Сварка бесшовных стальных труб
Обновлено: 18.05.2024
Бесшовные трубы изготавливаются из стальных заготовок, которые нагревают и перфорируют для создания трубчатого сечения. Слово «бесшовные» означает отсутствие шовных сварных швов.
Бесшовные стальные трубы используются для различных применений в нефтегазовой промышленности:
- добывающая промышленность (нефтегазопромысловые трубы);
- транспортировка (передача и распределение жидкостей, таких как нефть, газ, пар, кислоты, жидкие отходы);
- переработка (процесс транспортировки по трубопроводу для переработки нефти и газа в производные продукты);
- прокладка труб для коммунальных услуг.
Наиболее распространенные типы труб, используемых в нефтегазовой промышленности (ASTM спецификации труб):
- ASTM A53, A106, A333 и API 5L (типы труб из углеродистой стали для высокотемпературной и низкотемпературной углеродистой стали);
- ASTM A335 классы от P5 до P91 (трубы из легированной хромомолистовой стали для высоких температур и давлений, для нефтеперерабатывающих и энергетических установок);
- ASTM A312 серии 300 и 400 (трубы из нержавеющей стали марок 304/L/H, 316/L/H, 321/H, 347/H);
- ASTM A790, A928 (дуплексные и супердуплексные трубы с двойной ферритной и аустенитной структурой);
- Различные спецификации материалов из никелевых сплавов (Inconel, Hastelloy, Cupronickel, Monel, Nickel 200);
- Спецификации для цветных труб (алюминий, медь, латунь, медно-никелевый сплав).
Некоторые стандарты относятся только к бесшовным трубам (например ASTM A106), другие относятся как к бесшовным, так и к сварным трубам (например ASTM A53).
Трубы из углеродистой стали (A53, A333, A106 и API 5L) занимают наибольшую долю рынка, так как их можно использовать для самых высоких и низких температур; основное применение труб из нержавеющей стали - для коррозионных работ (а более высокие классы используются в качестве повышения температуры и давления, или когда транспортируемая жидкость становится более агрессивной).
На начальных этапах производственного цикла нефтегазовой промышленности API 5CT является ключевым стандартом, охватывающим нефтегазопромысловые трубы (нарезные трубы нефтяного сортамента).
Бесшовные стальные трубы не следует путать с трубопроводом из бесшовных труб. Действительно, между трубами и трубопроводами есть несколько важных отличий, которые не только семантические. В целом, слово «трубопровод» применяется к любому трубному элементу, используемому для транспортировки жидкостей, тогда как слово «труба» относится к трубчатым сечениям (различной формы, круглой, овальной, квадратной формы), используемым для конструкционных/механических применений, измерительных систем и конструкций оборудования, работающего под давлением, таких как котлы, теплообменники и пароперегреватели.
Цены на бесшовные трубы
Бесшовные трубы имеют более высокую цену чем сварные трубы, как правило от 20 до 30% выше, из-за их довольно сложного производственного процесса (более подробно изложены, чем производство сварных и прямошовных труб) по причине того, что количество производителей бесшовных труб довольно ограничено (рынок носит олигополистический характер).
Для конкретных размеров и характеристик (например, 20-дюймовая труба или труба с большой толщиной стенки из специальных или необычных материалов, например, трубы ASTM A335 P91), существует несколько международных поставщиков труб, и как следствие, это повлияло на цены за тонну (или за метр.)
Соответственно, устанавливать цены на трубы используя стандартные цены за тонну для всех труб из «углеродистой стали» или «нержавеющей стали», независимо от фактического диаметра, толщины стенок, и конкретные классы: все эти факторы должны приниматься во внимание для того чтобы предотвратить перерасход средств в ходе в реализации проекта на более поздней стадии. Более того, цены варьируются ежедневно (особенно для легированных труб, которые содержат химические элементы, такие как молибден, никель, медь, хром, торгуемые ежедневно на Лондонской бирже металлов или рынках ферросплавов).
Размеры бесшовных труб
Стандарты ASME B36.10 и ASME B36.19 включают в себя размеры и вес бесшовных труб для нефтехимической промышленности (стандарты относятся и к сварным трубам):
- стандарт ASME B36.10 охватывает размеры углеродистых и низколегированных бесшовных труб (габариты и вес) от 1/8 до 24 дюймов
- стандарт ASME B36.19, напротив,охватывает размеры и вес труб из нержавеющей стали, дуплексных, никелевых сплавов.
Бесшовные трубы общего назначения обозначены номинальным размером трубы (представляющим приблизительную пропускную способность трубы для жидкости) и “schedule”, который отражает толщину стенки трубы (наиболее распространенные это графики 40, STD, XS, XXS для углеродистых/легированных сплавов и 10S, 40S и 80S для труб из нержавеющих и никелевых сплавов).
процесс производства бесшовных труб
Бесшовные трубы из конструкционной стали от 1/2 до 6 дюймов изготавливаются с помощью так называемого автоматического раскатного трубопрокатного стана или “процесса экструзии” (используется для меньших диаметров), в то время как «процесс фрезерной оправки» используется для больших диаметров.
Сварная труба (электрическая сварка сопротивлением)
Электросварные трубы изготавливаются с использованием стальных рулонов: рулон сначала разматывается, затем выравнивается, разрезается и, наконец, формируется в виде трубы путем электрического соединения двух ее концов.
Сварные трубы доступны в размерах от 1/2 до 20 дюймов, из углеродистой стали (ASTM A53 является наиболее распространенным стандартом) и нержавеющей стали (ASTM A312). С точки зрения размеров, ASME B36.10 и ASME B36.19 являются ключевыми справочными стандартами (API 5L для сварных труб ERW).
Таблицы размеров ASME и API показывают типичные комбинации номинального размера трубы и толщины стенки (обозначены как «schedule») и показывают вес сварной трубы в кг (или фунтах).
За последние несколько лет, сварные трубы стали эффективной альтернативой бесшовных труб, как с точки зрения цены и производительности, так и благодаря современным технологиям сварки ERW, принятым производителями сварных труб (например, HFI и HFW, высокочастотная сварка). Эти достижения в сварочных технологиях в будущем смогут уменьшить техническое превосходство бесшовных труб по сравнению со сварными трубами, сделав их взаимозаменяемыми, по крайней мере, в некоторых областях применения (низкое / среднее давление и температура). Разумеется, бесшовные трубы будут пользоваться преимуществом из-за превосходной механической прочности стальных заготовок по сравнению с рулонами и плитами.
Процесс производства сварных труб
Сварные трубы изготавливаются из стальных рулонов, которые сначала разматываются, режутся, обрабатываются, свариваются и испытываются, как показано на рисунке ниже.
Наиболее распространенная технология сварки, используемая для нефтегазовых труб, это так называемая «высокочастотная индукционная технология» (ERW-HFI), заключающаяся в применении индукционного тока на внешней поверхности трубы, способного создавать прочный сварной шов и плотно соединить две стороны стального рулона.
Прямошовная труба (продольно-дуговая сварка под флюсом)
Прямошовная труба (сварка под флюсом) изготавливается путем резки, гибки и сварки стальных пластин (процесс полуавтоматической сварки под флюсом).
Прямошовные трубы (LSAW) конкурируют с бесшовными и сварными трубами (ERW) в диапазоне размеров от 16 до 24 дюймов, но являются обязательными для трубопроводов выше 24 дюймов (так как 24 дюйма - это максимальный размер для труб общего назначения).
Двумя основными типами прямошовных труб являются продольные (с одинарным или двойным прямым сварным швом, DSAW) и спиралешовные (называемые HSAW, SSAW или SAWL трубы). Таким образом, разница между DSAW и LSAW трубами в том, что сварной шов в DSAW трубах находится внутри и снаружи трубы, в то время как LSAW трубы имеют один сварной шов на внешней поверхности.
LSAW и ERW трубы различаются тем, что при производстве LSAW труб используются стальные листы, а ERW трубы изготавливаются из стальных рулонов.
В нефтегазовой промышленности прямошовные трубы API 5L большого диаметра используются для эффективной транспортировки углеводородов на большие расстояния.
Спиралешовные трубы HSAW/SSAW используются в вспомогательных целях таких, как водоподача и распределение (не для нефти и газа).
Процесс производства прямошовных труб
Прямошовные трубы изготавливаются с помощью так называемого процесса полуавтоматической сварки под флюсом, который начинается со стальных листов как показано на рисунке.
ручной ультразвуковой контроль → механическое экспандирование либо термообработка → обработка торцов труб → гидростатические испытания → ультразвуковое испытание трубы → радиографические испытания → нанесение внешнего покрытия → нанесение внутреннего покрытия → маркировка → складирование
Бесшовные трубы против сварных
Вопрос “Сварную или бесшовную трубу использовать при строительстве?” поднимается снова и снова. У каждой из них есть свои преимущества и недостатки, которые следует обдумать, чтобы принять правильное решение:
Преимущества и недостатки бесшовной трубы
Бесшовные трубы изготавливаются из цельного стального блока и не имеют сварного шва, который может представлять слабую область (подвержен коррозии, эрозии и общему разрушению).
Форма бесшовных труб более предсказуемые и точные с точки зрения округлости и овальности по сравнению со сварными трубами.
Главный недостаток бесшовных труб - это более высокая цена за тонну по сравнению со сварными трубами того же размера и класса (бесшовные трубы конкурируют со сварными в диапазоне от 2 до 20 дюймов).
Время доставки дольше, поскольку производителей бесшовных труб меньше, чем сварных труб (для сварных труб существует меньше барьеров входа, чем для бесшовных труб).
Бесшовные трубы могут иметь не постоянную толщину стенки по всей длине, фактически, общий допуск составляет +/- 12,5%
Преимущества и недостатки сварной трубы
Сварные трубы дешевле бесшовных (тип HFI), так как они изготавливаются с использованием стальных рулонов в качестве сырья на менее сложных производственных предприятиях.
Сварные трубы имеют более короткие сроки изготовления, чем бесшовные трубы, так как производственная база больше.
У сварные труб одинаковая толщина стенок, так как они изготавливаются с использованием рулонов (сварные) или листов (прямошовные), причем обе подлежат жесткому контролю допуска.
Основным «дефектом», присущим сварным трубам, является то, что наличие сварного шва представляет собой фактор слабости. Хотя в прошлом это могло быть правдой, с развитием технологий сварки за последние десять лет это становится все менее и менее актуальным.
Вывод: современные сварные трубы HFI являются абсолютно допустимой альтернативой бесшовным трубам и помогают конечным пользователям снизить цены и время выполнения заказа на 20-25%.
Трубы, вместе трубопроводной арматурой, являются наиболее затратными элементами в строительстве завода (как правило, прокладка трубопровода составляет 5-7% от общей стоимости завода, а трубы составляют от 60 до 70% этой стоимости, трубопроводная арматура с 15 по 25 %). Эти цифры представляют собой средние значения, относящиеся к нефтегазовой промышленности и относящиеся к материалам из углеродистой стали (вес труб может быть выше для классов труб из нержавеющей стали, дуплексных и никелевых сплавов).
Последний пункт: трубы могут иметь разные цвета (окрашенная внешняя поверхность), чтобы представлять тип жидкости, которую они переносят.
*ERW - электрическая сварка сопротивлением (электросварные трубы);
*LSAW - продольно-дуговая сварка под флюсом (прямошовные трубы);
*DSAW - двусторонняя дуговая сварка под флюсом (прямошовные трубы);
*HSAW/SSAW - спиральный шов при дуговой сварке под флюсом (спиральношовные трубы);
*SAWL - дуговая сварка под флюсом (труба электрошлаковой сварки);
*HFI - сварка под сопротивлением с применением высокочастотного преобразователя.
Производство бесшовных труб
Бесшовные трубы изготавливаются из монолитного металла, цельный корпус не имеет швов и других соединений. Это повышает устойчивость к перепадам давления и действиям агрессивных сред, увеличивает стойкость к разрывам.
Главное преимущество этой категории — герметичность, кроме этого исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микроскопические неровности и наплывы. По бесшовной технологии выпускают толстостенный и тонкостенный трбопрокапрокат: от 0,3 до 75 мм. Для получения равноценных показателей прочности требуется меньшее количества сырья, чем в производстве прямошовных аналогов, следовательно снижается вес конструкций. Изделия с большой толщиной стенки имеют повышенный запас стойкости к механическим воздействиям.
Стальные бесшовные трубы классифицируют по способу производства:
- Горячекатаные;
- Холоднокатаные;
- Цельнотянутые.
- Повышенная устойчивость к внутренним и внешним нагрузкам;
- Снижение металлоемкости;
- Стойкость к коррозии за счет отсутствия микродефектов, присущих сварным швам;
- Абсолютное исключение завоздушивания среды.
- Отличная обрабатываемость при изготовлении гнутых деталей: отводов, змеевиков.
Несмотря на преимущества, применение не всегда оказывается целесообразным. В коммунальных сетях практически отсутствуют нагрузки, которые не может выдержать недорогой электросварной прокат. Затраты на производство являются основной причиной, по которой повсеместное использование ограничивается. Пока ни одна из применяемых технологий не позволяет выпускать изделия с диаметром более 550 мм. Этого не всегда достаточно для обеспечения требований к пропускной способности в магистральных линиях.
Техника безопасносности запрещает использование трубного проката с цельным корпусом для транспорта взрывчатых и пожароопасных веществ.

Виды бесшовных труб
Горячекатаные
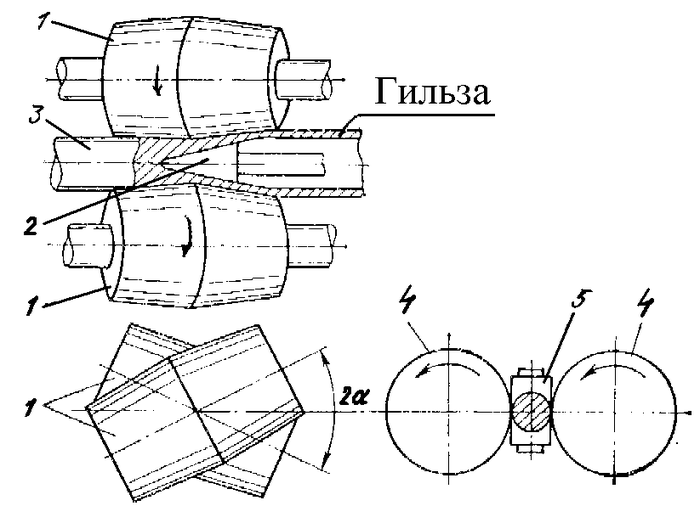
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.
Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.

Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.
Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия. Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным. Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17. Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
- Особотонкостенные — до 0,5 мм.;
- Тонкостенные — до 1,5 м
- Толстостенные — отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные — отношение наружного диаметра к толщине стенки от 6 до 12,5.
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.

Производство холоднодеформированных труб
Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются. Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях. Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.

Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Способы монтажа и соединения
Монтаж трубопроводов принципиально не отличается от возведения конструкций из прямошовных аналогов. Сварное соединение наиболее надежно и применяется для систем с высоким давлением, при работе с кислотами и щелочами. Для сред низкой агрессивности с температурой до 100 С⁰ допускается крепление на резьбе, но при вибрационных воздействиях возможно самопроизвольное отвинчивание.
- Сварка: выбор метода зависит от технических параметров;
- Резьба: если позволяет толщина металла нарезается производителем или на токарном станке, для герметизации применяют уплотнители.
- Особотонкостенные (до 20 мм) — газовая сварка. Аппараты малой мощности не вызывают перегрева и позволяют выполнить аккуратный шов даже новичку.
- Тонкостенные (от 20 мм) — электросварка встык;
- Толстостенные — электросварка после снятия V-образной фаски.
Для организации разводки применяются приварные и резьбовые фасонные детали, направление изменяют трубогибами. Для инженерных сетей с давлением до 250 кгс/см² можно использовать воротниковые фланцы.
Нередко бесшовные трубы изготавливают из нержавеющих сталей, специальных сплавов и цветных металлов. В таком случае монтаж проводят в соответствии с технической документацией, подбирают способ и режимы сваривания, электроды. При выборе методов сварки учитывают назначение трубопровода: для некоторых систем крайне важна химическая стойкость шва, для других — термостойкость.
Как делают бесшовные трубы
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».

Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.

Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.

К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.

Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Процесс производства труб - бесшовные и сварные трубы
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
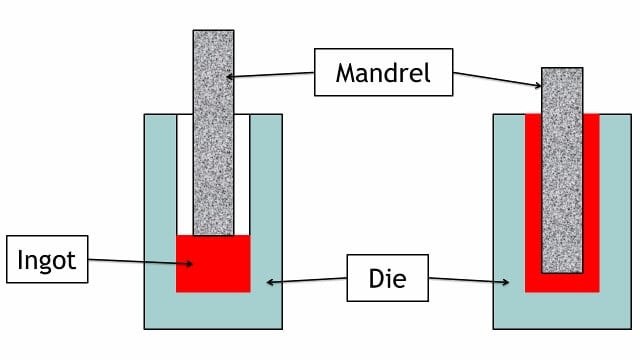
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.
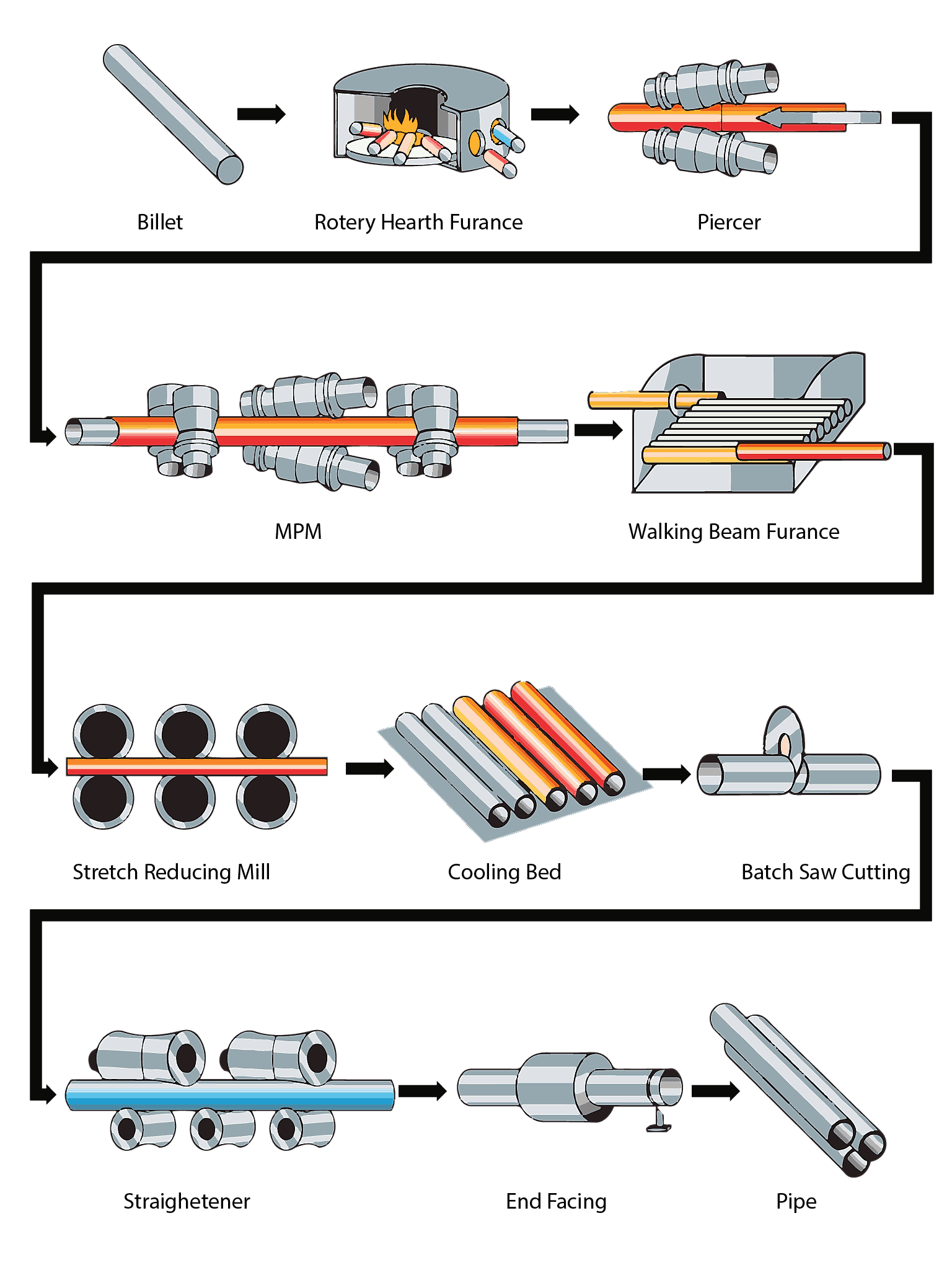
Металлическая заготовка - печь с вращающимся подом - прошивной пресс - непрерывный трубопрокатный стан с удерживаемой оправкой - печь с шагающим балочным подом - редукционно-растяжной трубопрокатный стан - стеллаж для охлаждения - послойная резка - правильный пресс - резка торцов - труба.
Завод по производству труб со штоком Маннесманн
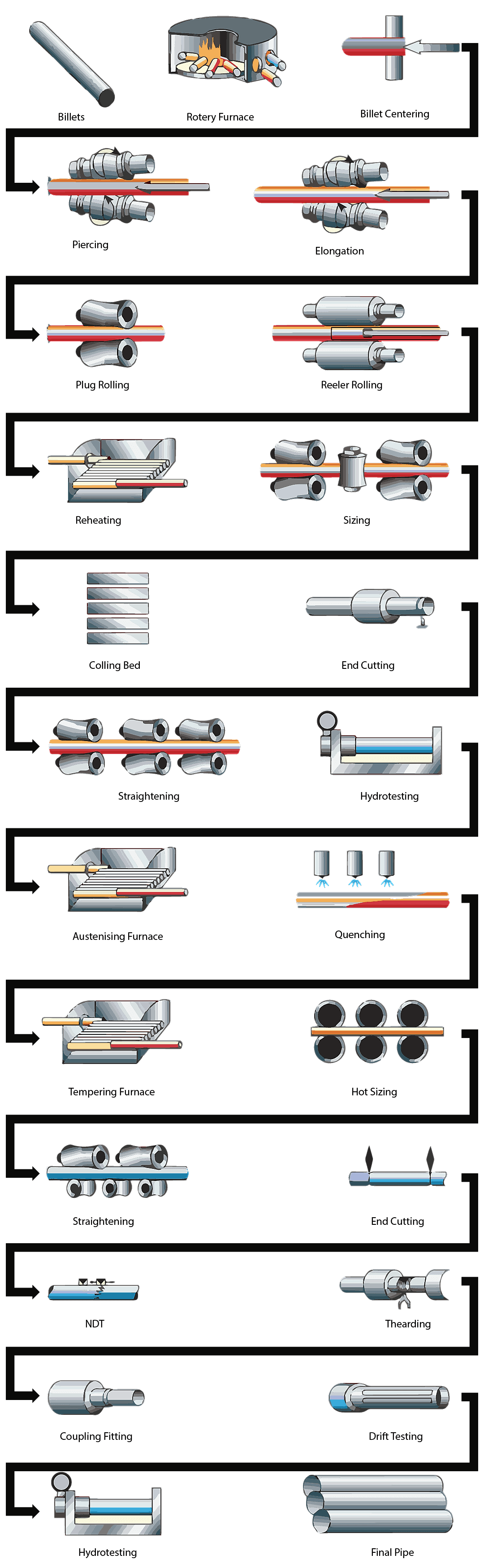
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка - вращающаяся печь - центрирование заготовки - прошивка - относительное удлинение при разрыве - горячая прокатка труб на оправке - стан прокатки - повторный нагрев - калибровка труб - охлаждающий под - резка концов - правка - гидроиспытания - аустенизационная печь - быстрое охлаждение - закалочная печь - горячая колибровка - правка - торцовка - испытание без разрушения - нарезания резьбы - соединительный фитинг - тестирование оправки - гидроиспытания - готовая труба.
Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.
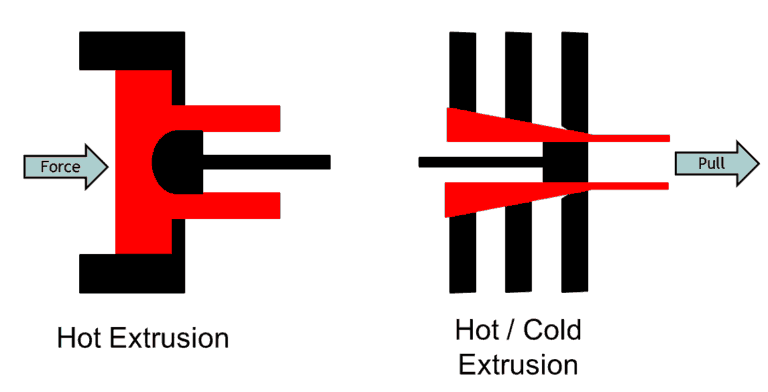
Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW - электрическая сварка сопротивлением
- EFW - электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW - дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
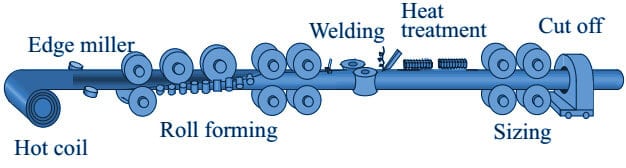
Горячая катушка - фрезерный станок - фасонная прокатка - сварка - тепловая обработка - установление размеров - резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Читайте также: