Сварка без разделки кромок
Обновлено: 18.05.2024
Тема урока: Сборка и сварка стыковых соединений без разделки кромок.
Тип урока: Урок формирования и совершенствования трудовых умений и
Вид урока: комбинированный.
1. Образовательная цель:
Формирование и усвоение приемов сборки и сварки пластин в нижнем
положении сварного шва, обеспечивая провар основного металла. Усвоение
технологии выполнения дуговой сварки; подбор режима сварки и сварочных
материалов. Формирование у обучающихся профессиональных навыков при
2. Развивающая цель:
Развитие навыков самостоятельной работы, внимания, координации движений;
3. Воспитательная цель:
Воспитание у обучающихся аккуратности, трудолюбия, бережного
отношения к сварочному оборудованию и инструментам; сознательности при
выполнении работ. Пробуждение эмоционального интереса к выполнению работ.
1. Познакомить учащихся с правилами охраны труда и техники безопасности, пожарной безопас ности при выполнении сварочных работ.
2. Углубить знания по подбору параметр ов режима выполнения сварки стыкового соединения без разделки кромок .
3. О своить приемы сборки и сварки .
4. Методы проведения урока: объяснение, беседа, показ, воспроизведение действий по образцу.
Материально-техническое оснащение:
Оборудование : источники питания постоянного и переменного тока, балластные реостаты,
Инструменты, приспособления: маски, щетки по металлу, молотки-шлакоотделители.
Материал: металл (пластины) , электроды
Документы письменного инструктирования: инструкционная карта, тесты, таблица контроля усвоения умений в профессиональной деятельности,
Межпредметные связи:
Предмет «Оборудование, техника и технология сварки и резки металлов» тема «Техника выполнения ручной дуговой сварки».
Предмет «Черчение»: тема «Чтение чертежей». «Условное обозначение сварных швов и сварных соединений».
Предмет «Материаловедение»: тема «Классификация сталей. Стали общего,
Предмет «Охрана труда»: тема «Организация безопасного производства электросварочных работ».
1 Организационная часть урока: (2-3 мин)
1. Проверить явку учащихся.
2.Проверить готовность к уроку по внешнему виду согласно требованиям охраны труда и пожарной безопасности, проверить исправность сварочного оборудования : Принять доклад дежурного о готовности группы к уроку.
(готовность к уроку; присутствие учащихся; внешний вид).
2. Вводный инструктаж: (40 мин)
1.Сообщить тему и цели урока:
тема: Сборка и сварка стыковых соединений без разделки кромок.
цель - Научиться выполнять сборку и сварку стыковых соединений
без разделки кромок , правильно выбирать параметры
2) Актуализация знаний учащихся путем фронтального опроса учащихся:
2.1. Дать определение, что такое режим сварки?
(Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки, а именно: стабильное горение сварочной дуги, получение сварных швов необходимых размеров, формы и качества.)
2.2. Как правильно выбрать режим сварки?
(Прежде всего в зависимости от толщины металла и типа сварного соединения выбирают диаметр электрода. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины.)
2.3. Дать краткую характеристику основным режимам сварки: выбор силы
сварочного тока (Jсв.), выбор диаметра электродов?
(Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают: положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, температуру окружающей среды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла.)
2.4. Назвать источник питания сварочной связи (ссылка на многопостовой
выпрямитель и балластный реостат), расположенных в сварочной мастерской)?
(ВДМ – 6302, РБ-301).)
3. Решение карточек-заданий.
4. Формирование практических знаний и способов действий (25 мин.)
Изложение нового материала
4.1. Подготовка стыкового соединения без разделки кромок к сварке.
Односторонние стыковые швы без скоса кромок выполняют покрытыми
электродами диаметром, равным толщине свариваемых листов, если она не
Подготовка материалов.
1. Выбираем заготовки пластин из углеродистой стали, размером 3,0 х 100,0 х 250,0 мм без разделки кромок.
2. Металлической щеткой зачищаем кромки пластин от ржавчины и окалины до металлического блеска.
3. Определяем диаметр электрода и силу сварочного тока по таблице. Вначале определяют диаметр электрода, в зависимости от которого назначают силу сварочного тока. Диаметр электрода выбирают в зависимости от толщины свариваемых элементов, типа сварного соединения.
(см. табл . «Режимы ручной дуговой сварки стыковых соединений без скоса кромок»).
Выбор диаметра электрод (d эл )-зависит от толщины свариваемого металла и
Урок производственного обучения Сборка и сварка стыковых соединений без разделки кромок.
«Сборка и сварка стыковых соединений без разделки кромок».
Тема программы: Сборка, дуговая наплавка и сварка пластин в нижнем положении сварного шва.
Тема урока : «Сборка и сварка стыковых соединений без разделки кромок».
Тип урока: урок формирования и совершенствования трудовых умений и навыков.
Вид урока: комбинированный.
1. Дидактические: формирование и усвоение приемов сборки и сварки пластин в нижнем положении сварного шва, обеспечивая провар основного металла. Усвоение технологии выполнения дуговой сварки; подбор режима сварки и сварочных материалов. Формирование у обучающихся профессиональных навыков при выполнении сварки.
2. Развивающие: развитие навыков самостоятельной работы, внимания, координации движений;
3. Воспитательные : воспитание у обучающихся аккуратности, трудолюбия, бережного отношения к сварочному оборудованию и инструментам; сознательности при выполнении работ. Пробуждение эмоционального интереса к выполнению работ.
Межпредметные связи: Предмет «Технология сварочных работ»: тема «Техника выполнения ручной дуговой сварки». Предмет «Черчение»: тема «Чтение чертежей». «Условное обозначение сварных швов и сварных соединений». Предмет «Материаловедение»: тема «Классификация сталей. Стали общего, обыкновенного качества». Предмет «Охрана труда»: тема «Организация безопасного производства электросварочных работ».
Комплексно-методическое обеспечение:
Оборудование: сварочный выпрямитель, сварочный держатель электрода, маска, электроды УОНИИ 13/55, Ø 3 мм, металл ВСт3сп, мультимедийный проектор.
Раздаточный материал: инструкционная карта, тесты
Презентация по теме «Сборка и сварка стыковых соединений без разделки кромок»; фрагменты видеофильма «Сварщик».
I. Организационный момент (2 мин.)
1. Приветствовать обучающихся:
· Принять доклад дежурного о готовности группы к уроку. ( готовность к уроку; присутствие студентов; внешний вид).
2. Выполнить запись в журнале.
II. Вводный инструктаж (50 мин.)
2. Опрос – актуализация (5 мин.)
2.1. Дать определение, что такое режим сварки? (Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки, а именно: стабильное горение сварочной дуги, получение сварных швов необходимых размеров, формы и качества.
2.2. Как правильно выбрать режим сварки? (Прежде всего в зависимости от толщины металла и типа сварного соединения выбирают диаметр электрода. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины.)
2.3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока (Jсв.), выбор диаметра электродов? (Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают: положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, температуру окружающей среды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла.
2.4. Назвать источник питания сварочной связи (ссылка на многопостовой выпрямитель и балластный реостат), расположенных в сварочной мастерской)? (ВКСМ -1001 ).
3. Решение карточек-заданий, тестов.
4. Формирование практических знаний и способов действий (25 мин.) Изложение нового материала
4.1. Правила безопасности при ведении электросварочных работ.
4.2. Подготовка стыкового соединения без разделки кромок к сварке.
4.3. Сварка пластин без разделки кромок.
4.4. Демонстрация видеофрагментов.
5. Закрепление материала вводного инструктажа (5 мин.)
Опрос студентов, с последующим закреплением материала в процессе производственного обучения с личным показом мастера.
Подготовка металла перед сваркой, дуговая сварка пластин в нижнем положении шва. Стыковое соединение пластин.
Выдача заданий студентам для работы на текущем инструктаже.
III. Текущий инструктаж (4 ч. 30 мин.)
1. Самостоятельная работа обучающихся по закреплению и совершенствованию знаний и умений, формированию навыков выполнения процесса сварки.
2. Целевые обходы:
1. Проверка организации рабочего места.
2. Проверка соблюдения правил техники безопасности.
3. Индивидуальная демонстрация приемов подготовки, сборки, прихватки и сварки пластин в нижнем положении.
4. Проверка правильности выполнения процесса сварки и уяснения вводного инструктажа.
5. Обход рабочих мест с целью оказания помощи слабоуспевающим обучающимся.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в "лодочку") однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° - сварка "в лодочку" (рис. 11а), а при наклоне под углом 30 или 60° - в несимметричную "одочку" (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
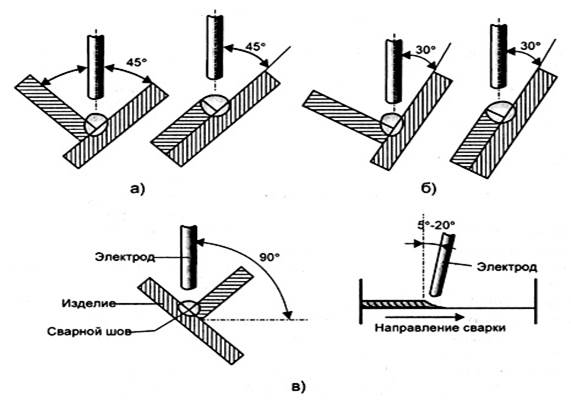
Рис. 11. Положение электрода при сварке "в лодочку": a - сварка в симметричную "лодочку"; б - сварка в несимметричную ; в - пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в "лодочку") многопроходным угловым швом.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Читайте также: