Сварка чпу своими руками
Обновлено: 04.10.2024
Портальный станок с ЧПУ во многом схож с любыми другими станками с ЧПУ. ЧПУ станок (станок с числовым программным управлением) - это станок, который оснащен специализированным программно-аппаратным обеспечением для управления механической частью. Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента (резца, шпинделя, рабочего стола) или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах - CAM-системах, и сохраняется в пригодном к исполнению формате.Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее - синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство - контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов. Управляющие импульсы поступают на специализированные приводы, подключенные к осям, шаговые или сервоприводы, которые и превращают их в движение оси путем, например, вращения вала двигателя. Программная часть систем ЧПУ отделена от собственно станка - станком с ЧПУ можно управлять разными контроллерами и даже просто с персонального компьютера, если приводы осей поддерживают протокол STEP/DIR. Поэтому мы рассмотрим наиболее сложную часть - механику и мехатронику станка.
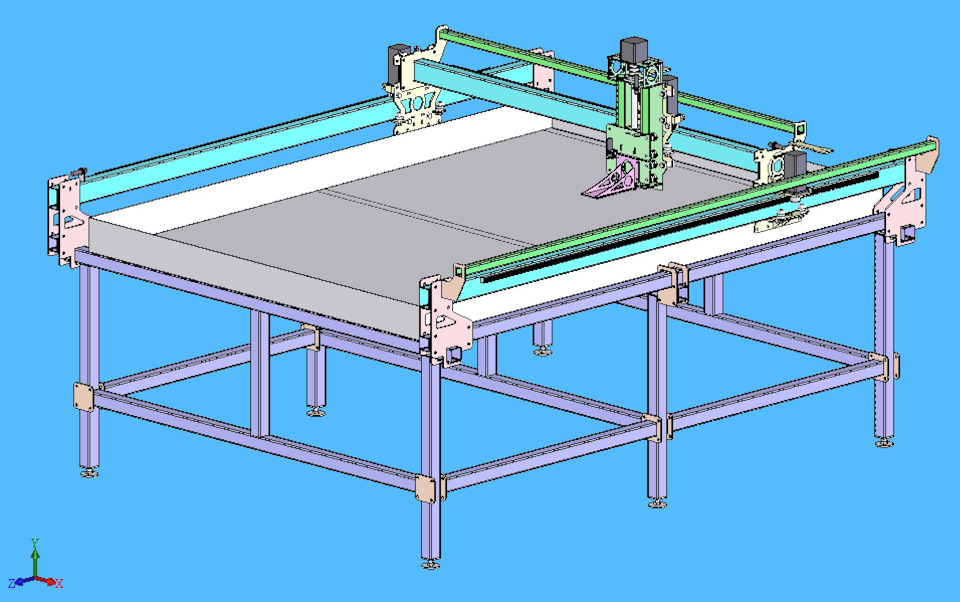
Наиболее распространенная конструкция портального станка может перемещаться в 3х направлениях (координатах). Такие станки называются 3-хкоординатными, но с их помощью нельзя выполнить полностью 3-хмерную деталь, так как конструкция не позволяет фрезеровать поднутрения. Поэтому говорят, что обработка происходит в 2.5 координатах (2.5D-фрезеровка). Оси станка обычно обозначают X,Y и Z, где X и Y - оси, лежащие в горизонтальной плоскости, а Z - вертикальная ось. Говоря "ось Z", также часто под этим понимают собственно конструкцию оси с её направляющими, передачей и рабочим блоком(шпинделем, плазморезом и т.п.). Выбор осей X и Y - вопрос неоднозначный, в его решении нет устоявшегося стандарта. Чаще всего под осью X понимают самую длинную из осей. Однако, это не всегда удобно при работе с пультом станка с ЧПУ . Оператору, который стоит лицом к рабочему полю, привычней под осью X понимать (и управлять с пульта, соответственно) ось, идущую слева направо - как правило, это более короткая ось, которая проходит через балку портала. Схожая дилемма стоит при выборе положительного направления каждой из осей.
Компоновка типичного портального DIY станка с ЧПУ
Подавляющая часть портальных станков с ЧПУ имеет весьма схожую структуру. Фрезерный портальный станокможно условно поделить на следующие части:
- Станина.
Станина - скелет станка, его несущая конструкция,в каком-то смысле станина и есть станок. От её правильной проектировки и исполнения(сварки, сборки) зависит самый важный параметр станка - жесткость, а следовательно,и точность обработки станка. Станины портальных станков изготавливаются из разнообразных материалов, однако наибольшее распространение получили станины, изготовленные из алюминиевого конструкционного профиля, фрезерованных алюминиевых деталей и сварные станины из стали(прокат или листовая сталь). Все более набирают обороты также литые станины из полимерных материалов, но задача литья такой станины не под силу начинающим. Подробней вопросы изготовления станины для станка будут освещены в точность обработки станка
Рабочий стол - это собственно поверхность, над которой перемещается рабочий инструмент станка (фреза, гравер и т.д.). Стол служит для закрепления обрабатываемой заготовки, и это накладывает определенные требования на его конструктивное исполнение. Стол самодельного ЧПУ станкадолжен быть достаточно ровным, и обеспечивать возможность закрепить заготовку в любом месте. Основными решениями для этого являются использование стола с Т-пазами("Т-стол") и вакуумных столов. Стол с Т-пазами позволяет закрепить практически любую заготовку с помощью специальных зажимов. Вакуумные столы прижимают заготовку к себе за счет создания разрежения под сеткой на поверхности, поэтому они способны фиксировать только заготовки с плоской нижней частью(разнообразные листовые материалы), а также они существенно дороже. Однако вакуумные столы позволяют равномерно прижать заготовку по всей её площади, тогда как при фиксации большой плоской заготовки на Т-столе заготовка в центральной своей части может прогнуться вверх, что приведет к снижению соответствия размеров у конечной детали.
Привод станка с ЧПУ в свою очередь можно поделить на:
Двигатели - связующее звено между электронной частью системы ЧПУ и механической частью, они(точнее, их управляющие модули - драйверы) получают сигналы с контроллера ЧПУ(часто в этой роли выступает персональный компьютер) и преобразуют их во вращательное движения собственного вала. В станках с ЧПУ используются 2 вида двигателей: серводвигатели и шаговые двигатели(а также линейные двигатели - разновидность серводвигателей. Линейные двигатели одновременно являются и трансмиссией для оси). Сказанное далее будет относиться к классическим шаговым и сервоприводам. Шаговые двигатели распространены в самодельных станках с ЧПУ и бюджетных моделях промышленных гравировально-фрезерных станков, а также станков лазерной, плазменной резки и т.п. Причина - в их низкой стоимости и простоте управления. Драйверы шаговых двигателей - достаточно бюджетные устройства, широко представлены на рынке от самых простых моделей до весьма продвинутых цифровых драйверов. Платой за простоту и бюджет становится низкий КПД шаговых двигателей, их низкая удельная мощность, слабая способность к ускорению, высокие вибрации, гул и резонанс, что в сумме сильно влияет на эксплуатационные характеристики станка.
Серводвигатели - двигатели с установленным датчиком угла поворота. Это семейство представлено достаточно широко, существуют щеточные и бесщеточные двигатели, постоянного и переменного тока. В целом про серводвигатели можно сказать, что их отличает высокая плавность хода, высокий КДП, способность переносить кратковременные перегрузки. Однако управление серводвигателем гораздо сложнее, серводрайверы (см. серводрайверы Leadshine) - устройства существенно более дорогие и сложны в настройке. Существует также бюджетные варианты щеточных серводвигателей, однако из-за наличия изнашивающейся части (щеток) они менее предпочтительны, чем бесщеточные.
Блоки управления двигателями отличаются разным набором функций,а также разными электротехническими характеристиками. И если к серводвигателям блок как правило поставляется в паре, то шаговые моторы идут обычно без драйверов, а попробовав самостоятельно подобрать что-либо, можно очень надолго задержаться на этом этапе, так как предложений на рынке очень много. См. также: Как выбрать драйвер для шагового двигателя.
Создание ЧПУ станка с ноля своими руками.
Хочу поделиться опытом с сообществом по созданию чпу станка.
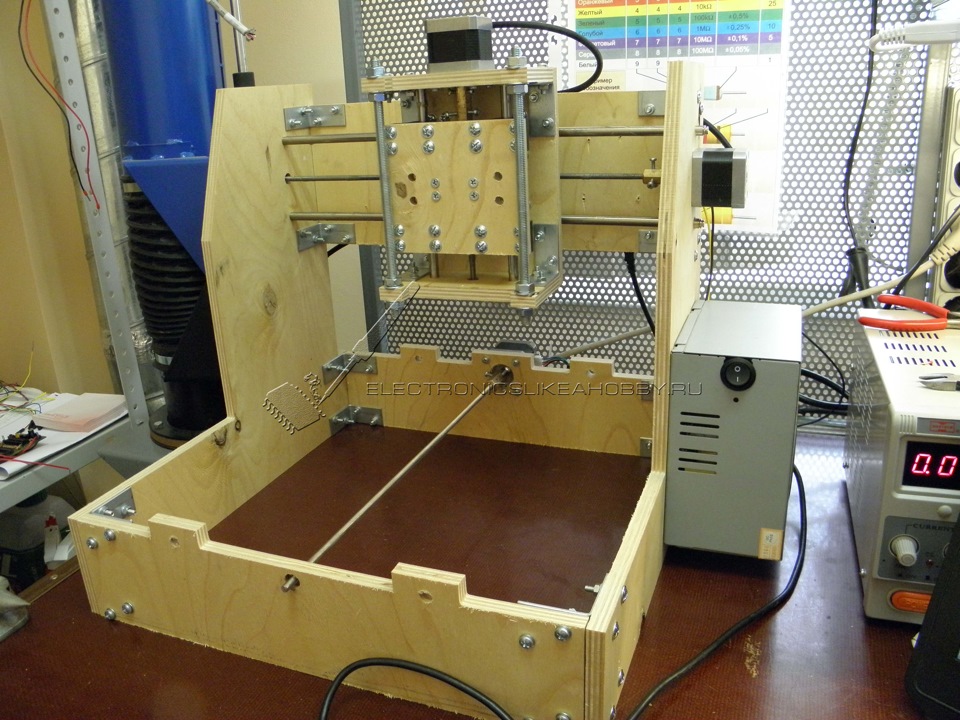
Определимся с будущими возможностями станка. В мои цели входит следующее — гравировка оргстекла шпинделем и лазером и возможно работа с печатными платами (т.е гравировка, для создания печатной платы) и сверление.
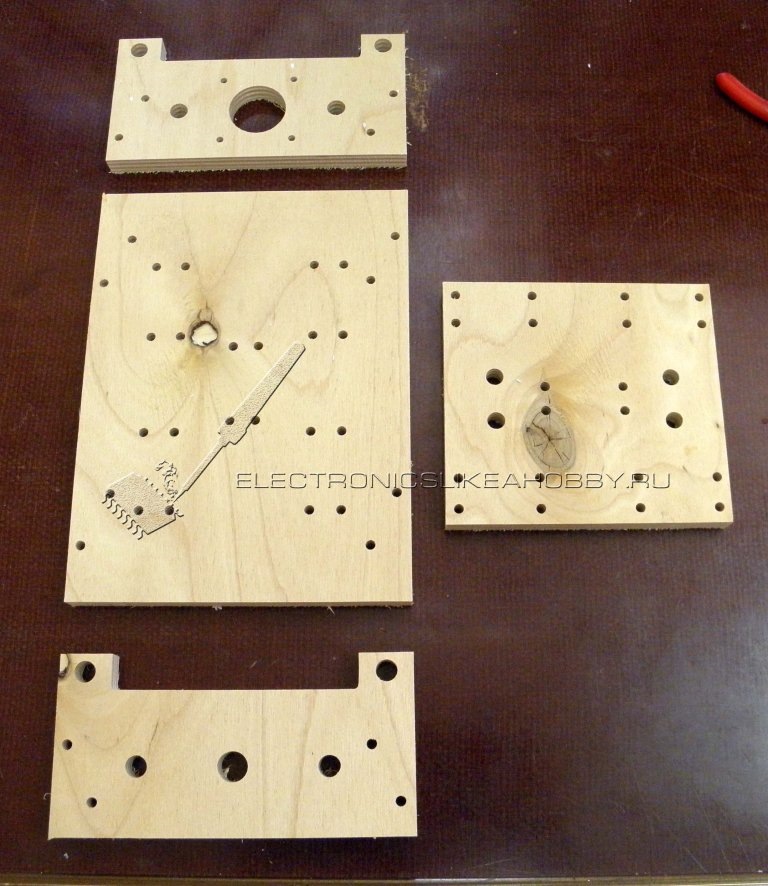
Корпус станка сделан из фанеры толщиной 10 мм. Прежде всего была создана 3d модель в программе Sketchup, по ее размерам были вырезаны части чпу.
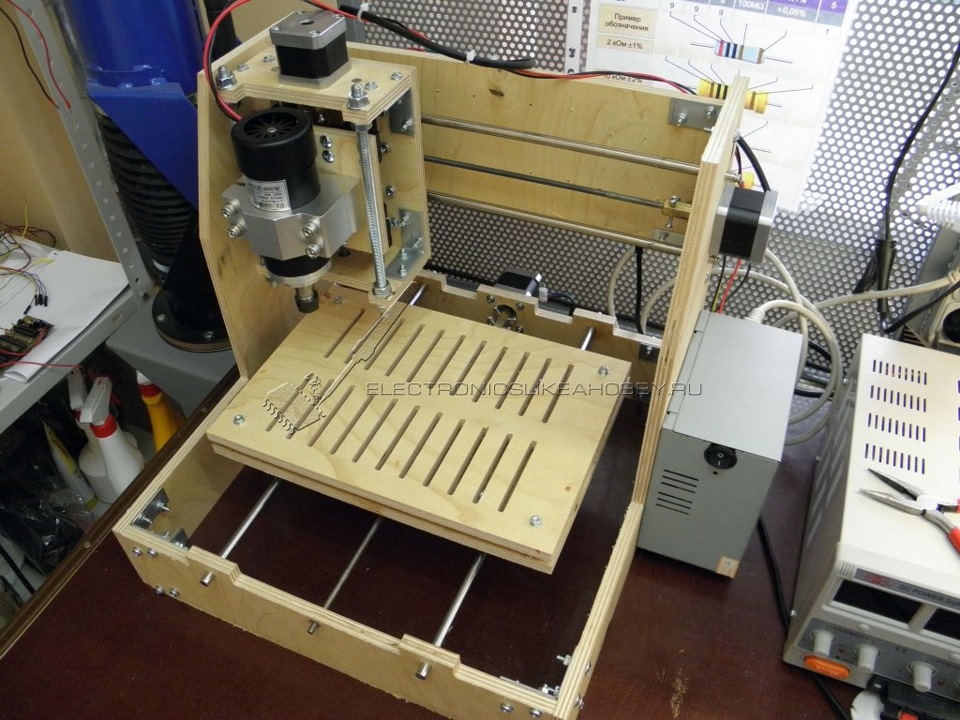
Последовательность сборки такая — ось Z, Y, X, сборка драйверов, контроллера, настройка всего станка.
Покажу на примере Z, то что потребуется:
1. Шпиндель с готовым креплением.
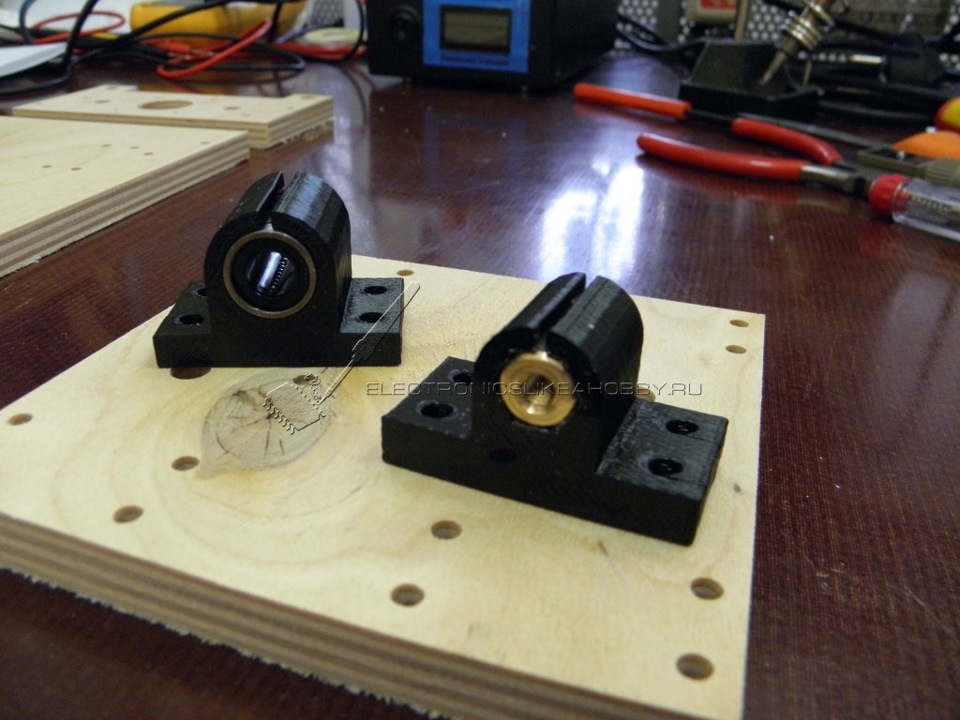
2. Две направляющие со старых принтеров (диаметр 8мм).
3. Линейные подшипники lm8uu (4 шт.).
4. Крепление для подшипников (4 шт.) и гайки (1 шт.).
5. Фанера (10 мм.).
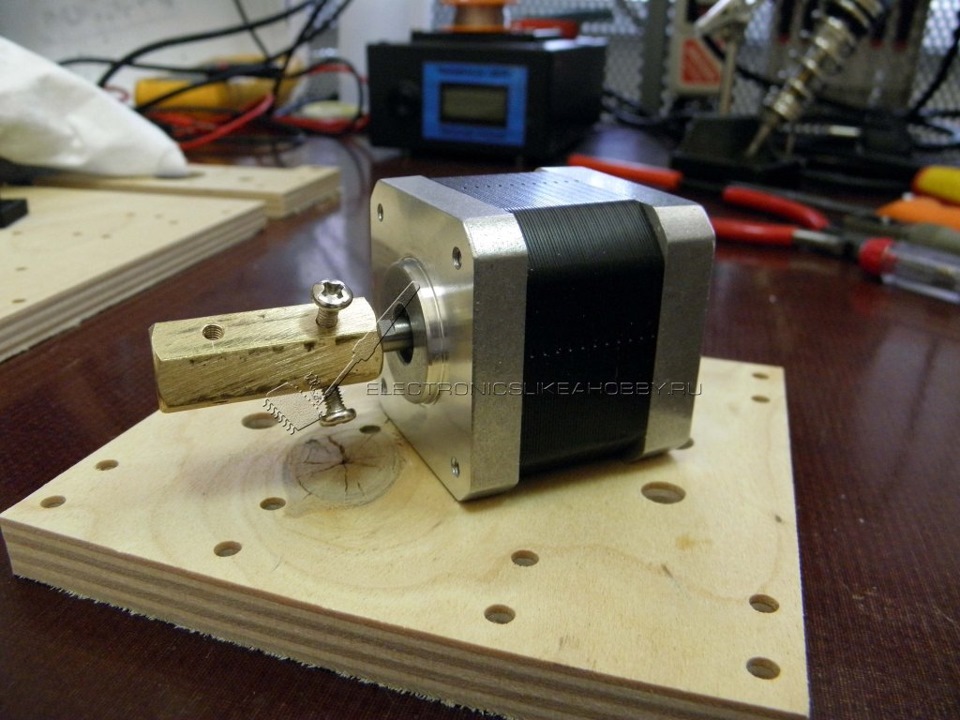
6. Шаговый мотор Nema 17.
7. Муфта (5мм — резьба М5).
8. Удлиненная гайка М5.
9. Шпилька резьбовая М5.
10. Уголки.
11. Болты, гайки, шайбы, шурупы.
12. Подшипник с внутренним диаметром 5 мм.
13. Шпилька резьбовая М8.
14. Уголки.
Но лучше одни раз увидеть, чем раз сто прочитать, 3D модель оси Z и Y:


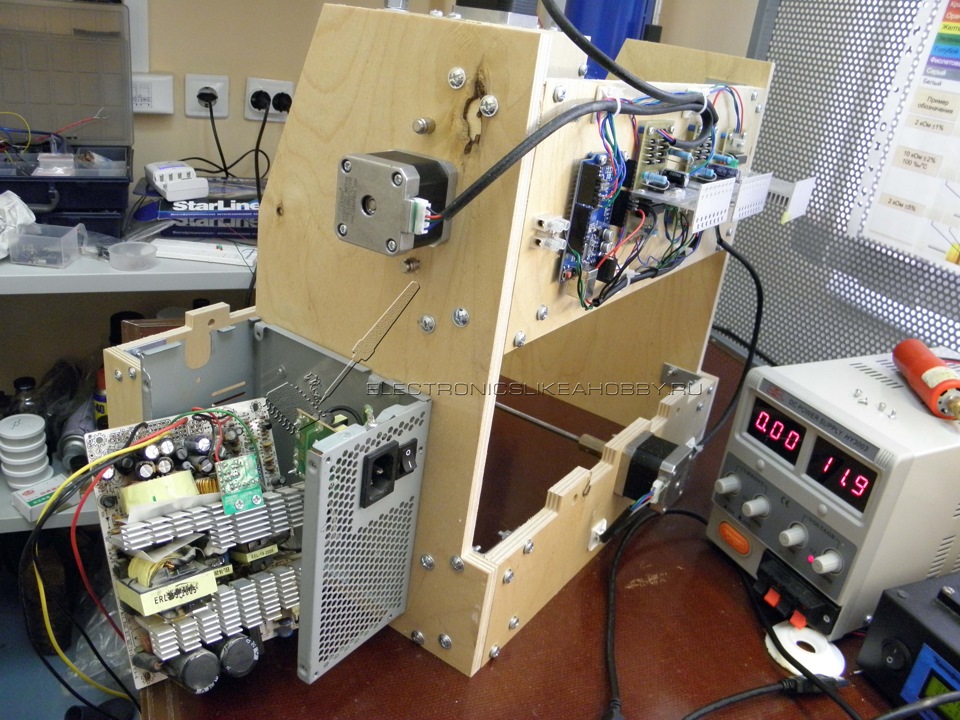
Мозговой начинкой станет ардуино с прошивкой grbl 0.9, плюс три драйвера шаговых двигателей на основе микросхем l297 и l298. Еще понадобится блок питания — взял от старого системного блока. В результате получаем не сложную схему с соединением двумя сигналами управления с ардуино к шаговым двигателям (DIR, STEP) и возможностью управления станком с ноутбука или компьютера через usb.
Начнем с простого, старый блок питания разбираем, выпаиваем все ненужные провода, оставляя две массы и два провода +12В. Одни из которых пустим на питание драйверов, другие на питание шпинделя. Для запуска блока еще нужно зеленый провод припаять на массу (имитация кнопки включения системного блока) — цвет может отличаться, нужно смотреть конкретно по марке. Еще я прикрутил болтами М3 корпус блока питания к корпусу чпу и в месте где раньше выходила охапка проводов вставил тумблер для включения шпинделя.
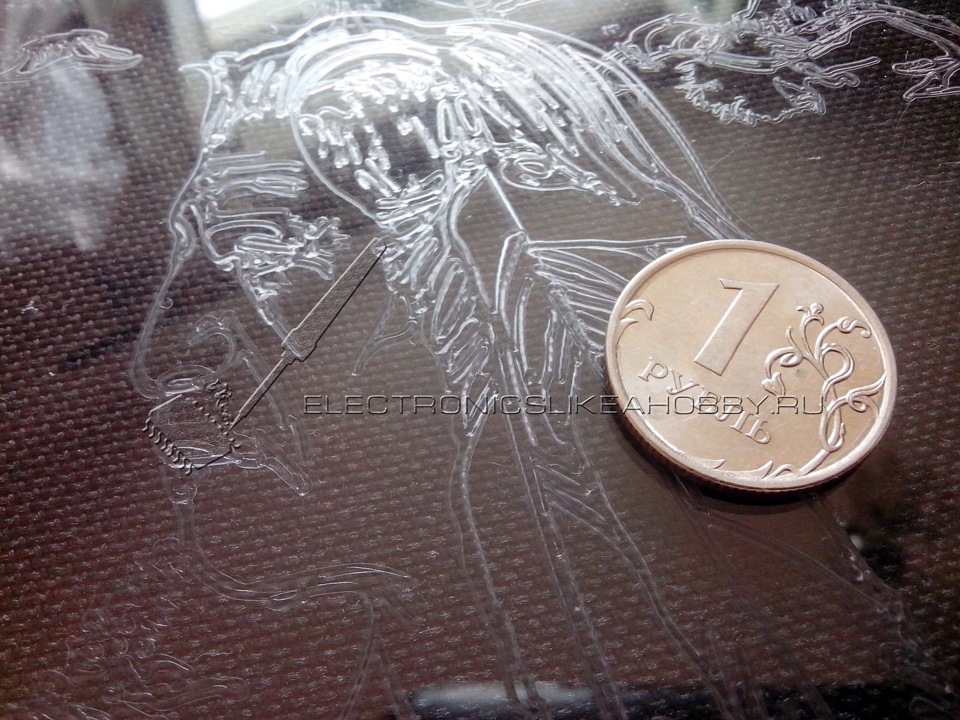
Проба станка производилась на оргстекле, пока нормальных наборов фрез нет взял из набора гравера насадку и попытался что-то "нацарапать", получается примерно следующее (на оргстекле так-же имеются следы от прошлых неудачных работ!):

Видео работы станка:
Прошу не считать за рекламу или пиар, но все таки данный ресурс не является форумом чпу-шников и абсолютно все я здесь привести не могу, не всем это будет интересно, да и много получится! Поэтому укажу лишь, что более подробно описывается это на моем сайте (сборка и настройка драйверов, софта, подготовка файлов к гравировке) кому необходимо тот пусть смотрит.
Станок плазменной резки с ЧПУ

Обычно, когда мне было нужно вырезать из листового металла какую-то деталь (или много деталей), я обращался в компанию, занимающуюся лазерной и плазменной резкой, и они решали мою проблему. В какой-то момент мне надоело ждать по 5-7 дней, пока исполнят заказ, ездить по пробкам за вырезанными деталями, искать на производстве кладовщика, чтобы забрать заказ и вот это вот все. Человеческий фактор тоже никто не отменял: то подрядчик что-то вырезать забудет, то сам накосячишь с заказом, и приходится по новой ждать, пока вырежут недостающие позиции. Ну и, наконец, ползучий рост цен на все сделал свое дело, и однажды стало понятно, что заказывать резку на стороне становится просто не выгодно.
Пришло время делать ЭТО — строить станок плазменной резки с ЧПУ.
Просмотрев пару сотен различных видео на Youtube и изучив существующие подходы к строительству подобных станков в гаражных условиях, я решил, что при постройке станка буду максимально экономить на механической части и везде, где только возможно, обходиться материалами, которые можно купить в магазине или на строительном рынке. А вот на электронной части, наоборот экономить не буду.
Основная масса проблем, с которой сталкиваются самодеятельные станкостроители, связана как раз с некорректной работой электроники станка. И часто именно она мешает закончить проект и довести его до стадии "боевой" эксплуатации. Поэтому было решено блок управления станком строить, не увлекаясь кроиловом, а механическую часть собирать с минимальным бюджетом и в дальнейшем модернизировать ее по мере необходимости.
Для тех кому интересны подробности, я изложил все соображения вот здесь:
Начал с разработки конструкции. Базу станка решил собирать из стандартного стального профиля сечением 40х40мм и 60х40мм. Конструкция модульная, что в перспективе облегчит доработку и модернизацию (а она 100% понадобится, потому что в таком сложном проекте сделать все сразу идеально невозможно).
Начали с постройки стола, на который в дальнейшем будут устанавливаться все элементы станка:
Готовый стол. Собран из профиля 40х40. Сварки старались делать как можно меньше, чтобы избежать поводок. Все, что возможно, собирали на болтах с помощью заранее вырезанных лазером зажимных пластин. Такая технология сильно экономит время при сборке т.к. не требуется размечать и сверлить крепежные отверстия в элементах из профиля.

Ось Z собирали по тому же принципу. В качестве направляющих использовали стандартный профиль 25х25, из готовых элементов взяли только ШВП и подшипниковые блоки для поддержки ее вала.
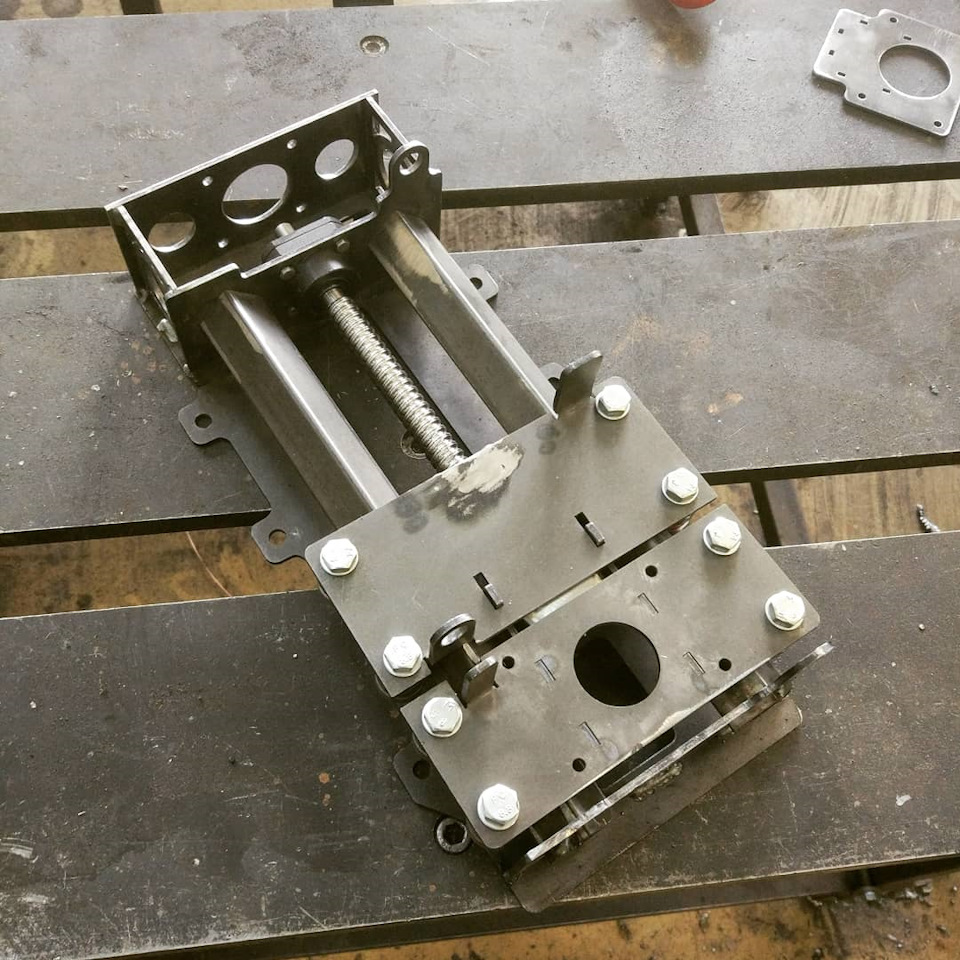
Процесс сборки оси Z:
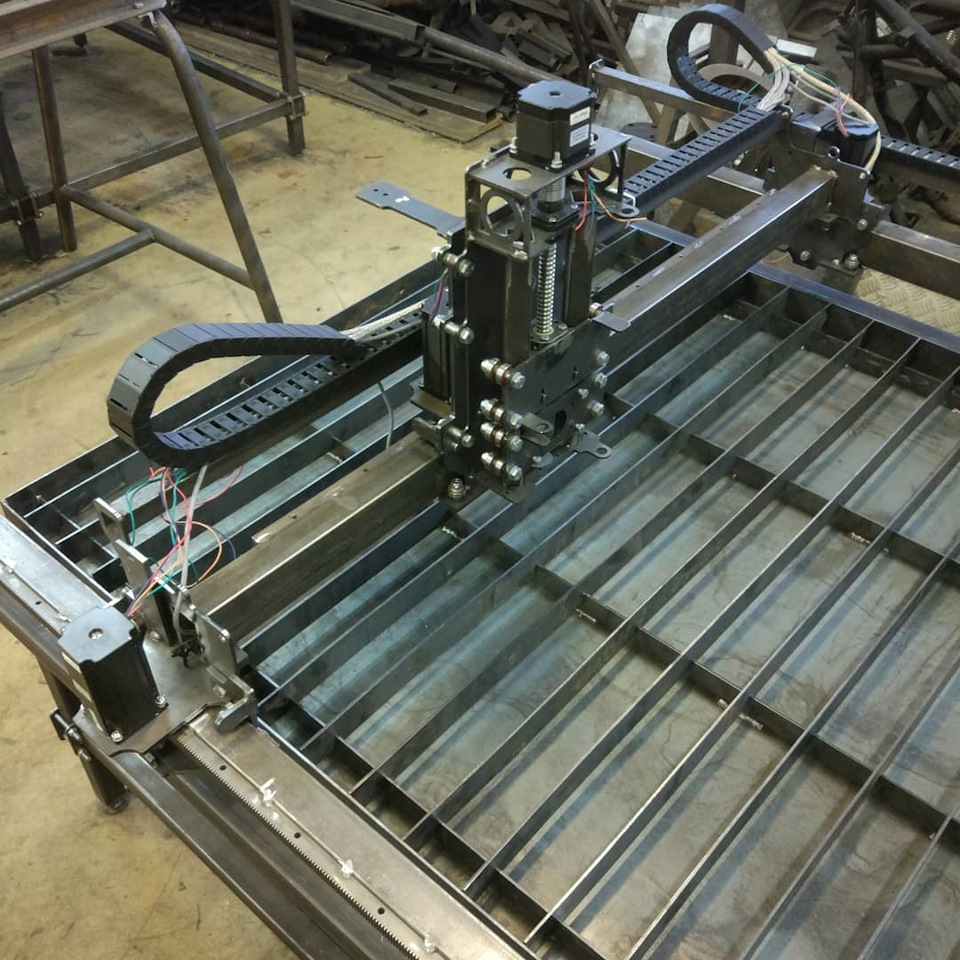
Далее пришла очередь сборки направляющих…
…и установки портала на стол:
Как я уже говорил, не все идеально получается с первого раза. Чаще всего сталкиваешься с неожиданными проблемами, которые приходится исправлять. Наш проект не стал исключением:
Последним этапом стала сборка водяного поддона. Поскольку возможности поставить мощную вытяжку для удаления продуктов горения металла у меня нет, я решил для сборки окалины использовать ванну с водой. Она не так удобна в использовании, как вытяжка, но у нее есть огромное преимущество с точки зрения пожарной безопасности.

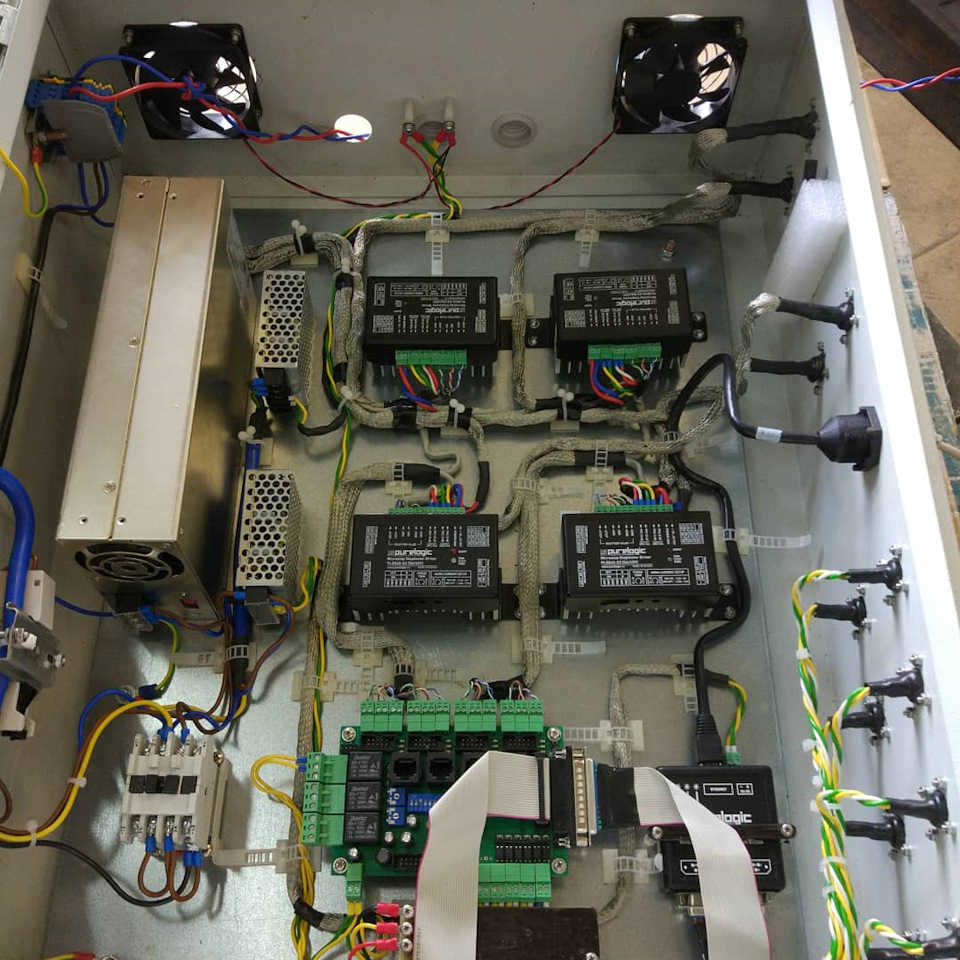
Далее пришла очередь блока управления. Его решил разместить в специально для этих целей купленном готовом шкафу. Шкаф выбрал достаточно большой, т.к. драйверы шаговых двигателей сильно нагреваются при работе, и плотно упаковывать все это хозяйство не полезно. Большой шкаф, 2 приточных и 2 вытяжных вентилятора — это обеспечит нормальную температуру работы драйверов.

Прикинул размещение элементов на монтажной панели…
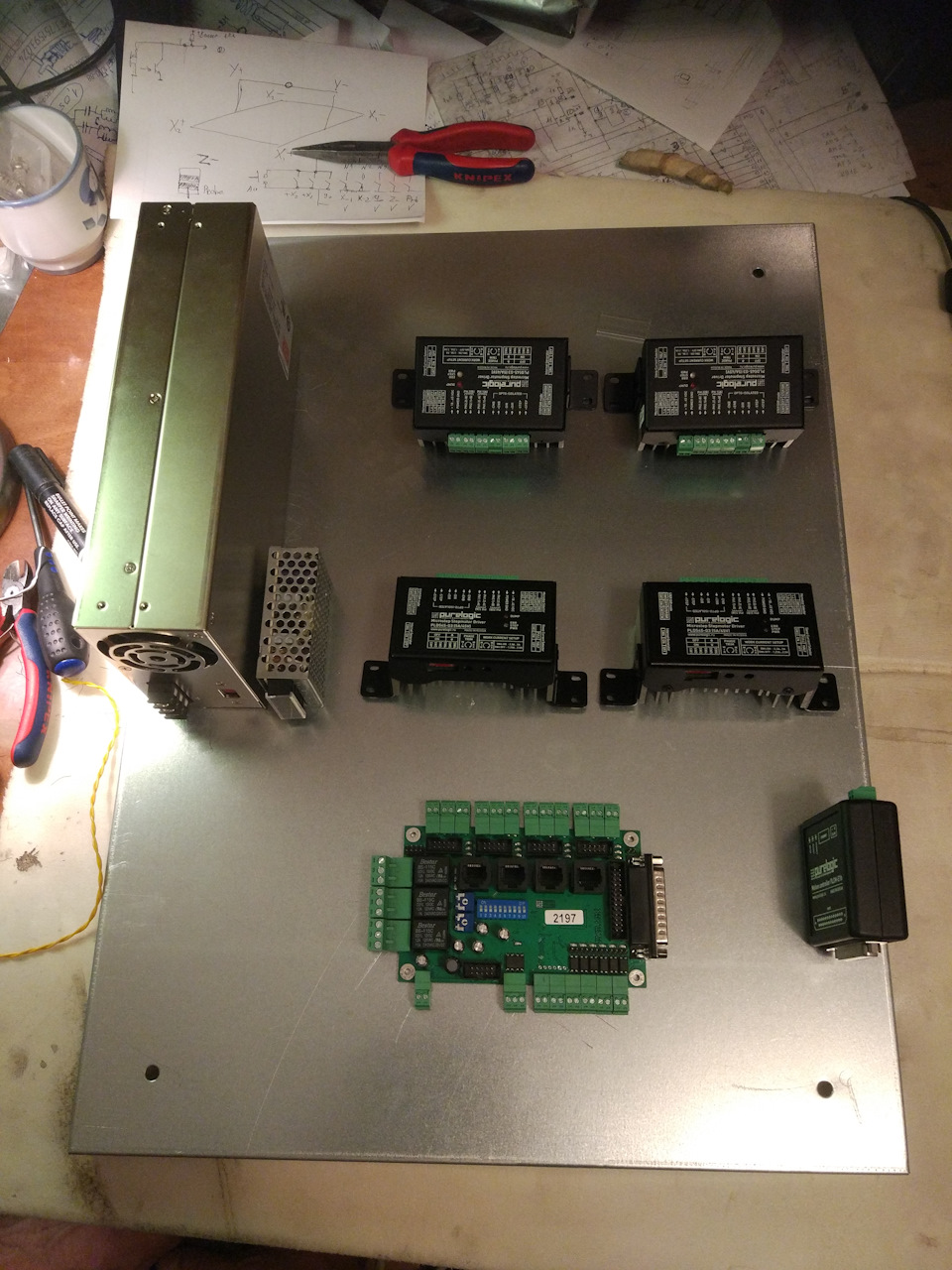
…и приступил к сборке.
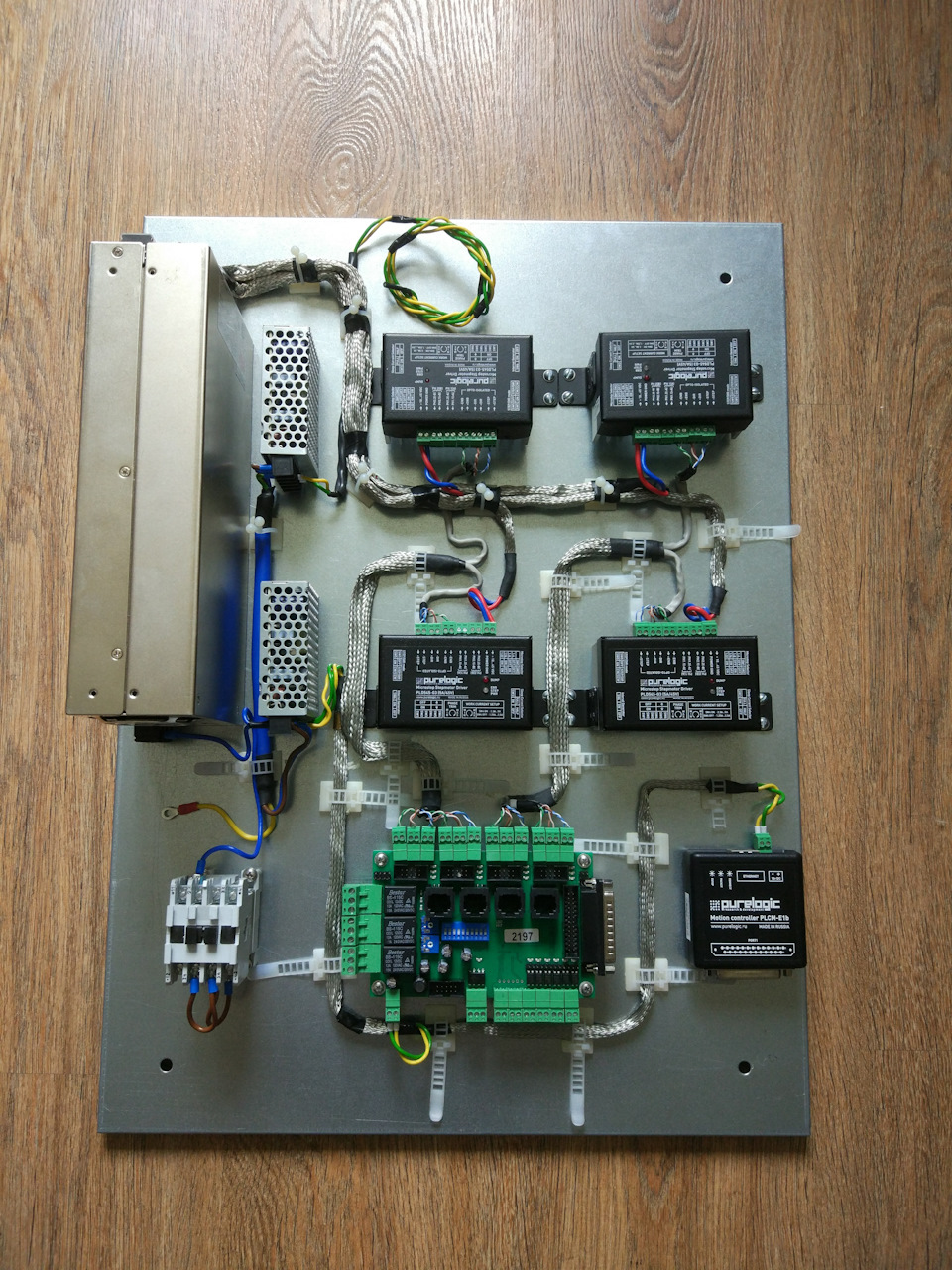
К сборке подошли весьма параноидально. Все сигнальные цепи были убраны в экранирующую оплетку, которая была заземлена на корпус:
Блок автоматического контроля высоты плазмотрона приобрел готовым. Долго выбирал из нескольких вариантов, предлагаемых в РФ, рассматривал польский блок Proma, но в итоге остановился на блоке Владимира Егорова из Киева, т.к. он показался мне более удобным в плане подключения и работы.

При резке металла плазмой разрезаемый лист ведет при нагреве, и он начинает изгибаться (да и исходные листы приходят с металлобазы кривыми, как жизнь портовой шлюхи). Чтобы рез был качественным, необходимо, чтобы расстояние от поверхности листа до сопла горелки оставалось неизменным на всем протяжении работы. Блок контроля высоты следит за этим расстоянием и дает команды на подъем или опускание горелки по мере необходимости.

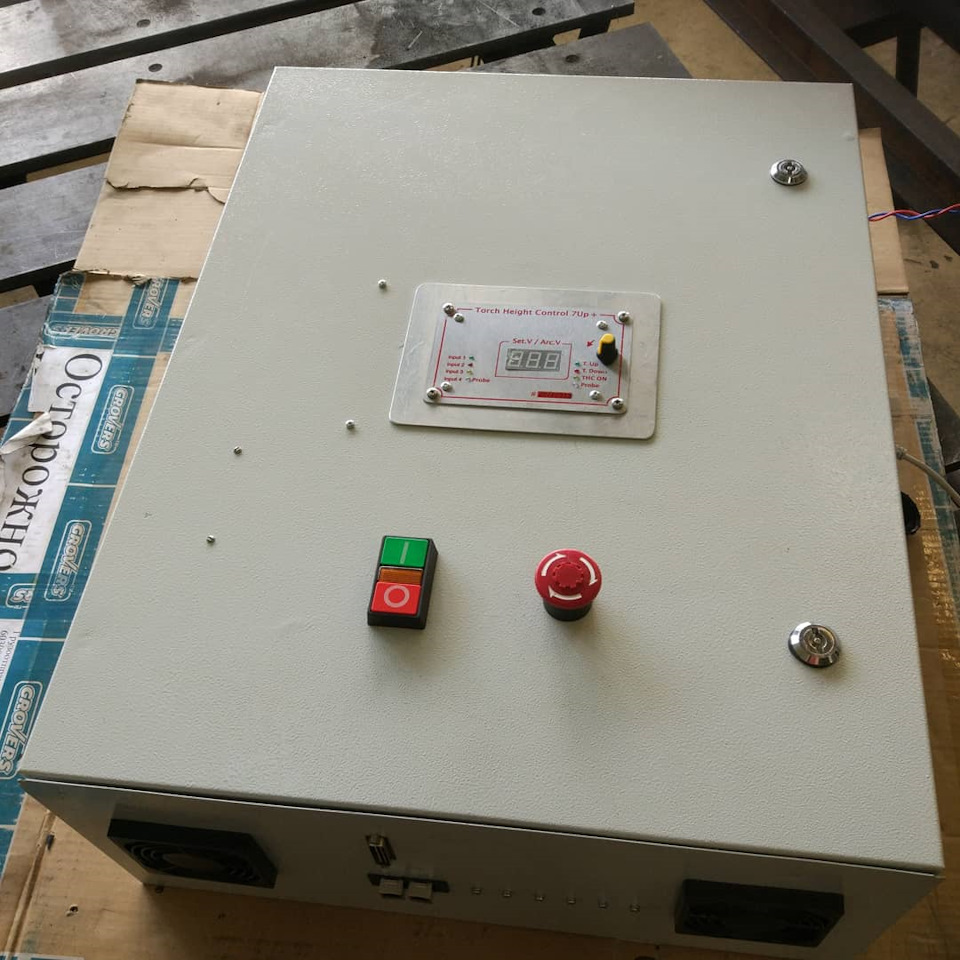
Лицевая панель шкафа выглядит скромно: кнопка включения питания, кнопка аварийной остановки и настройки блока контроля высоты:
Для блока управления нужна стойка. Ее сварили из профиля 60х60мм и поставили на колеса, чтобы было легко перемещать с места на место.

На стойке, кроме самого блока управления, закреплен и источник плазмы. У меня это Grovers Cut 60. Его главные достоинства — пневматический поджиг дуги и резка металла больших толщин (до 25мм с черновым качеством) при работе от 220В. У меня максимальная толщина резки будет 12мм, поэтому такого источника хватит с лихвой.

Станок управляется с компьютера программой Mach3. Я выбирал между Mach3, Linux CNC и Puremotion, но остановился на первом варианте. Одна из причин — большое количество информации по настройке данного пакета и весьма демократичная цена. Кроме того, мой станок управляется не через параллельный порт, а через ethernet. Производитель контроллера (Purelogic) не поддерживает LinuxCNC, поэтому от его использования пришлось отказаться, хотя этот пакет очень стабильно работает и бесплатен.
Тестирование станка начал с перемещений в ручном режиме
Настроил датчики хоуминга и возврат референтную точку:
Проверил, как станок исполняет реальный G-код. Вместо горелки закрепил маркер. Получился станок для рисования :-)
И, наконец, резка первой детали:
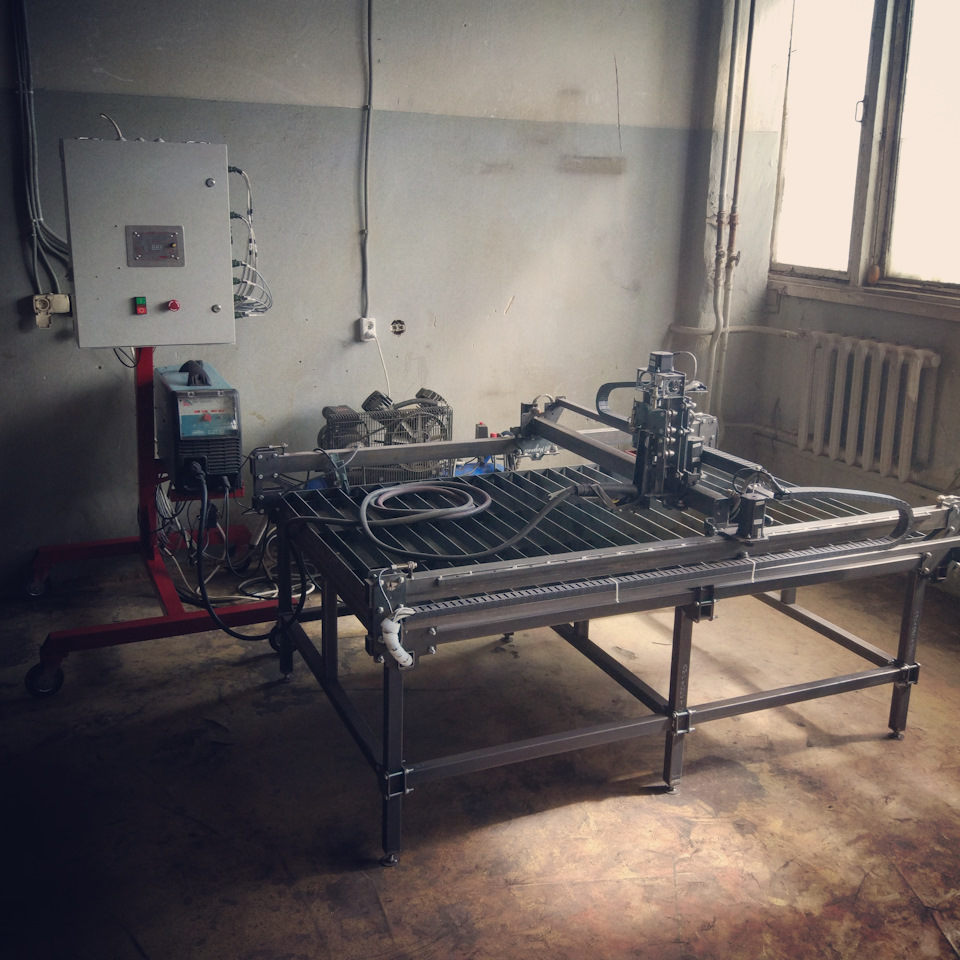
Готовый станок перенесли на подготовленное для него место:


Управляющий станком компьютер находится на противоположном конце мастерской. За счет того, что станок управляется по локальной сети сильно снизилось влияние на линии управления электромагнитных помех, возникающих при резке. Это в свою очередь исключило все трудно диагностируемые ошибки, на которые часто жалуются пользователи программы Mach3, и повысило стабильность работы всей системы.
Станок имеет рабочее поле 1500х1000мм. Т.е. можно взять стандартный лист 1500х3000 или 1500х6000, отрубить от него метровую полосу и работать. Конечно, идеально иметь станок, на который лист укладывается целиком, но я себе такого позволить не могу, т.к. ограничен размерами помещения и тем, что находится оно на 4 этаже, куда большой лист не затащить.
Главный вопрос, который меня волновал при постройке — какая в итоге получится точность с такими примитивными направляющими? Опыт показал, что для большинства стоящих передо мной задач точности достаточно. Фланцы, косынки, закладные, детали станков под сварку, вывески и декоративные элементы — все это режется без проблем, и существующие погрешности на результат не влияют. Да, это, конечно, не лазер. Да, конечно, точность резки еще можно повысить (и я со временем это сделаю). Зато теперь я могу резать детали БЫСТРО, многократно быстрее и точнее, чем вручную, даже с использование шаблонов. Экономия времени и сил колоссальная. Решение заморачиваться с постройкой станка было верным, и итоговый результат стоит потраченных времени и средств (я уже не говорю о полученном в процессе постройки опыте).
P.S. Для тех кому интересна данная тема вот здесь есть еще пара видео на тему данного станка:
Устройство блока управления:
Полный обзор станка и комментарии об опыте его двухмесячной эксплуатации
Метки: чпу, станок плазменной резки
Комментарии 78
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Хороший станок получился! Тоже сделал три года назад фрезер чпу 3,5*2 м. Теперь озадачился постройкой чпу плазмы. Поэтому вопрос: Что хотел бы поменять на сегодняшний день? Так сказать работа над ошибками. Просто хотел взять за основу Вашу модельку(подход очень понравился) и хотел уточнить все ли устраивает, особенно размеры рабочего поля.

Вообще эта конструкция через 3-4 месяца после начала эксплуатации была серьезно переделана. В первую очередь отказался от стальной профильной трубы в качестве направляющих. Посмотрите, чуть позже в блоге есть записи о модернизации этого станка. Для хоббийного станка, на котором учишься, стальной профиль — это неплохое решение, но для ежедневного использования на производстве (а у нас он работает именно так) оно не годится.
Второе, что было сделано — это отказ от китайского источника плазмы в пользу Hypertherm PMX 65. Надо было, конечно, брать 105-й или хотя бы 85-й, но все уперлось в бюджет. Вместе с источником заменил и блок автоматического контроля высоты (егоровский заменил на Purelogic). Hypertherm потребляет больше воздуха, и потребовался более производительный компрессор.
С тех пор никаких глобальных доработок больше не делалось.
Главное, что хотелось бы поменять на сегодня — это размер рабочего поля, потому что возможность положить лист 3000х1500 дает значительную экономию материала при серийном производстве. Но я сильно ограничен пространством мастерской, и 1500х1000 — это максимум, что я могу себе позволить на сегодня.
Второй принципиальный момент — глубина "ванны", куда наливается вода. Ее нужно делать раза в три глубже, т.е. примерно 120-150мм или даже все 200мм. При долгой интенсивной работе, особенно если резать толщины типа 12мм, будет очень много шлака и отходов — под них нужно место.
Также немного поменял бы конструкцию самого поддона, чтобы упростить слив воды в конце рабочей смены. И сделал бы слив из трубы 1.25" или даже 1.5" — чтобы быстрее опустошать ванну.
Третий момент, который хочется поменять — это увеличить жесткость станины. Портал весит довольно привычно, и при резке на больших скоростях, когда горелка резко тормозит и меняет направление, на станину передается приличный импульс, и по столу идет приличная вибрация. Не то, чтобы это катастрофически сказывалось на чистоте работы станке, но мне бы хотелось от этой вибрации уйти. На мой взгляд, столу нужно чуть больше жесткости.
И еще мне очень не хватает индуктивного поиска поверхности. Механический поиск (нажимом) слегка прогибает тонкие листы (от 3мм и меньше), в результате чего высота поджига дуги и рабочая высота резки устанавливается некорректно — это влияет на качество резки.
Огромное спасибо за развернутый ответ! Цена на Hypertherm реально конская, наверно он "вылит" из цельного куска золота. Молодцы, вложено много! Мне такой не потянуть(не по деньгам а просто нет необходимости, так как такой загрузки как у Вас- не будет). Но не вкладывая в производство- не будет результата. А какой именно блок у Purelogic посоветовали бы, исходя из своего опыта? Резать в основном буду от 2-8мм. на малых скоростях. Но так как являюсь перфекционистом, даже эту малость хочется делать на отлично. У меня резак Aurora AIRHOLD 45 26928. NEMA23 без редукторов не тянули? Еще раз спасибо!
Я брал блок THC1 — он наиболее универсален и полностью интегрируется с софтом Pumotix (от Mach3 я отказался при первой возможности), который я использую для управления станком. Огромным плюсом является возможность программного управления этим блоком прямо из G-кода и автоматической подстройки эталонного напряжения дуги под высоту резки и износ расходников.
NEMA23 без редукторов прекрасно справлялись, но редуктора дали очень хорошую плавность хода (никакой микрошаговый режим с этим не сравнится) и, главное, возможность гораздо быстрее разгонять и тормозить портал — это важно при резке отверстий и контуров, где траектория движения горелки резко меняет свое направление. Шаговые двигатели никогда не набирают скорость и не тормозят мгновенно — нужно время. Чем тяжелее портал и слабее двигатели, тем сложнее разогнать всю систему быстро. Редукторы решают эту проблему.
Hypertherm своих денег стоит, другое дело, что не всегда есть возможность такие деньги заплатить. У него много особенностей, которых нет у бюджетных китайских источников: пневмоподжиг, автоматическое поддержание оптимального давления воздуха, интерфейс обратной связи со станком, длительный срок жизни расходников (и большой ассортимент расходников для разных задач — и для обычной резки, и специально для тонкого металла). А главное, у него все заявленные характеристики честные — если написано, что может резать определенную толщину с определенной скоростью и заданным п/в, значит так и будет. И чистота реза будет идеальной. Большой плюс — это готовые технологические карты: открываешь книжечку, находишь в таблице параметры резки, соответствующие нужной толщине металла, и можно быть уверенным, что все будет резаться с пристойным качеством. Сколько я времени потратил, сколько материала и расходников извел со своим "китайцем", чтобы заставить его резать чисто… а потом просто подключил Hypertherm и с первых сантиметров получил желаемый результат, да еще и с вдвое более высокой скоростью (это к вопросу о заявляемых китайскими производителями характеристиках оборудования).
Помимо Hypertherm, конечно, есть и другие достойные производители, которые дешевле. Та же Cebora, например, или Helvi. Но я с ними не работал, поэтому ничего конкретного про них сказать не могу.
С вашим аппаратом главную проблему вижу в горелке — ручную горелку очень сложно корректно закрепить на оси Z. Главное требование — абсолютная перпендикулярность к поверхности рабочего стола. Если этого не добиться, края детали всегда будут скошены в одну сторону, а расходники будут преждевременно изнашиваться, потому что один край сопла из-за наклона всегда прогорает быстрее. Из-за этого и дуга будет расфокусироваться, что приведет к снижению качества реза. Вторая проблема — это малая скорость резки. 40А для 8мм стали это уже не грани приемлемой производительности. Резка на малой скорости означает, что даже простые контуры будут резаться медленнее, а дуга гореть дольше. Больше время горения дуги — быстрее износ, чаще замена. Я на своем "китайце" сопла за неделю работы десятками менял. Отчасти из-за высокой нагрузки на них, отчасти из-за того, что не получалось оптимальный режим работы подобрать — технологических карт к таким аппаратам никто не пишет.
Станок с ЧПУ на Ардуино
«Что такое Arduino», — вопрос, который рано или поздно задает себе каждый начинающий специалист по ЧПУ-станкам. В этой статье мы подробно объясняем сущность и предназначение «Ардуино», а также объясняем принцип сборки станка на базе этой платформы.
Читайте нашу статью и узнайте больше о том, как собрать станок с ЧПУ своими руками на основе Arduino.
Содержание
Что такое Arduino
Программная часть состоит из бесплатной программной оболочки (IDE) для написания программ, их компиляции и программирования аппаратуры.
Аппаратная часть представляет собой набор смонтированных печатных плат, продающихся как официальным производителем, так и сторонними производителями. Полностью открытая архитектура системы позволяет свободно копировать или дополнять линейку продукции Arduino.
Чаще всего термин «Ардуино» используют для обозначения контроллера с собственным процессором и памятью. Arduino пользуются большой популярностью среди начинающих инженеров и опытных энтузиастов, из-за низкой цены и простоты настройки.
Открытая архитектура плат Arduino позволяет проектировать микроконтроллеры людям с минимальным знанием электротехники. Существенным достоинством можно назвать и доступные в Интернете схемы и коды, созданные для различных типов станков.
К числу самых популярных у инженеров контроллеров Arduino принадлежат UNI, R3, Mega 2560 и Nano.
Подбор электроники
После приобретения Arduino, на неё необходимо установить программное обеспечение, написанное на языке C++. Именно на этом этапе проявляется важное достоинство платформы — доступность готовых решений в Интернете. Существуют готовые библиотеки, а функции, классы и операторы многократно описаны, поэтому учиться программировать для Arduino можно сразу на практике.
Что нужно для создания фрезерного станка на Ардуино своими руками
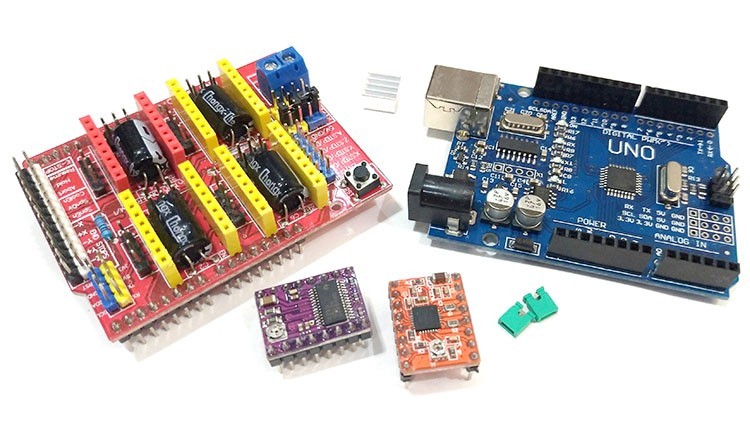
Для самостоятельного создания фрезерного станка с ЧПУ рекомендуется приобрести проверенный комплект электроники и оборудования:
- Контроллер Arduino;
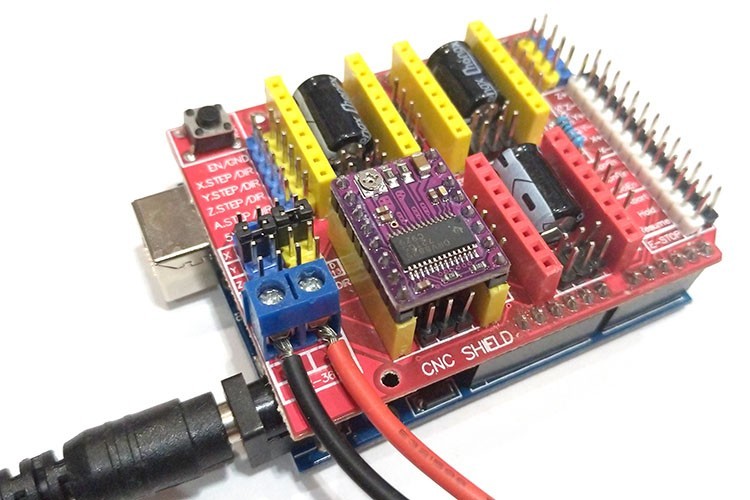
- Плату расширения CNC Shield v3 / v4;
- Драйверы DRV8825 / A4988;
- 4-контактные шаговые двигатели (по 2 на каждую ось);
- Блоки питания для двигателей;
- Необходимый рабочий инструмент.
Для загрузки на плату прошивки потребуется компьютер и USB-кабель. Также для соединения всех электрических элементов станка необходим электрокабель.

Для сборки корпуса станка необходимы такие материалы:
- Фанерные листы (размер зависит от габаритов проектируемого станка);
- Резьбовые валы;
- Стальные стержни;
- Шариковые подшипники;
- Болты и гайки;
- Втулки из нейлона (капролона, фторопласта) и металлические втулки.
Станок с ЧПУ своими руками на базе Arduino: пошаговая инструкция
Сборка своими руками станка на платформе «Ардуино» — задача относительно простая, благодаря унификации всех элементов электрической схемы.
Этапы выполнения проекта:
- Подключить к Arduino шилд;
- Распараллелить с помощью CNC Shield шаговые двигатели — напротив соответствующей оси установить 2 джампера;
- Настроить ток драйверов для моторов, для полного шага;
- Настроить микрошаг моторов;
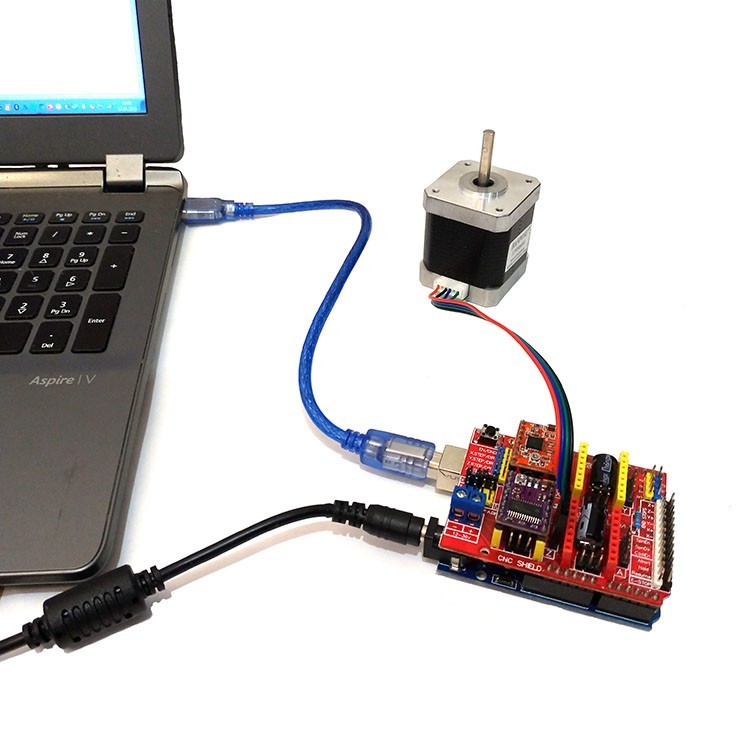
- Подключить питание и соединить плату с компьютером;
- Подключить к цепи шаговые двигатели через 4-контактных разъема Dupont;
- Загрузить прошивку GRBL для Arduino;
- После проверки работы системы, все элементы установить на опорную раму.
При самостоятельной сборке ЧПУ-станка следует помнить, что от качественной сборки механических компонентов зависит безотказность и точность его работы. Проектировать основание станка следует с учетом размеров рабочего стола и мощности инструмента. Чем мощнее установленное оборудование и крупнее станок, тем мощнее должен быть корпус.

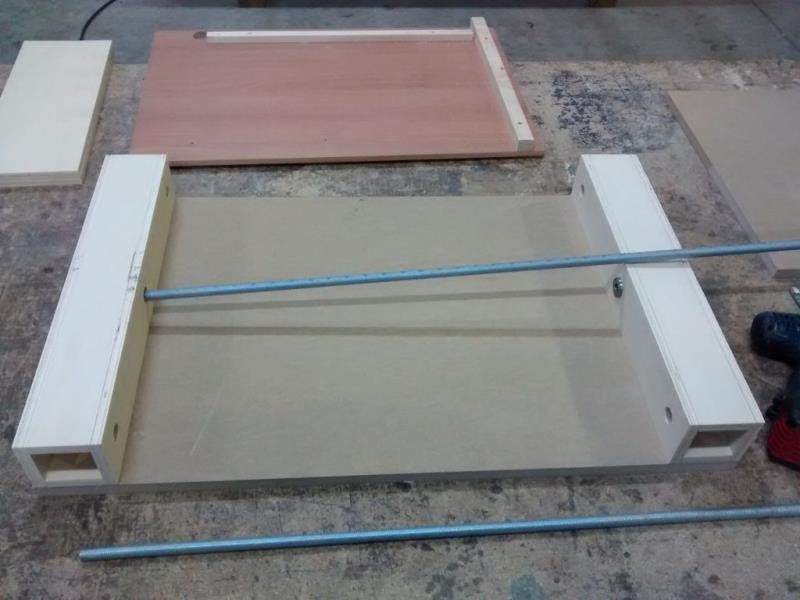
Работа начинается со сборки основания и направляющих оси X. К цельному основанию крепятся деревянные балки. В крайних высверлены или фрезерованы пазы, в расположенных в центре — просверлены отверстия. Через отверстия с упором в пазы проходят стальные валы, которые служат направляющими оси Х. Через продольную ось станка проходит резьбовой вал, который обеспечивает перемещение стола вдоль оси Х.

Затем необходимо установить ось Y. Конструктивно ось Y напоминает ось Х. Разница заключается в том, что ось Y размещается на подвижном столе. Заключительная часть сборки механической составляющей — размещение элементов оси Z, которая отвечает за вертикальное перемещение рабочего инструмента. На данном этапе важно установить вал и направляющие строго вертикально и обеспечить прочность конструкции, чтобы ось Z с инструментом не расшаталась со временем от вибрации.

Второй этап сборки — подключение Arduino, драйверов и установка шаговых двигателей. Для каждого мотора предназначен один драйвер, к каждому драйверу надо подвести питание. Выбор драйверов обусловлен силой тока в амперах, необходимой для обеспечения работы шаговых двигателей. Соединение драйверов, моторов и Arduino происходит по такой схеме:
- Полюса A+, A-, B+, B- соответствуют катушкам моторов;
- CLK+ (Clock) — к Arduino, к пину step (шаг);
- CW+ (Clock Wise) — к пину direction (направление);
- CLK- и CW — к пину GND;
- EN+ и EN- остаются неподключенными.

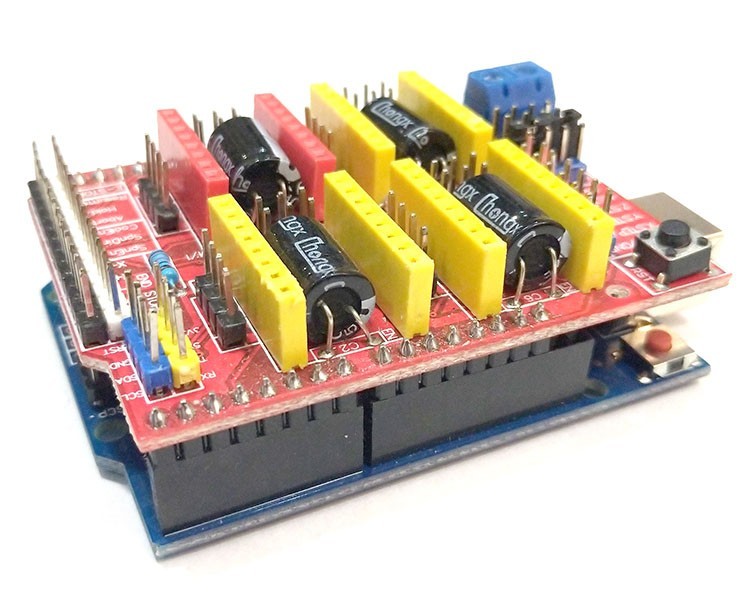
Для чего нужны шилды
Добавление в схему шилдов, таких как CNC Sheild v3 или v4, расширяет возможности ЧПУ-станка. К Arduino можно одновременно подключить несколько шилдов, для выполнения разных задач. Основные функции оборудования:
- Обеспечение автономной от компьютера работы;
- Подключение и вывод информации на периферийные устройства;
- Параллельное управление несколькими моторами;
- Подключение к Wi-Fi или мобильным сетям.
Как сделать станок для выжигания на различных материалах
Станок с ЧПУ для выжигания отличается от фрезера только рабочим инструментом. Вместо шпинделя с фрезой используется нихромовая нить, разогретая до высокой температуры. Собрать такой станок еще проще, чем фрезерный, поскольку вместо вращающейся фрезы используется неподвижный нагреваемый элемент.
Пиропринтер — выжигатель с ЧПУ, — подходит для решения задач в образовании, штучном и мелкосерийном производстве художественных и ремесленных изделий, декорировании элементов мебели и галантереи. Устройство аппарата обеспечивает более высокий уровень безопасности, чем фрезер. Если провести соответствующую настройку электроники, управлять пиропринтером можно с ноутбука, без LPT-соединения.
Преимущества использования Arduino при создании ЧПУ-станков своими руками
Построение станка с ЧПУ на базе Arduino обладает несколькими ценными преимуществами:
- Низкая цена платы;
- Минимальные требования к квалификации, поэтому подходит для начинающих специалистов;
- Совместимость с различными операционными системами.
Проектирование и самостоятельная сборка станка с ЧПУ на базе Arduino позволяет сэкономить большое количество средств, если цель — создание аппарата для бытовых нужд или изучение на практике устройства подобных станков.
Для использования в профессиональных целях лучше подойдет станок заводского производства, с досконально известными характеристиками и предсказуемостью работы, на гарантии.
Купите станок с ЧПУ в Top 3D Shop, если вам необходим профессиональный точный станок с большой рабочей областью.
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции - далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.

Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
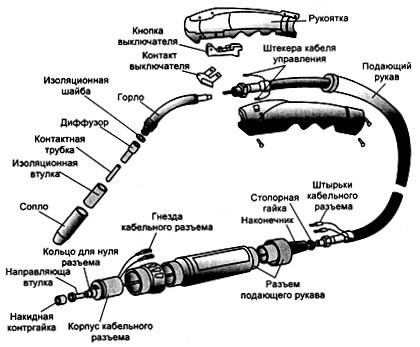
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.

Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
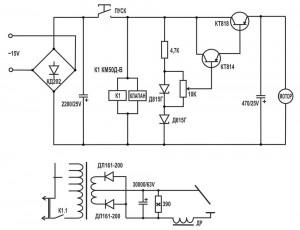
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
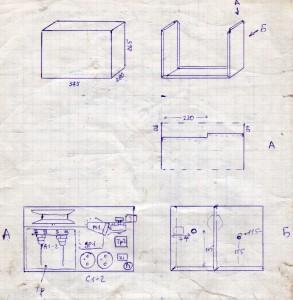
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Читайте также: