Сварка болта и гайки
Обновлено: 20.09.2024
Резьбовые соединения являются наиболее распространенным видом разъемного соединения. Трудоемкость сборки резьбовых соединений составляет 25-40% общей трудоемкости сборочных работ. Наиболее часто применяемые резьбовые соединения:
- винтовые;
- болтовые;
- шпилечные.
1. Сборка и разборка болтовых соединений
1.1. Подготовка к сборке
Сборку болтового соединения начинают с подготовки поверхностей, по которым соединяются детали. Для создания герметичности иногда плоскости пришабривают или притирают. Следует учесть, что герметичность стыка увеличивается в 2-2,5 раза при повторной сборке соединения. Величина зазора между плоскостями разъема должна быть указана в чертежах. Кованые или литые детали должны иметь обработанные поверхности под устанавливаемые крепежные детали.
1.2. Сборка болтовых соединений
Наиболее распространенный тип болтового соединения – соединение, собранное на болтах или винтах. При подготовке соединения к сборке необходимо проверить, что в собираемом соединении крепежных деталей с метрической резьбой (табл. 1) обеспечены запас резьбы, глубина сверления и выход конца винта из гайки с метрической резьбой в соответствии с табл. 1.
Таблица 1. Запас резьбы, глубины сверления и выход конца винта из гайки с метрической резьбой, мм, для крепежных деталей с метрической резьбой (значения эмпирические)
Резьба болта или винта должна быть чистой от грязи, без забоин и слегка смазанной. Болт обычно вставляют снизу, а затем навинчивают гайку. Гайки затягивают только тогда, когда поставлены все болты, шайбы и гайки.
Затягивают гайки или винты постепенно. На длинных крышках, например на крышках блоков двигателей внутреннего сгорания, на крышках больших редукторов, гайки или винты затягивают от середины к краям. Гайки или винты, расположенные по кругу, например на фланцах крышек цилиндров и т. д., затягивают крест-накрест. Сначала все гайки или винты завертывают до соприкосновения с шайбами или с поверхностью детали, затем слегка затягивают и только в третий раз затягивают окончательно.
Если гайки или винты затягивать последовательно, то затяжка может оказаться неравномерной и вызвать перегрузку отдельных гаек, смятие резьбы и даже обрыв болта. Затягивание гаек от краев к середине приводит к искривлению крышек.
Контроль усилия затяжки винтов и болтов осуществляют либо выбором соответствующей длины рукоятки ключа, либо применением предельных и динамометрических ключей.
Для затяжки крепежного резьбового соединения осевой силой F (рис. 1) необходимо создать момент завинчивания Мзав, равный сумме момента сил в резьбе d и момента сил трения на опорной поверхности гайки.
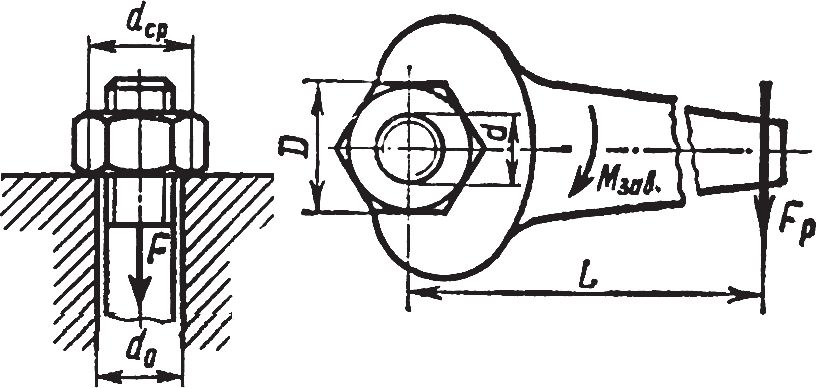
Рис. 1. Схема действия сил в резьбовом соединении при затяжке
Длина стандартных ключей L ≈ 15d. Приложив к концу ключа силу Fp, можно определить отношение F/Fp, т. е. выигрыш в силе за счет резьбы. Так как Мзав=FpL, то 0,2Fd=15Fpd, откуда F/Fp ≈ 75.
Рекомендуемая допускаемая сила затяжки [Fр] болта из стали СтЗ в зависимости от диаметра резьбы и размера захвата гаечного ключа D (размер «под ключ» S) приведены в табл. 2.
Таблица 2. Допускаемая сила затяжки резьбового крепежного соединения [Fр]
Расчет и практика эксплуатации резьбовых соединений показали, что болты с резьбой менее М10 при затяжке стандартными ключами (L ≈ 15d) могут быть разрушены. Например, болт с резьбой М6 из стали СтЗ разрушается при силе на ключе Fр ≈ 45H.
Поэтому в резьбовых соединениях для машин технологического назначения, как правило, не применяют болты с резьбой менее М8 (безопасная затяжка болтов малых диаметров осуществляется специальными ключами, ограничивающими размер силы Fр).
Рекомендуемая глубина завинчивания винта (болта): Н ≈ 0,9d – в стальные детали; Н ≈ 1,4d – в чугунные детали; Н ≈ (1,5…2)d – в детали из легких сплавов.
После сборки болтовое соединение должно быть застопорено от отвинчивания.
1.3. Стопорные устройства для резьбовых крепежных соединений
Резьбовые соединения в процессе работы не должны ослаблять соединение закрепленных деталей, т.е. они не должны самопроизвольно отвинчиваться под действием вибраций, возникающих при движении, толчках и ударах деталей машин во время работы. Поэтому ответственные резьбовые соединения после затяжки стопорят.
Стопорение ответственных резьбовых соединений производят разными способами. Их выбор зависит от доступа к местам крепления, от условий работы соединения, от конструкции соединения и др. Различают следующие способы предохранения резьбовых элементов от самоотвинчивания:
- контргайкой (рис. 2, а) , которая препятствует самоотвинчиванию силой трения в резьбе и на торцовых поверхностях двух гаек. Этот способ позволяет легко регулировать силу затяжки резьбового соединения, фиксируя положение нижней гайки путем поворота верхней гайки после касания на соответствующий угол затяжки;
- пружинными шайбами (рис. 2, б), которые обеспечивают напряженное состояние резьбового соединения. Пружинная шайба имеет высокую твердость, концы разреза разведены и заострены. Это позволяют произвести затяжку соединения и расплющить шайбу. При этом заостренные концы разреза пружинной шайбы прижаты к торцу гайки или головки болта и к поверхности закрепляемой детали (рис. 2, ж).
Шайбы специального назначения применяют как стопорные детали, предотвращающие самоотвинчивание гаек, болтов. Примеры таких шайб приведены на рис. 2, е.
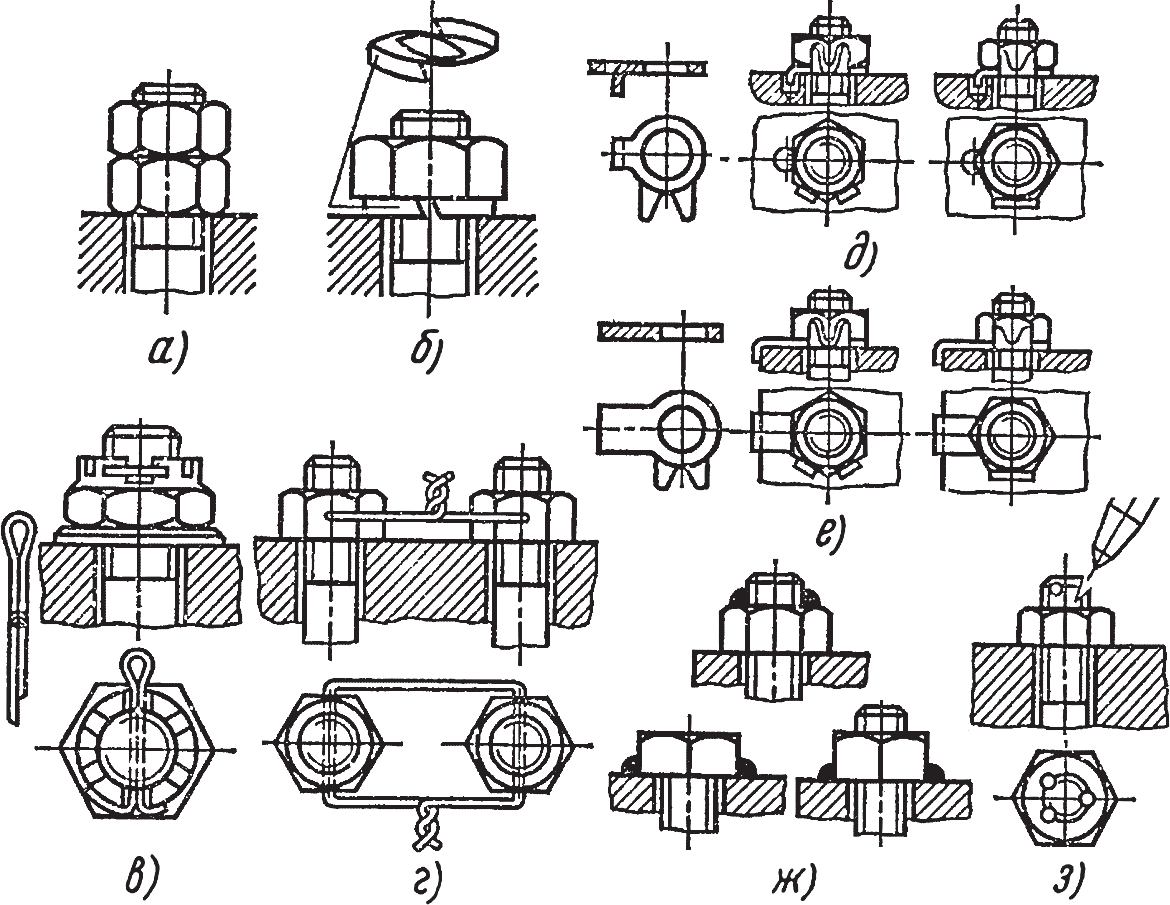
Рис. 2. Способы предохранения резьбовых элементов от самоотвинчивания
При отвертывании под действием пружинных сил заостренные концы разреза пружинной шайбы внедряются в металл гайки или головки болта и в металл закрепляемой детали и тем самым удерживают болт или гайку от отвинчивания; разводными шплинтами (рис. 2, в) – один из распространенных и наиболее надежных способов. Разводные шплинты изготовляют с кольцевой головкой из стальной проволоки полукруглого сечения. Концы шплинта вставляют в отверстие, соединяющее болт с гайкой, и разводят; мягкой проволокой (рис. 2, г), которую применяют для нескольких и целых групп болтов. При этом головки болтов должны быть соединены проволокой так, чтобы ослабление затяжки одного из них вызывало натяжение проволоки и этим способствовало затяжке остальных; жестким соединением резьбовых деталей, которое осуществляют применением деформируемых стопорных шайб с носком (рис. 2, д) и с лапкой (рис. 2, е). Деформируемая шайба такой формы имеет выступы. Один из них, вставляется в отверстие детали или обжимается по краю детали, а другие отгибают и прижимают к грани завернутого болта или гайки, чем фиксируют их от отвинчивания; путем сварки головки винта, болта, гайки или шпильки (рис. 2, ж); посредством кернения резьбовых деталей с торца и бокового (рис. 2, з), расклепывания стержня резьбовой детали, закрашиванием лаком выхода резьбы из гайки и др.
Для стандартной крепежной резьбы угол подъема резьбы Ψ≤4°, а приведенный угол трения φ’ в зависимости от материала гайки и винта – φ’=6 ÷ 16°, следовательно, все крепежные резьбы – самотормозящие и при статической нагрузке не самоотвинчиваются.
Мелкие крепежные резьбы (по сравнению с крупными) имеют меньший угол подъема резьбы и поэтому они менее склонны к самоотвинчиванию при динамических нагрузках.
1.4. Разборка болтового соединения
Разборку болтового соединения начинают с освобождения гаек от стопорных устройств. После этого приступают к отвинчиванию гаек. Если гайка не отвинчивается, то не следует удлинять рукоятку ключа или прикладывать большие усилия, так как этим можно сорвать резьбу или скрутить болт. В этом случае смачивают резьбу керосином и через некоторое время (когда керосин проникнет в резьбу) вновь пытаются отвинчивать гайку. Если гайка после этого тоже не отвинчивается, то пробуют завинтить ее дальше и когда она сдвинется с места, вновь начинают отвинчивать.
Когда все гайки отвинчены, удаляют болты.
Затем начинают последовательно завинчивать отжимные болты до тех пор, пока зазор между деталями не будет достаточным для того, чтобы снять деталь или сборочную единицу.
1.5. Подготовка к сборке других резьбовых соединений
Подготовка к сборке других резьбовых соединений заключается в проверке соответствия размеров сбегов, недорезов, проточек и фасок на соединяемых резьбовых деталях по нормам, приведенным в табл. 3, 4, 5.
Таблица 3. Сбеги, недорезы, проточки и фаски для трубной цилиндрической резьбы (по ГОСТ 10549-80)
Примеры применения рельефной сварки
Наиболее широкое применение рельефная сварка находит для соединения различных мелких деталей крепежа, втулок, скоб, осей и др. с более крупными изделиями из листовой стали. Рельефы обычно получают на мелких деталях холодной высадкой одновременно в процессе их изготовления (рис. 85). В зависимости от назначения и требуемой прочности эти детали имеют разную форму и число рельефов. С увеличением общей их площади увеличивается соответственно и прочность сварного соединения. В изделиях с кольцевыми рельефами возможно получение герметичных соединений.
Рис. 85. Различные типы крепежа с высаженными рельефами для сварки (США)
Шестигранные гайки с тремя рельефами (рис. 86, а) для быстрой фиксации по отверстиям с диаметром резьбы 4,8—12,7 мм приваривают к листовой стали толщиной 0,9—5 мм. Гайки изготавливают холодной высадкой. Гайки с кольцевыми рельефами (рис. 86, б) изготовляют на металлорежущих автоматах. Лучшие условия для сварки создаются при толщине листа, не превышающей тройную высоту рельефа. При работе гайки на отрыв этот предел следует уменьшить до двукратной высоты рельефа.

Рис. 86. Шестигранные гайки для рельефной сварки
Используемые для фиксации гаек гайкодержатели приваривают рельефной сваркой в двух или четырех рельефах (см. рис. 74). Такая конструкция кроме гайки требует еще одной детали, ее держателя и потому не рациональна. В настоящее время получают распространение специальные приварные гайки, согласно отраслевому стандарту имеющие шесть типоразмеров (табл. 18). Гайка типа а предназначена для приварки к листовой низкоуглеродистой стали толщиной 0,6—1,2 мм, гайка типа б—к стали толщиной 1,2—3 мм. Гайки отличаются формой и высотой рельефов. Чем больше толщина листа, тем больше высота и масса рельефа.
Согласно отраслевому стандарту на приварные болты (табл. 19) по требованию потребителя их можно изготовлять с двумя типами покрытий: цинковым, цинковым с хромотированием (толщина слоя 6—9 мкм).
| Эскиз | |||||
 | |||||
| Резьба d | Размеры, мм | ||||
| D | H | l | d1 | h | |
| М5 | 13 | 2,5 | 10—30 | 2,5 | 1 |
| М6 | 15 | 2,5 | 10—50 | 2,5 | 1 |
| М8 | 17 | 3,5 | 10—70 | 3,0 | 1,3 |
| М10 X 1,25 | 19 | 3,5 | 10—70 | 3,0 | 1,3 |
Возможна приварка обычной шестигранной гайки к листу с отверстием. Диаметр его должен быть на 1,5—2 мм меньше наружного диаметра гайки. При этом часть торцовой поверхности гайки, ограниченная ее внешним контуром и отверстием в листе, играет роль своеобразного рельефа. Качество соединения во многом зависит от соосности гайки с отверстием.
На рис. 87 показаны различные усилители, держатели, кронштейны, гайкодержатели, болты, штуцера, применяемые на автомобилях, изготовляемых ГАЗом.
Рис. 87. Различные детали, привариваемые рельефной сваркой (ГАЗ)
При сварке стержня с листом торцовой поверхности стержня придается различная форма. В целях создания условий для концентрированного нагрева и благоприятного развития пластических деформаций следует применять сферическую или конусную форму. Радиус сферы рекомендуется выбирать равным двум диаметрам стержня. Чаще применяют конусную форму, наиболее простую в изготовлении при массовом производстве. В зависимости от диаметра стержня угол заточки торцов выбирают в пределах 120—170°.
Лучшие условия для подвода тока и создания усилия на электродах обеспечиваются при наличии на стержне заплечиков (рис. 88, а—в). При сварке деталей с заплечиками место контакта с электродом должно быть чистым и свободным от заусенцев, также изменяющих условия нагрева и способствующих колебанию качества сварки и снижению стойкости электродов. Единые рекомендации по определению параметров режима Т-образной сварки стержней отсутствуют. В табл. 20 даны некоторые рекомендации по режимам сварки стержней с заплечиками из низкоуглеродистой стали. При сварке гладких стержней применяют ту же форму подготовки торцов, что и при наличии заплечиков (рис. 88, г, д).

Рис. 88. Различные формы подготовки торцов стержней под сварку
При сварке коротких стержней, если не возникает опасность перегрева стержня, возможен подвод тока с торца. При сварке длинных стержней сварочный ток следует подводить к боковой поверхности. Для этого применяют цанговые или иные специальные токоподводы. При Т-образной сварке стержней с заплечиками возможно образование литого ядра, не превышающего 70% площади стержня, по остальной площади сварка происходит в твердой фазе. Для гладких стержней условия образования литого ядра ухудшаются. Большинство соединений этого типа получают без образования литой зоны. Значительные пластические деформации обеспечивают необходимое качество сварки в твердой фазе.
Примером Т-образной сварки может служить струбцина (рис. 89), изготовленная из высоколегированной стали 08X13. Серийная машина МР-2507 для рельефной сварки изделия оснащена реле времени РВТУ-200М. Оснастка машины (рис. 90) обеспечивает надежный токоподвод и фиксацию скобы и шпилек. Высокая плотность тока и большая пластическая деформация обеспечивают необходимое качество при сварке в твердой фазе без образования литого ядра. Параметры режима: сила сварочного тока 14 кА; время сварки 0,62 с; усилие на электродах 1650 кгс; вылет шпильки из электрода 1,5 мм.

Рис. 89. Струбцина, сваренная Т-образной рельефной сваркой:
1 — шпилька; 2 — скоба

Рис. 90. Оснастка машины для рельефной сварки струбцины:
1 — пневматический цилиндр привода зажимов; 2 — рычаг зажимов; 3 — токоподводящие шины; 4 — зажимные губки (электроды); 5 — пружина держателя скобы; 6 — держатель верхнего электрода; 7 — верхний электрод; 8 — приспособление для фиксации скобы; 9 — приспособление для фиксации нижней детали (шпильки); 10 — возвратная пружина; 11 — опорный ролик рычага зажимов; 12 — нажимной конус
Болтовые и сварные соединения металлических конструкций
Согласно ТКП 45-5.04-41 сборку и закрепление монтажных соединений металлических конструкций рекомендуется выполнять на болтах без контролируемого натяжения и на высокопрочных болтах с контролируемым натяжением.
1. Сборка соединений на болтах без контролируемого натяжения
Перед сборкой стыкуемые поверхности должны быть очищены от загрязнений, льда, снега, наплывов грунтовки и краски, ржавчины, просушены (при необходимости) и не должны иметь неровностей, препятствующих плотному соединению поверхностей.
Для совмещения отверстий элементов стыка пользуются проходными оправками, диаметр цилиндрической части которых на 0,2 мм меньше диаметра отверстий. Часть отверстий (не менее 10 %) заполняется сборочными пробками (рис. 35). Пробки фиксируют взаимное расположение соединяемых элементов от сдвига. После установки сборочных пробок оправки выбивают. Диаметр сборочных пробок должен соответствовать диаметру отверстий.
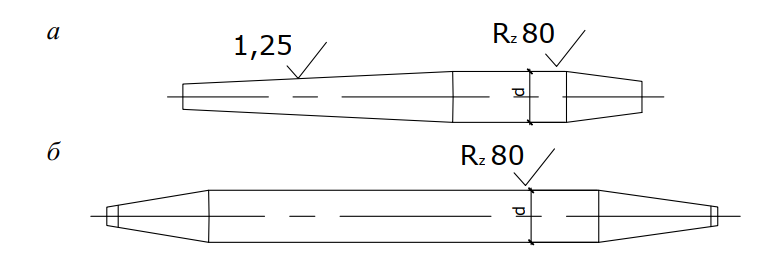
Рис. 35. Технологическая оснастка для сборки болтовых соединений: а – проходная оправка; б – сборочная пробка
В собранном пакете болты заданного в проектной документации диаметра должны пройти в 100 % отверстий. Допускается прочистка 20 % отверстий сверлом, диаметр которого равен диаметру отверстия, указанному в чертежах. При этом в соединениях с работой болтов на срез и соединенных элементов на смятие допускается чернота (несовпадение отверстий в смежных деталях собранного пакета) до 1 мм – в 50 % отверстий, до 1,5 мм – в 10 % отверстий.
В случае несоблюдения этого требования с разрешения организации-разработчика проектной документации отверстия следует рассверлить на ближайший бόльший диаметр с установкой болта соответствующего диаметра.
Под гайку болта рекомендуется устанавливать одну круглую шайбу по ГОСТ 11371. Допускается установка не более двух круглых шайб под гайку болта и одной такой же шайбы под головку болта.
Затяжку болтов необходимо производить от середины поля болтов к краям. Другой порядок затяжки болтов должен быть предусмотрен в проектной документации.
Гайки временных и постоянных болтов без контролируемого натяжения завертывают ручными коликовыми ключами (рис. 36), имеющими с одной стороны зев для гайки, а с другой – коническую часть – колик, который служит оправкой при совмещении отверстий в деталях узла.
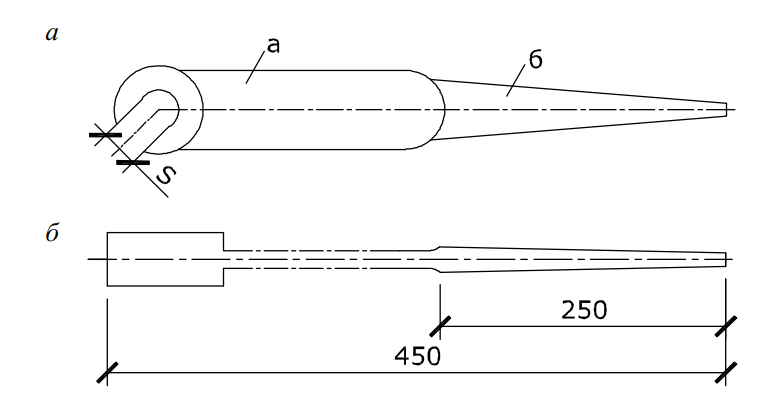
Рис. 36. Ключ коликовый монтажный: а – зев ключа; б – колик; s – размер под ключ
Плотность стяжки собранного пакета следует проверять щупом толщиной 0,3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм. Качество затяжки постоянных болтов следует проверять обстукиванием их молотком массой до 0,4 кг, при этом болты не должны смещаться.
В процессе эксплуатации зданий и сооружений необходимо периодически производить осмотр монтажных соединений и подтягивать ослабевшие гайки на болтах.
2. Сборка соединений на высокопрочных болтах с контролируемым натяжением
В соединениях на высокопрочных болтах с контролируемым натяжением соприкасающиеся поверхности деталей должны быть подготовлены в соответствии с указаниями в проектной документации. Способ обработки соприкасающихся поверхностей деталей сдвигоустойчивых соединений должен быть указан в чертежах КМ и КМД.
Состояние поверхности, независимо от способа обработки или очистки, следует контролировать и фиксировать в журнале выполнения монтажных соединений на болтах с контролируемым натяжением непосредственно после обработки или очистки и перед сборкой соединений. Способы обработки и соответствующие им коэффициенты трения даны в ТКП 45-5.04-41 [табл. 5.2].
До установки высокопрочных болтов соединение собирают на пробках и временных болтах и стягивают так, чтобы щуп толщиной 0,3 мм проходил вглубь пакета не более чем на 20 мм. Резьбу гаек высокопрочных болтов слегка смазывают минеральным маслом. Смазывать болт и поверхность гайки не разрешается. Болты в один прием затягивают гайковертом или ручным динамометрическим ключом. При отсутствии таких гайковертов затягивание осуществляют в два приема: сначала на величину меньше требуемой – гайковертом ИП-3106, а затем тарировочным ключом. Со стороны гайки после натяжения должно оставаться не менее трех ниток резьбы.
Величину крутящего момента для закручивания гаек высокопрочных болтов определяют по формуле
где N – расчетное усилие натяжения болта, в Н;
d – диаметр болта, в м;
ku – коэффициент, зависящий от качества нарезки, принимаемый в пределах 0,186–0,193.
Тарировка ключей и гайковертов должна осуществляться систематически до начала и в середине смены. Болты, дотянутые до проектного усилия, отмечаются краской. При применении в узлах и стыках высокопрочных болтов используют ключи-мультипликаторы (табл. 1).
Таблица 1. Техническая характеристика ключей-мультипликаторов
Натяжение болтов с регулировкой усилий по величине крутящего момента следует осуществлять поэтапно. Сначала болты необходимо затянуть на 50–80 % расчетного усилия для обеспечения плотности пакета. Затем болты должны быть дотянуты до полного расчетного усилия динамометрическими ключами статического действия с контролем натяжения по величине прикладываемого крутящего момента.
После окончания натяжения всех болтов в соединении старший рабочий-сборщик (бригадир) обязан поставить в предусмотренном месте клеймо (присвоенный ему номер или знак) и предъявить соединение для контроля.
После контроля натяжения и приемки соединения все наружные поверхности стыков, включая головки болтов, гайки и выступающие из них части резьбы болтов, должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.
3. Сборка монтажных соединений на высокопрочных дюбелях
К выполнению монтажных соединений на высокопрочных дюбелях и руководству работами допускаются лица, прошедшие обучение, подтвержденное соответствующим удостоверением. При выполнении монтажных соединений на высокопрочных дюбелях следует соблюдать инструкции по эксплуатации пороховых монтажных инструментов, регламентирующие порядок ввода их в эксплуатацию, правила эксплуатации, технического обслуживания, требования безопасности, хранения, учета и контроля пистолетов и монтажных патронов к ним.
Перед началом работ по монтажу соединений на высокопрочных дюбелях следует осуществлять контрольную пристрелку для уточнения мощности выстрела (номера патрона). Расстояние от оси дюбеля до края опорного элемента должно быть не менее 10 мм в любом направлении. При установке рядом двух дюбелей минимальное расстояние между ними определяется условием расположения стальных шайб впритык друг к другу.
Установленный дюбель должен плотно прижимать шайбу к закрепляемой детали, а закрепляемую деталь – к опорному элементу. Цилиндрическая часть стержня дюбеля не должна выступать над поверхностью стальной шайбы.
4. Сборка монтажных соединений на самонарезающих винтах
При выполнении соединений на самонарезающих винтах под их головки следует устанавливать металлические уплотнительные шайбы.
Самонарезающие винты должны быть завернуты так, чтобы их головки плотно прилегали к шайбам, а нарезная цилиндрическая часть (стержень) выступала с тыльной стороны опорного элемента не менее чем на одну нитку резьбы.
В случае некачественной постановки самонарезающего винта (срез стержня, обрыв головки, неплотная посадка и т. п.) рядом, на расстоянии не менее пяти диаметров стержня и не более 60 мм, устанавливается новый винт. В тех случаях, когда можно рассверлить старое отверстие, ставится винт большего диаметра.
Сварные соединения. Монтажные соединения решетчатых и стержневых конструкций собирают преимущественно при помощи прихваток. Стыки тяжелых конструкций собирают при помощи сборочных приспособлений. Сварка монтажных соединений решетчатых и стержневых конструкций обычно выполняется вручную, а иногда – полуавтоматами с применением порошковой проволокой или голой легированной проволоки. В процессе сборки листовых конструкций широко используются сборочные приспособления, которые удаляются по мере сварки стыков. При автоматической сварке допускается предварительная подварка швов вручную.
Стыки можно сваривать следующими способами сварки: автоматической электрошлаковой; под флюсом; с применением порошковой проволоки; полуавтоматической; в среде углекислого газа; ручной.
Почти все виды автоматической и полуавтоматической сварки являются многошовными, только электрошлаковая сварка, независимо от толщины стали, выполняется за один проход бездуговым процессом. Эта сварка применима только для горизонтальных швов.
Сварка стыков может быть одно- и двусторонней. Швы большой протяженности сваривают вручную участками длиной по 300–400 мм. Направление сварки каждого участка должно быть противоположно направлению сварки всего шва. При толщине свариваемого металла более 8 мм сварной шов выполняют в несколько слоев: секционным способом или «горкой».
Для ручной сварки применяют электроды со специальным покрытием (обмазкой) различных типов. Число в марке электрода обозначает величину временного сопротивления наплавленного металла, а индекс «А» – повышенное относительное удлинение и ударную вязкость. Фаску под сварку у листов и труб следует снимать с помощью электрических или пневматических кромкорезов.
Контроль качества сварных соединений. В процессе контроля качества сварных соединений в зависимости от предъявляемых к ним требований могут выполняться: внешний осмотр шва, механические испытания металла шва, проверка качества структуры и плотности шва и др.
Внешний осмотр шва осуществляется с целью обнаружения видимых трещин, подрезов, шлаковых включений и непроваров глубиной более 10 % толщины свариваемых деталей.
Механические испытания металла шва выполняются в соответствии с ГОСТ 6996 на растяжение, ударный изгиб, ударный разрыв и сплющивание.
Из неразрушающих методов обычно используются следующие.
Фотографический метод основан на просвечивании сварного шва гамма-лучами, благодаря тому, что при просвечивании сварного шва гамма-лучами непрозрачные тела начинают светиться под их действием с различной интенсивностью. За счет этого при воздействии на фотослой, дефекты шва на пленке фиксируются как места с различной затемненностью.
В случае обнаружения дефектов количество проверяемых участков удваивается. Отечественные рентгеновские аппараты РУП-120-5-1, ИРА-1Д, ИРА-2Д малогабаритны и удобны для работы на стройплощадке.
Магнитографический метод основан на обнаружении полей рассеивания в местах дефектов на ферромагнитной ленте и последующем воспроизведении отпечатков; применяется для контроля соединений толщиной от 1 до 16 мм.
Ультразвуковой метод основан на различном отражении пучка высокочастотных звуковых колебаний от металла и имеющихся дефектов.
Контроль плотности сварных соединений чаще всего выполняют вакуумным методом, в замкнутых емкостях – сжатым воздухом в пределах рабочего давления, с промазкой наружной поверхности швов мыльным раствором или заполнением емкостей водой. Неплотности сварных швов можно обнаруживать, промазывая их с одной стороны керосином, а с другой – окрашивая водно-меловым составом; при этом в местах дефектов на поверхности меловой обмазки появятся жирные пятна керосина.
Вакуумный метод предусматривает использование металлической камеры без дна с верхней стенкой из органического стекла и резиновой прокладкой по кромкам боковых стенок. Испытуемый шов смазывают раствором пенного индикатора, на участок шва накладывают камеру и создают в ней вакуум. Появление на поверхности шва пузырей свидетельствует о его неплотности. Давлением сжатого воздуха и воды испытывают резервуары и трубопроводы. Швы покрывают пенным индикатором, а в сосуд нагнетают воздух под давлением. Появление пены свидетельствует о дефекте.
Химический метод применяется для испытания днища. Под днище укладывают трубы, по которым нагнетают аммиак. Боковую поверхность днища и основания герметизируют глиной, а швы промазывают меловой краской с индикатором (фенолфталеин) или проклеивают полосами смоченной индикаторной бумаги. В местах дефекта окраска или бумага меняет цвет.
При заполнении сосудов водой под давлением дефекты обнаруживаются по местам течи или увлажнения поверхности шва. Давление воды или воздуха назначается равным рабочему давлению, установленному для данной конструкции. Сосуды, работающие под большим давлением, во избежание больших разрывов испытывают водой. При производстве сборочных и монтажных работ металлических конструкций при отрицательных температурах наружного воздуха необходимо соблюдать следующие меры. Нельзя применять ударные воздействия на металлические конструкции при температуре окружающей среды ниже –25 °С. Гибку и правку металла при отрицательных температурах следует выполнять с предварительным его подогревом.
Ручную и полуавтоматическую сварку решетчатых и листовых конструкций толщиной стали до 16 мм можно вести обычными способами без подогрева для:
- конструкций из углеродистой стали – при температуре до –30 °С;
- конструкций из низколегированной стали – при температуре до –20 °С.
При большей толщине свариваемого металла или при более низких температурах зона выполнения сварочного шва на ширину в 100 мм с каждой стороны от него должна быть подогрета до 100–150 °С.
Какие способы сборки металлоконструкций выбрать: сварка или болтовые соединения. Подробный разбор технологий
Существует два метода сборки металлоконструкций: с помощью болтов и с помощью сварки. В этой статье мы рассмотрим отличия способов, их преимущества и для каких целей они используются.
Общие сведения о металлоконструкциях
Металлоконструкциями называются любые конструкции, части которых состоят из металлов или их сплавов. Такие металлические конструкции используются в основном в строительстве – металлоконструкциями в таком случае будут называться несущие строительные элементы здания.
Разбираемся какое соединение лучше: сварное или болтовое
Всего есть два вида соединения металлоконструкций:
Сварное. Такое соединение отличается герметичностью и дешевизной. Однако стоит учесть, что из-за сильного нагрева во время соединения конструкции повышается подверженность материала коррозии.
Болтовое. По сравнению со «сварным», такую конструкцию после сборки можно легко разобрать. Болты и другие элементы придется периодически заменять или подкручивать. Из недостатков – все элементы должны идеально совпадать друг с другом для обеспечения герметичности.
Сказать точно, какой вид соединения лучше и надежнее, невозможно – все они идеально справляются со своими задачами, если установлены правильно. Выбирать вид соединения исходя из целей постройки металлоконструкции и достаточного опыта в строительстве.

Болтовое соединение металлоконструкций
Болтовое соединение подразумевает собой процесс скрепления частей металлоконструкции путем их скрепления болтами. Так металлическую конструкцию можно разобрать, просто открутив болты. Различают несколько видов болтовых соединений.
Виды болтовых соединений
Бывают как одноболтовые, так и многоболтовые соединения. Но в строительстве такие соединения обычно классифицируют на:
Несдвигустойчивые. Сила затяжки гайки обычно не учитывается при проектировании, а усилие передается не через трение соединяемых частей. Болты могут использоваться самых разных классов прочности, даже высокопрочные.
Сдвигоустойчивые, или же фрикционные. Силы передаются посредством трения между частями металлоконструкции, поэтому обязательно принимаются во внимание во время проектирования. Обычно используются высокопрочные болты.

Технология сборки болтовыми соединениями
Сама суть сборки предельно проста: в качестве скрепления конструкций используются болты, шайбы и гайки, которые вставляются в специальные скрепляющие отверстия. Фиксируются болты при помощи гаек, причем затягиваются гайки постепенно, перед этим разворачиваются для соприкосновения с шайбами и только затем аккуратно затягиваются. Причем делать это нужно не по порядку, а хаотично, то есть затягивать гайки равномерно: это обезопасит от обрыва болтов и смещения конструкции. Для качественной установки крепежа используют предельные ключи, которые можно регулировать на конкретную силу затягивания.
Преимущества металлоконструкций на болтах
К преимуществам болтовой сборки металлоконструкции можно отнести:
Долгий срок эксплуатации;
Быстрый срок сборки;
Возможность перестроить конструкцию, просто открутив болты;
Классы прочности крепежных изделий
Каждое крепежное изделие, будь это болт или шайба, при установке должны отвечать нужному кассу прочности – в ином случае крепеж со временем не выдержит нагрузку, а конструкция сломается.

Классы прочности болтов из углеродистых и легированных сталей
Болты производятся либо из углеродистых, либо из легированных сталей. По ГОСТу каждому присваиваются определенные классы. Углеродистая сталь отличается от легированной тем, что она в основном содержит добавки (титан, молибден) и по эксплуатационным характеристикам в принципе лучше: она тверже, плотнее и термоустойчивее легированной.
Для болтов из углеродистой стали соответствуют следующие классы:
Все от 3.6 до 6.8.
8, 9.8. Содержит хром, бром и марганец.
10.9. Содержит хром, бром и марганец.
Для болтов из легированных сталей соответствуют следующие классы:
10.9. Содержит марганец, бром и хром.
12.9. Без добавок.
Классы прочности гаек из углеродистых и легированных сталей
Стандарты прочности по ГОСТ предусмотрены и у гаек:
Гайки, у которых высота больше или равна 0,8d (d – наружный диаметр резьбы): 4; 5; 6; 8; 9; 10; 12;
Гайки, у которых высота больше или равна 0,5d, но меньше 0,8d: 04, 05.
Гайки, у которых высота меньше 0,5d – требования к прочности не установлены.

Болты и гайки из аустенитных нержавеющих сталей
У болтов и гаек из антикоррозийной стали несколько иной метод разделения на класс прочности:
50 – предел прочности на разрыв минимум 500 Н/мм²;
70 – предел прочности на разрыв минимум 700 Н/мм²;
80 – предел прочности на разрыв минимум 800 Н/мм²;
При этом рядом с классом прочности всегда указывается марка стали (A2 или A4). Например, A4-80. У аустенитных сталей наблюдается меньшая текучесть и выраженные антикоррозийные свойства.
Классы твердости шайб
Важное примечание: как такового класса прочности у шайб нет. Вместо него классы шайб обычно сортируются по твердости, которая в строительстве измеряется в единицах HV. Например:
Не менее 140 HV для шайб класса точности А;
Не меньше 100 HV для шайб класса точности C;
Классовый диапазон может варьироваться от 100 до 400 HV
Сравнение классов прочности болтов из углеродистых и нержавеющих сталей
По сравнению с углеродистыми, нержавеющие стали отличаются низкой границей текучести, поэтому их пластичность выше – риск крошения шпилек болта при затяжном усилии минимален. При этом у болтов из углеродистой стали при возникновении большой нагрузки в большинстве случаев крепёж полностью ломается.

Сочетание классов прочности болтов и гаек
При строительстве металлоконструкций важно, чтобы классы прочности болта и гайки совпадали – в таком случае нагрузка на крепеж будет распределяться равномерно. Это спасет конструкцию от развала, вызванного разрушением крепежа.
Сварное соединение металлоконструкций
Виды сварки
Видов сварки существует несколько, но непосредственно для сварки металлоконструкций широко используются два вида:
Механизированная дуговая. Для скрепления деталей используется сварной шов, образующийся из расплавленного металла. Дугу мастер перемещает самостоятельно. Для предотвращения взаимодействия жидкого металла от кислорода и азота используется защитный газ. Механизированная сварка проста и универсальна, а производить её можно где угодно.
Автоматическая дуговая. Сварной шов, скрепляющий материалы, появляется за счет автоматического движения электронной проволоки и дуги. Требует наличия специального оборудования, а также проводится в стационарно-цеховых условиях.

Технология сборки с помощью сварки
Технология изготовления сварных металлоконструкций подразумевает собой скрепление частей в единую конструкцию без дальнейшей возможности разборки – все компоненты «намертво» присоединяются друг к другу.
Для скрепления используется традиционная технология: с помощью специального оборудования вручную или автоматически образуется сварочный шов – он и скрепляет части конструкции.
Преимущества сварки металлоконструкций
К преимуществам метода сварки металлоконструкции можно отнести:
Уменьшение веса в конструкции за счет образования узлов;
Конструкция обретает правильную форму;
Низкая вероятность брака и припуски при замене литься сваркой;
Какой из типов соединений лучше
Некоторые путаются: какой вид скрепления металлоконструкции будет подходящим. В целом – нет разницы, ведь оба метода эффективны. Но у каждого метода соединения есть свои нюансы.
В каких случаях предпочтительнее сварка, а в каких болты
Сварные металлоконструкции – это удел профессионалов, ведь неопытный мастер вряд ли сможет сварить металл грамотно. Поэтому для простой и не затратной сборки конструкции идеально подойдут болты – особых знаний иметь не нужно, а монтаж производится просто. При этом срок службы у них будет меньше, а крепеж придется периодически обновлять. Если же скреплять конструкцию будут мастера, то лучшим вариантом будет именно сварка – она надежнее и прочнее.
Как определить самый подходящий вид сборки
Подходящий вид сварки следует определять исходя из того, для каких целей будет использоваться конструкция. Например, если это теплица, то использование болтов – сомнительная идея. Мало того, что они подвергаются коррозии – со временем болты расшатываются под действием ветра и трения, и теплица начнет разрушаться. Тем более болты придется периодически подкручивать или вовсе заменять. При сварке же дополнительных мероприятий не потребуется, и разрушить строение могут разве что стихийные бедствия.
Заключение
В этой статье мы рассмотрели все методы сборки металлоконструкций, их отличия друг от друга и главные преимущества. Каждый метод хорош по-своему, поэтому выбирать способ следует исходя из бюджета, достаточного опыта и целей строительства.
Как открутить прикипевшую гайку — основные методы

Все когда нибудь сталкивались с закисшими болтами, гайками.
К ним относятся методы, которые позволяют разобрать резьбовое соединение за счет приложения механических усилий:
применение накидных ключей и торцевых головок вместо рожковых ключей;
использование рычага для увеличения усилий;
воздействие с переменным направлением силы;
акцентированное воздействие (кратковременное приложение значительного усилия или усилий в определенных точках);
ударное разрушение слоев окислов и ржавчины.
Рожковый ключ охватывает всего три грани гайки или головки болта. Кроме того, между ним и гранями остается некоторый зазор. В этом случае, приложить достаточное усилие для отвинчивания может оказаться проблемой — ключ может сорваться и «слизать» грани. Накидной ключ или торцевая головка охватывают все грани, что позволяет приложить большее усилие.
Для увеличения усилия можно воспользоваться рычагом – нарастить длину рукояти. При этом остается опасность зализать грани или разрушить детали крепления. Повредить можно и те детали, которые были соединены резьбовой парой.
Нередко открутить прикипевшую или приржавевшую гайку помогает смена направления – прежде чем развинтить соединение, его пытаются завинтить. Воздействие сил попеременно в разных направлениях разрушает слои ржавчины, давая ход деталям соединения.
Пример приложения кратковременно значительной силы дает метод, использующий зубило и молоток. На грани делают насечку, упирают в нее зубило (направляя его по ходу откручивания гайки) и бьют по нему молотком. В этом случае сила удара намного превосходит ту, которую можно приложить, используя гаечный ключ. Поскольку воздействие кратковременное, разрушить болт оно не может.
К сведению! Этим способом можно открутить и гайку с сорванными гранями. Это несколько проще, чем пытаться напилить новые под меньший размер ключа.
Легкое постукивание молотком по гайке и/или болту приводит к сотрясению всей конструкции и разрушению слоя ржавчины. Приходится только дозировать силу удара, чтобы не повредить детали, не деформировать резьбу. Хотя как один из методов разборки «непокорного» соединения подходит разрушение такими ударами гайки. Единственная проблема – резьбовую пару придется поменять.
Основаны некоторые из них на физических свойствах металлов. Из них широко применяется только один – нагрев деталей соединения. При этом материал гайки расширяется, увеличивается зазор между нею и болтом, открутить ее становится легче. Если же разогреть всю конструкцию, можно разрушить образовавшуюся ржавчину, что также даст положительный результат. Воспользоваться для этой цели следует любым источником тепла – мощным паяльником, строительным феном, паяльной лампой или другими источниками открытого огня.
Важно! Пользоваться открытым огнем рядом с деревом, горючим пластиком или легковоспламеняющимися жидкостями опасно!
Хорошей заменой открытому огню станет электрический нагрев. Для этого подойдет трансформатор (заводской или самодельный) со вторичной обмоткой с напряжением 1.1 – 1.5 В и максимальной силой тока. Через медные кабели и зажимы вторичная обмотка замыкается на болт, который надо открутить. Происходит разогрев, после чего трансформатор отключают, соединение демонтируют.
Другие физические методы используют метод смачивания поверхностей для снижения трения. Например, если позволить жидкости проникнуть в пространство между болтом и гайкой по мельчайшим каналам, трение между резьбами уменьшится и разобрать пару станет проще.
Из легко проникающих жидкостей можно воспользоваться теми, что всегда находятся под рукой у автомобилиста:
— тормозной жидкостью;
— антифризом;
— керосином;
— бензином;
— соляркой.
Первые две содержат гликоли и эфиры – вещества с огромной проникающей способностью. Остальные относятся к алифатическим углеводородам и обладают сходным действием.
Ко второй группе относятся и такие растворители, как уайт-сприт и скипидар. Все их можно использовать для того, чтобы отвернуть прикипевшую гайку. Несколько различаются процессы только по времени.
Метод прост – намочить ветошь и положить ее на прикипевшие детали. Проникая в зазоры и поры, жидкости смазывают поверхности и разрыхляют слои ржавчины. Спустя некоторое время (от получаса до 3-4 часов) можно пробовать раскрутить соединение. Если разборка не удается – повторить процесс. Ускорить его можно периодическими легкими постукиваниями .
Эти же жидкости являются основой для «жидких ключей» — смазок специального состава, которые предлагаются в автомагазинах.
Одной из наиболее популярных у автолюбителей является WD-40, в состав которой входят минеральное масло, уайт-спирит и бензин легколетучих фракций. Эффективность такого «коктейля» проверена на практике, справляется он с приржавевшими гайками за полчаса.
Действие их основано на химическом разрушении ржавчины, образовавшейся между деталями соединения. Для этого необходимо, чтобы в зазоры между болтом и гайкой попали активные химические вещества.
Применяют для такой обработки резьбовых соединений практически любые кислоты:
— серную;
— соляную;
— уксусную;
— лимонную;
— ортофосфорную и др.
Серную кислоту для аккумуляторного электролита или соляную кислоту для пайки радиаторов используют таким образом:
вокруг гайки или головки болта из пластилина организуют бортик;
внутрь полученной «емкости» вносят несколько капель кислоты;
кусочек цинка активизирует процесс, создавая гальваническую пару.
Спустя сутки после начала такой обработки раскручивается любое соединение.
Более слабые кислоты имеют меньшую эффективность, требуется или значительное их количество, или больше времени
К сведению! Ортофосфорная кислота входит в состав таких напитков, как Кока-Кола. Именно поэтому можно попытаться открутить гайку и с их помощью. Но концентрация ее невелика, сама кислота обладает низкой активностью, так что эффективна такая обработка только в «легких» случаях.
📌Если ничего не помогает.
Если открутить гайку все же не удалось, соединение можно разрушить – срезать болгаркой.
Другой метод – высверлить болт дрелью.
Но прежде чем прибегать к таким методам, следует оценить все последствия!
Немного из своего опыта
— ВД-40 спасает крайне редко и помогает лишь в лёгких случаях. Если гайка двинулась то ВДшка поможет её выкрутит и затратить меньше усилий но перед этим нужно почистить резьбу металической щеткой.
Был случай менял втулки переднего стабилизатор на Hover'e к болтами доступ хороший но они не крутятся. Не куда не торопился т.к работы с ним было куча, в течении дня замачивал эти болты ВДшкой но в итоге болты сломались. Высверливал и нарезал новую резьбу (тут главное не торопится и попасть в центр болта)
— Закис болт во втулке сайлентблока
Тут думаю мало что поможет. Сайлентблок сохранить не получится. Поэтому берём болгарку(не забываем одевать защитные очки) и спиливаем болт. Если балгаркой удаётся сделать только небольшой надрез то пытаемся вращать болт и подрезать его со всех сторон потом просто ломаем его.
Второй вариант погреть резаком и выкрутит болт, но это более опасно т.к может что нибудь загорется (обязательно рядом с собой мокрая тряпка и бутылка с водой).
Выжигаю в основном развальные болты т.к их ни где не купишь. Обычные болты проще срезать и найти новый но опять же в каждый случай индивидуален.
Менял диски на 2107 сломался нижний болт рамки суппорта да так что рамка не снимается пришлось чуть укоротить болт чтобы снять рамку. Потом с помощью резака нагреть остаток болта(а точнее металл вокруг него, дабы он расширился)
И выкрутил газовым ключем.
Чаще всего болты закисают в алюминии его сильно греть нельзя иначе он просто рассыпется.
Тут наверно поможет сварка если есть куда приварить гайку а потом выкрутить остатки.
-Экстракторы помогают пожалуй только в лёгких случаях когда болт не сильно захряс. А вот если он захряс сильно то есть шанс сломать там экстрактор и тогда танцы с бубном будут ещё больше.
Каждый болтик в процессе ремонта смазываю ШРУСовой смазкой дабы если в будущем машина попадёт ко мне в руки все откручивалось без геморроя. Ну а если попадёт в руки другим они будут вспоминать добрым словом)
Вообщем молоток, зубило, клещи, раз****т любые вещи болгарка и резак (лампа паяльная, фен строительный и тд все чем можно нагреть) творят чудеса
Информация честно спизжена с просторов интернета и немного добавлено от себя.
Если кому то было полезно ставим лайк и репост. Всем добра.
Читайте также: