Сварка без присадочного материала
Обновлено: 20.09.2024
Угольные электроды изготавливают из аморфного электротехнического угля в виде стержней круглого сечения диаметром от 6 до 18 мм, длиной 250—700 мм с гладкой черной поверхностью. Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60—70°, а для сварки цветных металлов — 20—40°.
Процессу сварки угольными электродами присущи такие особенности:
- температуры плавления и кипения угольных электродов весьма высоки и настолько близки (Тпл = 3800 °C, Ткип = 4200 °C), что практически процесс плавления не удается наблюдать, видно лишь медленное испарение, чистый углерод имеет Тпл ≈ 3500 °C, Ткип = 3467 °C, поэтому он не плавится, а возгоняется;
- сварку угольными электродами можно вести только на прямой полярности (минус на электроде). При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения;
- коэффициент полезного действия дуги при сварке угольным электродом значительно ниже, чем при сварке металлическим плавящимся электродом;
- дуга в процессе сварки чувствительна к различным внешним воздействиям, потокам газов, ветру и т. п., а также сильно поддается магнитному дутью.
Вместе с тем угольные электроды успешно применяют для сварки тонколистового металла, заварки дефектов литья, сварки цветных металлов и наплавки твердых сплавов.
В настоящее время используют следующие способы сварки угольным электродом тонколистового металла:
- без присадочного материала;
- с подачей присадочного материала в дугу;
- с предварительной укладкой присадочного материала.
Сварка без присадочного материала — это наиболее простой способ, который получил наибольшее распространение. Он заключается в оплавлении дугой кромок свариваемых деталей. Этим способом сваривают листы при бортовых, угловых и нахлесточных соединениях. Причем производительность сварки при толщине листов 1—3 мм может быть значительно выше производительности ручной сварки покрытыми металлическими электродами. Без присадочного материала
успешно сваривают уголки, швеллеры и другие профили, в которых шов образуется за счет расплавленного металла кромок или полок. Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям.
Характерные типы сварных соединений, которые можно выполнять этим способом, показаны на рис. 1.
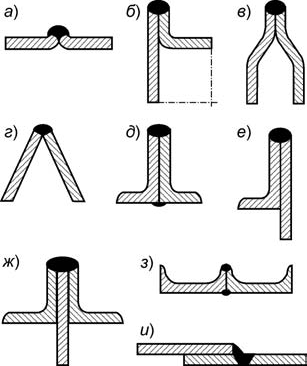
Рис. 1. Характерные типы сварных соединений без присадочного материала: а — стыковое соединение листов толщиной 1—2 мм с отбортовкой кромок; б — присоединение штампованного днища к обечайке; в — соединение кожухов, емкостей и т. п.; г — угловое соединение; д, е, ж, з, и — различные виды соединений из уголков, швеллеров и листов, соединение внахлест
Сварка тонких листов с подачей присадочного материала в дугу ведется по схеме, приведенной на рис. 2. Сварщик в левой руке держит присадочный пруток, а в правой — держатель с угольным электродом. Факел дуги направляют на конец присадочного материала, и этим предупреждают прожоги при сварке тонких листов. Такой способ рекомендуется для сварки стальных листов толщиной 0,3—1,0 мм.
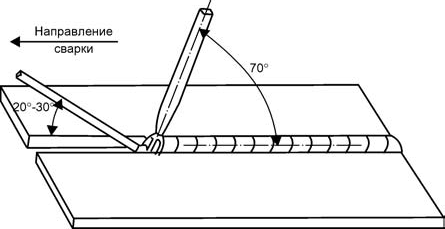
Рис. 2. Сварка тонких листов с подачей присадочного металла в дугу
Он дает также хорошие результаты при заварке дефектов литья и при сварке цветных металлов.
Сварку с подачей присадочного материала в дугу можно выполнять «левым» и «правым» способом. При «левом» способе (рис. 3, а) присадочный пруток раз
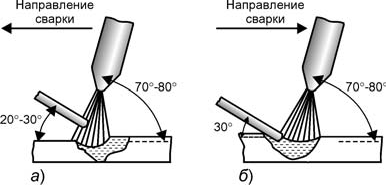
Рис. 3. Сварка с подачей присадочного материала в дугу: а — левый способ; б — правый способ
мещают между электродом и основным металлом, пламя дуги направлено на основной металл. При «правом» способе (рис. 3, б) присадочный пруток размещают между наплавленным валиком и угольным электродом, пламя дуги направлено на расплавленный металл.
При «правом» способе нагрев более концентрированный, чем при «левом», что позволяет производить сварку на больших скоростях. Однако при «правом» способе велика вероятность прожогов.
На практике чаще применяют «левый» способ, а «правый», как правило, используют при сварке металла больших толщин.
Сварку с предварительной укладкой прутков или полосок применяют при выполнении стыковых и угловых швов из листов большой толщины (рис. 4). При этом получается усиленный шов за счет сплавления кромок свариваемых листов и присадочного прутка.
Сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения; диаметр электрода — в зависимости от толщины свариваемых листов с таким расчетом, чтобы электрод не разогревался по всей длине до светло-красного каления, которое вызывает его быстрое испарение, растекание и расход.
Примерные режимы сварки соединений низкоуглеродистой стали угольными электродами приведены в табл. 1.
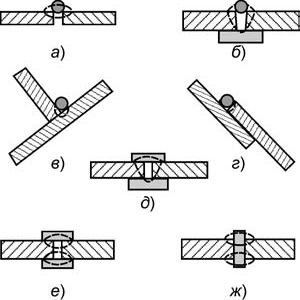
Рис. 4. Сварка с предварительной укладкой прутков или полосок: а — односторонний стыковой шов с укладкой прутка; б — односторонний стыковой шов с укладкой прутка и подкладкой под шов полоски; в, г — односторонний угловой шов с укладкой прутка; д — односторонний стыковой шов с укладкой полоски и подкладкой под шов полоски; е — двухсторонний стыковой шов с укладкой с обеих сторон полоски; ж — двухсторонний стыковой шов с укладкой полоски в зазор между свариваемыми листами
Таблица 1. Режимы сварки соединений из низкоуглеродистой стали угольными электродами
| Вид соединения | Толщина металла, мм | Сила тока, А | Диаметр электрода, мм | Скорость сварки, м/ч |
| Односторонний стыковой шов | 2 | 200 | 10 | 20 |
| 3 | 300 | 12 | 20 | |
| Односторонний угловой шов | 2 | 150 | 10 | 20 |
| 3 | 250 | 10 | 15 | |
| С отбортовкой кромок | 1 | 130 | 10 | 30 |
| 2 | 200 | 10 | 40 |
Увеличение плотности тока можно допускать при использовании графитовых электродов. Графитовые электроды изготавливают из кристаллического углерода — графита. Цвет графитовых электродов темно-серый с металлическим блеском. Они мягкие, легко режутся, при сварке дают лучшие результаты, чем угольные. Благодаря высокой электропроводности и стойкости против окисления они медленнее испаряются и более стойки против растрескивания. При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2.
Таблица 2. Режимы сварки соединений при отбортовке графитовыми электродами
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А | Скорость сварки, м/ч |
| 1,5 | 5 | 90—100 | 45 |
| 2 | 6 | 125—135 | 40 |
| 2,5 | 6—8 | 100—250 | 35 |
| 3 | 6—8 | 250—275 | 33 |
При сварке тонких листов угольным электродом наружный вид шва лучше, чем при сварке покрытым металлическим электродом. Механические свойства сварных соединений практически находятся на уровне свойств основного металла. Сварку угольным электродом успешно можно применять и для сварки цветных металлов, и для наплавки твердых сплавов. С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
Сварку ведут на переменном токе на режимах, приведенных в табл. 3.
Таблица 3. Режимы сварки угольными электродами при использовании дуги косвенного действия
Сварка пластмасс
Сварка пластмасс – это технологический процесс получения неразъемного соединения элементов конструкции посредством диффузионно-реологического или химического взаимодействия макромолекул полимеров, в результате которого между соединяемыми поверхностями исчезает граница раздела и образуется структурный переход от одного полимера к другому.
Классификация способов сварки пластмасс
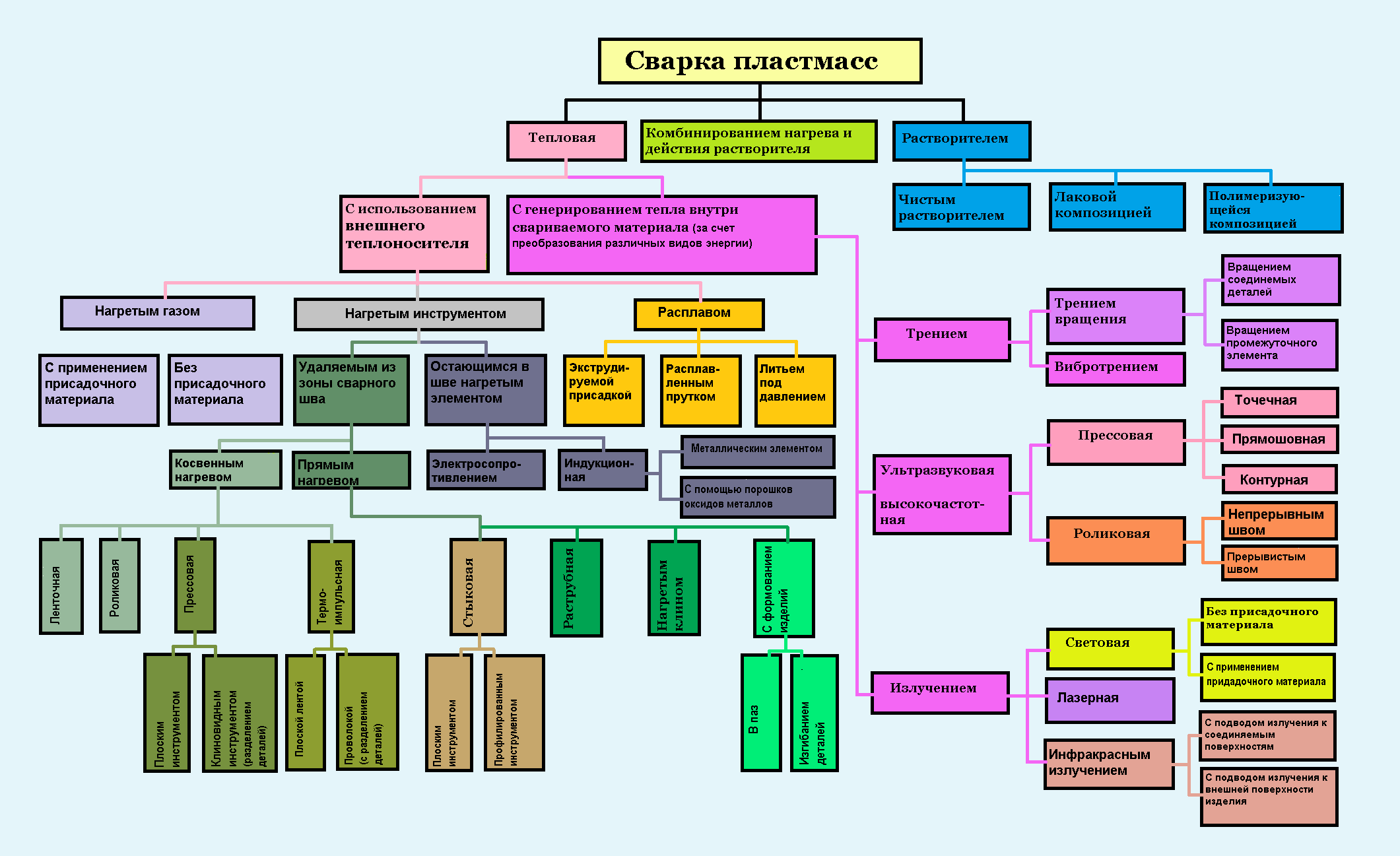
По механизму процесса сварку пластмасс можно разделить на диффузионную и химическую; по методам активирования процесса — на тепловую сварку, сварку растворителями и сварку комбинированием нагрева и действия растворителей (рис. 1).
Сварка пластмасс растворителями
При сварке с растворителями необходимая подвижность молекулярных цепей создается за счет набухания контактирующих поверхностей в растворителе или смеси растворителей. Подразделяется она на сварку чистым растворителем (или смесью растворителей), лаковой композицией (раствором полимера в растворителе) и полимеризующейся композицией (раствором полимера в мономере).
Тепловая сварка пластмасс
Тепловая сварка имеет наибольшее число разновидностей. Классифицировать ее можно по различным критериям:
- способам передачи тепловой энергии;
- степени механизации;
- по области применения;
- в зависимости от источника энергии.
Однако наиболее точно отражает современное состояние технологии сварки пластмасс классификация разновидностей тепловой сварки в зависимости от источника нагрева.
При этом выделяют две группы сварки: с использованием внешнего теплоносителя и с генерированием тепла внутри свариваемого материала за счет преобразования различных видов энергии.
Сварка пластмасс с использованием внешнего теплоносителя
Группа способов сварки пластмасс с использованием внешнего теплоносителя подразделяется на сварку нагретым газом, нагретым инструментом и расплавом.
Сварка нагретым газом
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струей горячего газа-теплоносителя, нагреваемого в специальном устройстве. Сварку нагретым газом выполняют с применением присадочного материала и без него, вручную или с использованием специальных приспособлений для механизации процесса сварки. Применяется присадочный материал в виде прутков с различной формой сечения. При сварке по классической схеме нагревательное устройство совершает колебательные движения в плоскости, образованной направлением шва и осью присадочного прутка. Сварочный пруток прижимают и удерживают рукой, если он достаточно жесткий или при помощи ролика, если пруток мягкий. Применяя специальные насадки на нагревательное устройство, обеспечивают одновременный подогрев свариваемых кромок и прутка, при этом пруток втягивается в отверстие насадки при перемещении устройства вручную вдоль шва и прижимается к кромкам выступом на насадке. Сварка без присадочного материала может производиться с подводом тепла непосредственно к свариваемым поверхностям (прямой метод) или с подводом тепла к внешней поверхности деталей (косвенный метод).
Сварка нагретым инструментом
Сварка нагретым инструментом основана на оплавлении поверхностей сварки путем их прямого соприкосновения с нагреваемым инструментом. Подразделяется на сварку инструментом, удаляемым из зоны сварного шва (с подводом тепла как с внешней стороны деталей, так и непосредственно к соединяемым поверхностям), и сварку элементом, остающимся в сварном шве.
При сварке косвенным методом нагретый инструмент соприкасается с внешними поверхностями соединяемых деталей, а тепло передается к перекрывающим друг друга свариваемым поверхностям за счет теплопроводности свариваемого материала. В настоящее время нашли применение ленточная, роликовая, прессовая и термоимпульсная сварка. При ленточной сварке для нагрева свариваемых изделий и создания давления используется нагретый инструмент в виде ленты, а при роликовой – в виде ролика. При прессовой сварке для создания необходимого сварочного давления применяются сварочные прессы, позволяющие осуществить шаговую сварку. При термоимпульсной сварке используют малоинерционный нагреватель (лента или проволока), по которому периодически пропускают электрический ток; после отключения электроэнергии сварной шов быстро охлаждается.
Из применяемых способов сварки с подводом тепла к соединяемым поверхностям известны сварки:
- стыковая;
- раструбная(используется преимущественно для соединения труб);
- сварка нахлесточных соединений (используется для соединения тонкостенных изделий и пленок);
- сварка с одновременным формованием изделий(в паз или с изгибанием деталей).
При стыковой и раструбной сварке после оплавления свариваемых поверхностей изделия разводятся, инструмент убирается, а оплавляемые поверхности соединяются под небольшим давлением и свариваются. При стыковой сварке соединяются торцы изделий, а в качестве нагревательного инструмента применяется плоский или профилированный диск (кольцо).
При раструбной сварке соединяются внутренняя поверхность раструба и наружная поверхность трубы, а нагревательный инструмент имеет два рабочих элемента: гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба.
Сварку нахлесточных соединений можно осуществлять одновременным нагревом соединяемых поверхностей по всея длине, а также, перемещая инструмент или свариваемые изделия. Наибольшее распространение получил способ сварки с механизированной подачей свариваемых изделий и неподвижным нагревательным инструментом.
Из способов сварки элементом, остающимся в сварном шве, практическое применение нашли сварка электросопротивлением и индукционная сварка. Сварка электросопротивлением основана на применении закладных нагревательных элементов с высоким электрическим сопротивлением. Закладные элементы в виде сетки или спирали вводятся между соединяемыми поверхностями. При пропускании по закладному элементу электрического тока соединяемые поверхности оплавляются.
При индукционной сварке нагрев закладного элемента происходит в электромагнитном высокочастотном поле, а в качестве нагревательного элемента используются металлические вкладыши или порошки оксидов металлов.
Сварка пластмасс расплавом
Сварка расплавом основана на использовании тепла расплавленного присадочного материала, подаваемого между соединяемыми поверхностями и передающего часть своего тепла материалу соединяемых изделий, что ведет к его плавлению и получению неразъемного соединения. Подразделяется на сварку экструдируемой присадкой, расплавленным прутком и литьем под давлением, которые могут выполняться как с предварительным подогревом свариваемых поверхностей нагретым газом или теплоотдачей от мундштука сварочного устройства, так и без подогрева.
При сварке экструдируемой присадкой (экструзионной сварке) расплав получается с помощью экструдера, обеспечивающего непрерывную подачу расплава, а в качестве исходного сырья используется гранулированный материал. При сварке расплавленным прутком расплав получается из присадочного прутка путем его нагрева в устройствах прямоточного типа, откуда расплав выдавливается непрерывно поступающим еще не нагретым присадочным прутком, который сматывается с бухты и подается в нагревательный цилиндр с помощью специальных тянущих роликов. При сварке литьем под давлением для получения расплавленного присадочного материала применяются литьевые машины.
Сварка пластмасс с генерированием тепла внутри свариваемого материала
Группа способов сварки пластмасс с генерированием тепла внутри свариваемого материала путем преобразования различных видов энергии подразделяется на сварку трением, сварку ультразвуковую, сварку высокочастотную и сварку излучением.
Сварка пластмасс трением
Сварка трением основана на получении тепловой энергии для оплавления свариваемых поверхностей за счет трения. Очень низкая теплопроводность, характерная для термопластов, способствует сохранению тепла лишь в зоне трущихся поверхностей, в то время как температура всего изделия остается практически неизменной. Разделяется на сварку вращением (вращение соединяемых деталей; вращение промежуточных элементов) и вибротрением.
Ультразвуковая сварка пластмасс
Ультразвуковая сварка основывается на нагреве свариваемых поверхностей до температуры размягчения в результате превращения энергии колебаний ультразвуковой частоты в тепловую энергию, при этом механические колебания ультразвуковой частоты и давление действуют по одной линии, перпендикулярно к соединяемым поверхностям. В зависимости от взаимного перемещения инструмента и деталей подразделяется на прессовую сварку (точечная, прямошовная, контурная) и роликовую сварку (сварка непрерывным и прерывистым швом). Ультразвуковая сварка может классифицироваться также и по другим признакам: в зависимости от способа подведения энергии, наличия присадочного материала, а также в зависимости от способа дозирования энергии.
Высокочастотная сварка пластмасс
Высокочастотная сварка пластмасс основана на диэлектрическом нагреве материала в высокочастотном электромагнитном поле в результате преобразования электрической энергии в тепловую. В зависимости от схемы взаимного перемещения инструмента и свариваемых изделий высокочастотная сварка подразделяется на прессовую и роликовую. Может выполняться в основном поле и в поле рассеивания с нагревом соединяемого материала или материала прокладок, располагаемых как снаружи свариваемых деталей, так и между ними.
Сварка пластмасс излучением
Из разновидностей сварки излучением, отличающихся друг от друга источником и характером излучения, используется световая сварка с применением и без применения присадочного материала, сварка лазерная и сварка инфракрасном излучением с подводом тепла непосредственно к соединяемым поверхностям (прямой метод) или к внешней поверхности соединяемых изделий (косвенный метод). Более широко применяется сварка инфракрасным излучением, которая основывается на свойстве термопластичных материалов поглощать падающие на них инфракрасные лучи и превращать электромагнитную энергию в тепловую.
Список литературы:
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год
Дуговая механизированная сварка под флюсом без присадочного металла
Сварка под флюсом – разновидность дуговой сварки. Особенность процесса – защищенность от воздействия воздуха флюсом. Кроме защиты шва флюс дает возможность создать стабильное горение, обеспечить раскисление, очистку и легирование металла. Этот вид сварки бывает ручной и механизированный (автоматический, полуавтоматический). Ручная сварка не позволяет обеспечить однородность и надлежащее качество шва, ограничена по производительности. Дуговая механизированная сварка без использования присадочного металла под флюсом дает возможность расширить сферы применения и повысить производительность.

Технология сварочного процесса
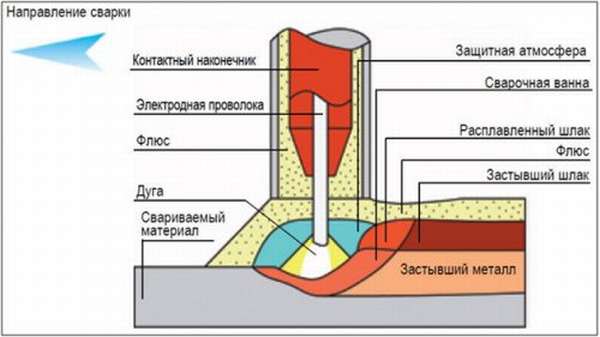
Метод простой – слой флюса 30-60 мм подается в зону дуги, покрывает и защищает материал. Дуга располагается в защищенном пространстве, расплавляет металл и сварочную проволоку, жидкие материалы соединяются. Защитная газообразная атмосфера вытесняет небольшой объем основного расплавленного материала, начинает провариваться следующий слой. Флюс препятствует разбрызгиванию жидкого металла и нерациональному использованию тепла дуги, повышая качество шва.
Проволока подается из специального механизма, оснащенного двумя роликами: ведущим и прижимным. Скорость подачи не отличается от скорости плавления, это обеспечивает равномерное горение дуги. Электроэнергия подается через головку со встроенным мундштуком.
Шов образуется в процессе перемещения дуги параллельно материалу. Ванна постепенно остывает, жидкий материал кристаллизуется, образуется шов. Флюс образует на поверхности корку, замедляющую остывание и способствующую избавлению от газов и примесей. Шов получается плотный, чистый, однородный по составу.
Важно! Механизация процесса позволяет обеспечить небольшой вылет и быструю подачу электрода. Это увеличивает мощность тока в 6-8 раз (если сравнивать с ручной сваркой), что позволяет увеличить производительность до 10-и раз. Можно обрабатывать более толстые детали, увеличить объем основного материала в шве до 70%. Сварщика можно заменить высококвалифицированным оператором.
Качество шва зависит от:
- вида и полярности тока, напряжения,
- диаметра и вылета проволоки,
- вида и плотности флюса,
- положения материала и электрода,
- скорости процесса.
Согласно ГОСТ 2246-70 для работы со сталью используется стальная проволока с диаметром 0,3-12 мм.

Проволока поставляется в кассетах и бухтах. Если она долго храниться, перед применением требуется промывка керосином или бензином, чтобы убрать ржавчину. Если выполняются работы с алюминием, требуется проволока по ГОСТ 7871-75, при сварке меди по ГОСТ 16130-72.
Флюс выбирается в зависимости от требуемых характеристик шлака и защитных газов, уровня устойчивости к образованию трещин.
Сферы применения
Механизированная дуговая сварка без присадочного металла под флюсом – основной способ соединения плавлением. Кроме низкоуглеродистых сталей, позволяет работать с легированной и низколегированной сталью, сплавами с добавлением никеля, алюминием, медью, титаном, их сплавами. Швы устойчивы к агрессивным средам, высокому давлению, вакууму, высоким и низким температурам.
Это вид обработки плавлением применяется в цехах для сварки различных по составу металлов. Возможно соединение разнородных материалов. Таким способом изготавливаются однотипные конструкции с длинными сварными швами.
Важно! На практике детали толщиной более 60 мм свариваются редко (теоретически показатель можно увеличивать до 150 мм).
Оборудование
Рынок предлагает две разновидности аппаратов этого типа: с автоматически регулируемой и саморегулируемой подачей проволоки. Первый вид позволяет использовать проволоку с диаметром, превышающим 3 мм, второй – до 3 мм. Саморегулирующееся оборудование подает проволоку с неизменной скоростью, которая меняется вручную вместе с изменением параметров дугового промежутка. Автоматические аппараты отличаются изменением напряжения дуги вслед за изменениями в параметрах скорости проволоки.
Режим настраивается изменением тока дуги. В саморегулирующемся оборудовании параметры тока настраиваются по требуемой скорости подвода проволоки. В автоматах напряжение задается при помощи пульта, во время работы сохраняется неизменной. Скорость сварки, объем флюса, длина электрода регулируется одинаково на всех аппаратах.
Преимущества и недостатки
Этот вид механической сварки обладает как преимуществами, так и недостатками. К преимуществам можно отнести:
- высокую скорость выполнения работ, высокую производительность,
- множество сфер применения,
- возможность сэкономить за счет небольших потерь электродов (до 2%),
- отсутствие необходимости дополнительно обрабатывать швы,
- отсутствие сварочных деформаций, компактность и прекрасный вид швов,
- высокая устойчивость шва к механическим нагрузкам благодаря медленному охлаждению,
- надежная защита зоны выполнения работ (нет брызг) освобождает от необходимости обеспечивать работников индивидуальными средствами защиты,
- возможность сэкономить за счет вентиляции,
- небольшие затраты на обучение персонала,
- независимость результата от субъективного фактора.
При выборе способа обработки металла необходимо учитывать и недостатки:
- возможность выполнять только горизонтальные швы, если нет дополнительного оборудования,
- невозможность сваривать очень тонкие листы,
- невозможность сваривать без разделки кромки материалы с толщиной от 16 мм,
- возможность повышения легирования из-за перемешивания основного материала с проволокой,
- затруднения при сложной конфигурации шва из-за невозможности видеть и контролировать процесс,
- трудность удаления шлаковой корки,
- высокие затраты на проволоку, флюсы.
Сварочные аппараты используются в различных сферах промышленности. Чтобы обеспечить высокую производительность, необходимо правильно подобрать оборудование. Хотя процесс универсальный, для разных металлов выпускается отдельные аппараты. Многое зависит так же от условий эксплуатации.
По конструкции сварочные аппараты бывают:
- мобильные (на колесах),
- переносные (с ручкой),
- стационарные (устанавливаются на консоль).
Перед покупкой требуется анализ условий на предприятии и выполняемых работ. Основной критерий – возможность выполнить максимум работ при минимальных затратах.
Автоматическое оборудование можно использовать для больших и маленьких швов, в труднодоступных местах. Но эти аппараты разработаны для выполнения большого количества однотипных работ в стационарных условиях. В процессе сварки изменить качество шва невозможно, так как параметры определяются автоматически. Преимущество – возможность использовать вместо флюса защитные газы.
Работа полуавтомата зависит от человека. Это оборудование чаще всего мобильное, поэтому подходит для различных производственных площадей для создания коротких швов в больших количествах или сварки толстых материалов. Полуавтомат не подойдет, если работы выполняются в помещении со сквозняками или на открытом воздухе.
Важно! Цена сварочного оборудования зависит от предназначения. Самые дорогие профессиональные аппараты. Важен так же производитель. Импортное оборудование гораздо дороже, чем отечественное.

Сварка


Важно! Механизация процесса позволяет обеспечить небольшой вылет и быструю подачу электрода. Это увеличивает мощность тока в 6-8 раз (если сравнивать с ручной сваркой), что позволяет увеличить производительность до 10-и раз. Можно обрабатывать более толстые детали, увеличить объем основного материала в шве до 70%. Сварщика можно заменить высококвалифицированным оператором.
- вида и полярности тока, напряжения;
- диаметра и вылета проволоки;
- вида и плотности флюса;
- положения материала и электрода;
- скорости процесса.

Проволока поставляется в кассетах и бухтах. Если она долго храниться, перед применением требуется промывка керосином или бензином, чтобы убрать ржавчину. Если выполняются работы с алюминием, требуется проволока по ГОСТ 7871-75, при сварке меди — по ГОСТ 16130-72.
Важно! На практике детали толщиной более 60 мм свариваются редко (теоретически показатель можно увеличивать до 150 мм).

- высокую скорость выполнения работ, высокую производительность;
- множество сфер применения;
- возможность сэкономить за счет небольших потерь электродов (до 2%);
- отсутствие необходимости дополнительно обрабатывать швы;
- отсутствие сварочных деформаций, компактность и прекрасный вид швов;
- высокая устойчивость шва к механическим нагрузкам благодаря медленному охлаждению;
- надежная защита зоны выполнения работ (нет брызг) освобождает от необходимости обеспечивать работников индивидуальными средствами защиты;
- возможность сэкономить за счет вентиляции;
- небольшие затраты на обучение персонала;
- независимость результата от субъективного фактора.
- возможность выполнять только горизонтальные швы, если нет дополнительного оборудования;
- невозможность сваривать очень тонкие листы;
- невозможность сваривать без разделки кромки материалы с толщиной от 16 мм;
- возможность повышения легирования из-за перемешивания основного материала с проволокой;
- затруднения при сложной конфигурации шва из-за невозможности видеть и контролировать процесс;
- трудность удаления шлаковой корки;
- высокие затраты на проволоку, флюсы.
- мобильные (на колесах);
- переносные (с ручкой);
- стационарные (устанавливаются на консоль).
Важно! Цена сварочного оборудования зависит от предназначения. Самые дорогие профессиональные аппараты. Важен так же производитель. Импортное оборудование гораздо дороже, чем отечественное.
Читайте также: