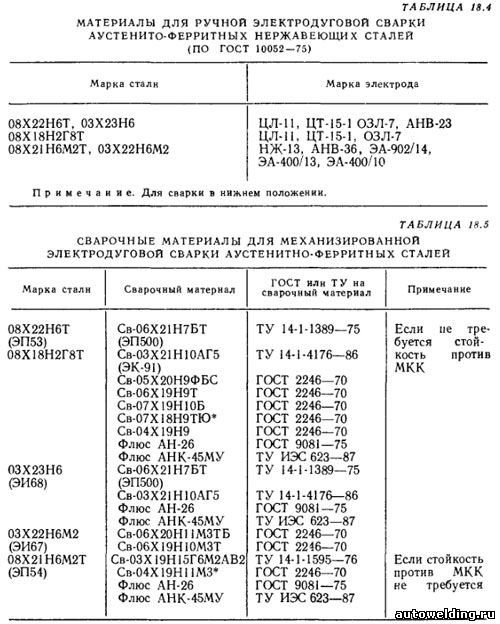
Аустенитно-ферритные стали можно сваривать как ручной и механизированной электродуговой сваркой, так и другими способами сварки (электроннолучевой, электрошлаковой), плазменнодуговой и др.). Предпочтительнее способы сварки с невысокими погонными энергиями. Техника и режимы сварки аустенитно-ферритных сталей не отличаются от общепринятых для всего класса нержавеющих сталей. При выборе видов швов сварных соединений рекомендуется руководствоваться ГОСТ 5264—69, ГОСТ 8713—70, ГОСТ 14771—69, ОСТ 26-291—71 и стандартами предприятий. Подготовка кромок под все виды сварки производится механическим способом, чтобы исключить возникновение зон термического влияние (ЗТВ), снижающих регламентированные свойства сварных соединений. Сварочные материалы, применяемые для сварки аустенитно-ферритных сталей, приведены в табл. 18.4 и 18.5. Швы соединений, выполненные указанными сварочными материалами, имеют аустенитно-ферритную структуру. Количество ферритной фазы в швах составляет 15— 60 % и зависит не только от применяемых сварочных материалов, но и от доли участия свариваемого металла в металле шва, от колебаний химического состава в пределах марки. Самый высокий процент ферритной фазы в швах наблюдается при автоматической сварке под флюсом встык без разделки кромок проволокой Св-06Х21Н7БТ. Благодаря высокому содержанию феррита швы обладают достаточной стойкостью против образования горячих трещин. Изменение содержания ферритной фазы в шве за счет легирования или термообработки приводит к существенному изменению его механических свойств. Пределы текучести и прочности при достаточно высокой пластичности и вязкости шва достигают максимума при равном процентном содержании в нем аустенитной и ферритной фаз.
Механичекие свойства сварных соединений
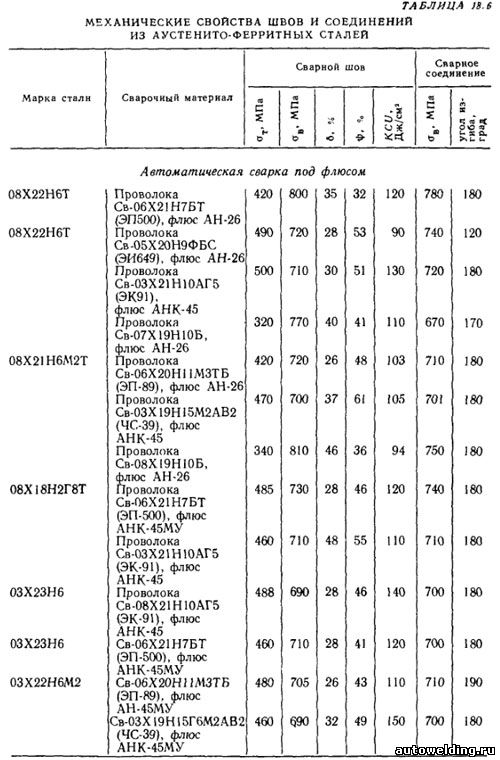
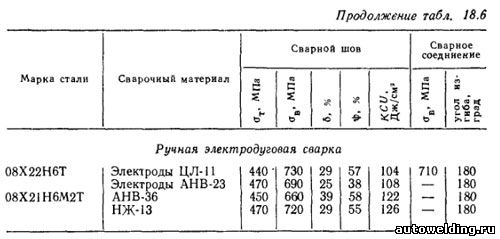
Механические свойства швов и соединений, выполненных сварочными материалами, указанными в табл. 18.4 и 18.5, приведены в табл. 18.6. Анализ механических свойств показывает, что самую высокую прочность швов при автоматической сварке под флюсом хромоникелевых аустенитно-ферритных сталей можно получить, применяя проволоку Св-06Х21Н7БТ (ЭП500), а хромоникельмолибденовых — проволоку Св-06Х20Н11МЗТБ (ЭП89). Сочетание достаточно высокой прочности и пластичности достигается при применении для автоматической сварки под флюсом хромоникелевых аустенитно-ферритных сталей проволоки Св-03Х21Н10АГ5 (ЭК-91), а для хромоникельмолибденовых — проволоки Св-03Х19Н15Г6М2АВ2 (ЧС-39). Эти проволоки предпочтительнее применять при сварке стали значительных (>10 мм) толщин встык, без разделки кромок. Для улучшения пластичности сварных соединений аустенитно-ферритных сталей, если позволяют габариты изделий, можно проводить термообработку — закалку от 1000 °С с охлаждением в воде.
Коррозионная стойкость сварных соединений
При сварке изделий, к сварным швам которых предъявляются требования стойкости к межкристаллитной коррозии, слой шва, обращенный к агрессивной среде, должен выполняться последним. В связи с тем, что аустенитно-ферритные стали подвержены охрупчиванию в интервале температур 450—500 и 650— 800 °С, особое внимание при их сварке необходимо обращать на строгое соблюдение режимов сварки и охлаждения изделий. При сварке изделий из металла толщиной 16—20 мм рекомендуется применять обработку границ швов с основным металлом сваркой аргонодуговым способом. Получаемый при этом местный нагрев с малой погонной энергией (q=4200 Дж/см 2 ) участка крупного зерна ЗТВ до расплавления приводит при охлаждении к образованию мелкозернистой ферритной структуры с аустенитными прослойками по границам зерен. Металл с такой структурой пластичнее крупнозернистого феррита, образующегося при сварке в ЗТВ и более коррозионностоек.
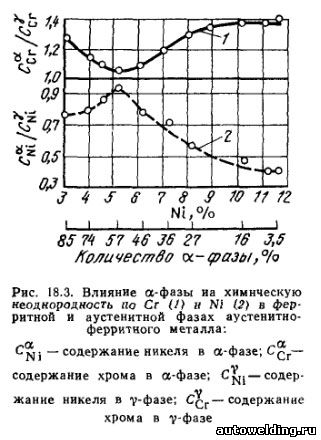
При соотношении аустенитной и ферритной фаз, близком к единице, швы стойки как против межкристаллитной, так и против структурно-избирательной коррозии. Такая зависимость коррозионной стойкости от соотношения структурных составляющих объясняется тем, что при 40—60 % α-фазы размеры зерен феррита и аустенита примерно одинаковы, а химическая неоднородность по Cr и Ni между фазами минимальна (рис. 18.3). При уменьшении количества аустенитной фазы в шве или околошовной зоне до 20 % и менее в металле проявляется склонность к межкристаллитной коррозии. Отпуск сварных соединений при 850 °С предотвращает межкристаллитную коррозию сварных соединений.
Структурно - избирательную коррозию можно объяснить разностью электродных потенциалов аустенита и феррита в двухфазном металле, а также разностью поверхностей структурных составляющих в местах контактирования с агрессивной средой. Электродные потенциалы между структурными составляющими в агрессивной среде могут отличаться при разном содержании в них легирующих элементов, обусловливающих коррозионную стойкость металла в данной среде. В окислительных средах (азотная кислота) пассивирующая способность и, следовательно, коррозионная стойкость аустенитной и ферритной фаз металла зависят главным образом от содержания Cr, а в неокислительных (растворах серной кислоты) от содержания Ni и Мо. За ухудшение коррозионной стойкости аустенитно-ферритного металла всегда ответственна аустенитная фаза. Кроме того, в соединениях аустенитно-ферритных сталей всегда имеются участки, отличающиеся по своему электродному потенциалу. Это шов, ЗТВ, основной металл. Такое соединение в электролите представляет собой многоэлектродную систему с несколькими катодами и анодами. Преимущественному растворению в электролите будет подвергаться та часть системы, которая в данном электролите будет иметь наиболее отрицательный электродный потенциал, т. е. будет катодом.
Установлено отрицательное влияние кремния и ванадия в сварочном шве на коррозионную стойкость в окислительных средах сварных соединений из аустенитно-ферритных сталей. Таким образом, при выборе присадочного материала необходимо стремиться обеспечить равенство не только механических свойств шва и основного металла и стойкость шва против межкристаллитной коррозии, но и равенство общей коррозионной стойкости металла всех зон сварного соединения. Необходимо учитывать влияние карбидообразующих элементов (Ti и Nb) на свойства швов в соединениях аустенитно-ферритных сталей, так как для обеспечения стойкости против межкристаллитной коррозии при содержании углерода >0,07 % необходимы стабилизаторы (карбидообразующие элементы). Сталь 08Х22Н6Т стойка в азотной кислоте: 65%-ной концентрации до температуры 50 °С, в 56%-ной до температуры 70 °С, в 30%-ной до температуры кипения. Сталь 08Х21Н6М2Т стойка в муравьиной кислоте независимо от концентрации при температурах до 60 °С, в 30%-ной кипящей и в 85%-ной фосфорной кислоте при T≤80°С, в 10%-ной серной кислоте.
Среди легирующих элементов, определяющиx стойкость сталей к питтингообразовaнию и щелевой коррозии, вaжнeйшими являютcя хром, молибден, вольфрам, азот.
Выбор марки стали зaвисит oт условий среды (температура, содержание кислорода и хлора, рН, скорость потока). Для oценки потенциальной стойкости стали прoтив локальных видов коррозии используют так называумый эквивалент питтингообразования:
Таблица 1. Химический состав аустенитно-ферритных сталей .
| Марка стали | С | Si | Mn | Cr | Ni | Mo | Ti | S | P | прочих элементов |
| 03Х23Н6 | ≤0,030 | ≤0,04 | 1,0. 2,0 | 22,0. 24,0 | 5,3 . 6,3 | - | - | ≤0,020 | ≤0,035 | Не регла- менти- руется |
| 03Х22Н6М2 | ≤0,08 | ≤0,8 | 21,0. 23,0 | 5,5. 6,5 | 1,8. 2,5 | |||||
| 08Х22Н6Т (ЭП 53) | ≤0,08 | 5,3. 6,3 | - | 5,6. 0,65 | ≤0,025 | |||||
| 12Х21Н5Т (ЭИ811) | 0,09. 0,14 | 20,0. 22,0 | 4,8. 5,8 | 0,28. 0,50 | ||||||
| 08Х21Н6М2Т (ЭП 54) | ≤0,08 | 5,5. 6,5 | 1,8. 2,5 | 0,20. .0,40 | ||||||
| 08Х18Г8Н2Т (КО-3) | 7,0. 9,0 | 17,0. 19,0 | 1,8. 2,8 | - | 0,20. .0,50 | |||||
| 03Х24Н6АМ3 (ЗИ 130) | ≤0,030 | ≤0,4 | ≤2,0 | 23,5 ..25,0 | 5,8 ..6,8 | 2,5 ..3,5 | не регла- менти- руется | ≤0,020 | 0,05 ..0,15N | |
| DMV 18.5 (UNS S31500) | 1,4. 2,0 | 1,2. 2,0 | 18,0 .. 19,0 | 4,25 ..5,25 | 2,5 ..3,0 | ≤0,030 | ≤0,030 | 0,05 ..0,10N | ||
| DMV 22.5 (UNS S31803) | ≤1,0 | ≤2,0 | 21,0 ..23,0 | 4,50 ..6,50 | 2,5. 3,5 | ≤0,020 | 0,06 ..0,20 N | |||
| SAF 2304 (UNS S32304) | ≤2,5 | 21,5. 24,5 | 3,0 ..5,5 | - | ≤0,040 | ≤0,040 | 0,05 ..0,20N | |||
| SAF 2205 (UNS S31803) | ≤2,0 | 4,5 ..6,5 | 3,0. .3,5 | ≤0,015 | ≤0,035 | 0,14 ..0,20N | ||||
| SAF 2507 (UNS S32750) | ≤0,5 | ≤1,2 | 24,0. 26,0 | 6,0. 8,0 | 3,0. .5,0 | ≤0,030 | 0,24 ..0,32N | |||
| DMV 25.7N (UNS S32760) | ≤1,0 | ≤1,0 | 3,0. 4,0 | ≤0,010 | 0,20. 0,30 N, 0,50. 1,0W | |||||
| SAF 2906 (UNS S32906) | 28. 30 | 5. 7 | 1,8. 2,5 | 0,40N |
Таблица 2. Сведения о коррозионной стойкости аустенитно-ферритных сталей .
Таблица 3. Аустенитно-ферритные стали : механические свойства , не менее .
Таблица 4. Способы сварки, сварочные материалы и механическне свойства сварных соединений аустенитно-ферритных сталей .
Читайте также: