Сварка чугуна электродом в домашних условиях
Обновлено: 16.05.2024
Популярность чугуна очень велика. Но именно по этой причине постоянно приходится заниматься его сваркой электродами. Существует ряд тонкостей и нюансов, от которых зависит качество выполнения этой процедуры.
Особенности и сложности
Разговор про сварку чугуна электродами стоит начать с характеристики этого материала. От стали он отличается содержанием большого количества углерода. Такая добавка позволяет существенно увеличить твердость материала, однако его однородность оказывается под вопросом. Чугун не просто порист – включения углерода нарушают нормальную кристаллическую решетку. Точки такого нарушения подвержены образованию сильных механических напряжений, и потому плохо поддаются свариванию.
Чтобы хотя бы отчасти решить эту проблему, нужно применять тщательно подбираемые присадки. Стоит учесть, что существует большое количество марок чугуна. Не на все из них даже есть проработанная сварочная документация. Опытным сварщикам обычно удается подобрать оптимальные электроды и режимы, ориентируясь на цвет излома, его механическое состояние. А вот в домашних условиях сварка чугунных изделий является подобием лотереи.


Способы
В подавляющем большинстве случаев чугун сваривают при предварительном разогреве. Именно работа в горячем состоянии наиболее эффективна и дает качественный результат в сравнительно короткий срок. Штатная технология подразумевает нагрев до 600-650 градусов. При полугорячей методике металл согревают только до 300-350 градусов Цельсия. Иногда практикуют и так называемый холодный режим, который вовсе исключает предварительный нагрев.
«Холодная» методика редко позволяет добиться хорошего результата. Однако ее все равно используют довольно широко. Подобное решение привлекательно для начинающих сварщиков из-за простоты и легкости процедур. Для работы применяют электроды особого ряда, содержащие заметное количество никеля либо меди. Иногда используют даже электроды, в которых есть обе такие добавки.
Маркировка электродов
Марки сварочных электродов говорят о трех важнейших вещах:
- химический состав;
- целевое применение;
- серия продукта.
Когда изделие обозначено как МНЧ-2, можно не сомневаться, что это медно-никелевый (МН) электрод 2-й марки. Подобная серия содержит и ряд аналогичных изделий. Однако их состав может заметно отличаться. Маркировка может быть, впрочем, куда изощреннее.



Рассмотрим модель Э46-ЛЭЗС-УД-Е431 (3) РЦ13. Символы Э46 показывают, что сопротивление разрыву составляет 46 кг на 1 мм2. Вторая составляющая марки сокращенно показывает бренд производителя. Последние цифры в маркировке обозначают диаметр инструмента. Сокращение «УД» говорит о том, что электроды можно использовать для работы с углеродистыми и слаболегированными сталями. А буквы «РЦ» показывают наличие толстого рутилово-целлюлозного покрытия.
Специалисты отмечают, что чугунные коллекторы следует сваривать при помощи ЦЧ-4. Их толщина составляет от 3 до 5 мм. Работа возможна при нижнем расположении деталей. В зависимости от толщины электрода используют силу тока:



Обычным делом для сваривания самых разных чугунных деталей можно считать МНЧ-4. Полученные с использованием такого электрода швы очень хороши. Дополнительно принимают во внимание вариант обмазки и толщину инструмента. Кроме перечисленных марок электродов, могут использоваться и другие приспособления. Горячую сварку чугуна обычно ведут при помощи ЦЧ-4.
Если же металл разогревают слабо, рекомендуют применять ОК 92.18. На такой инструмент разрешается подавать и постоянный и переменный ток. Используя же ЦЧ-4 для холодной сварки чугуна (такое тоже возможно), требуется подавать электричество обратной полярности. Другим важным требованием будет нижнее размещение обрабатываемых деталей. Основная часть сварщиков отдает предпочтение электродам с маркировкой, закрепленной в ГОСТ 2671.



В большинстве таких изделий присутствует меловое покрытие. Однако у ОМЧ-1 и некоторых других разновидностей используют покрытие специального образца. Иногда применяют также:
- электроды на угольной основе;
- УОНИ и АНО (сделанные из стали);
- электроды с чугунным стержнем.
Варить тонкий чугун в холодном состоянии рекомендуется при помощи ОЗЧ-6. Такой инструмент отлично проявляет себя, если детали поставлены вертикально либо находятся в нижнем положении. Для ответственных деталей правильнее использовать МНЧ-2. Этот тип электродов поможет устранить дефекты, появившиеся в ходе отливки металла. Он же применяется и в наплавочных работах.
Можно легко создать прочный и надежный шов. Работа выполняется как в нижнем, так и в вертикальном положении. Некоторые опытные сварщики и вовсе работают в потолочном положении. Специалисты рекомендуют применять токи обратной полярности. Иногда наплавка чугуна без предварительного нагрева производится с помощью ОЗЖН-1.
Данный тип электродов пригоден даже для серьезных работ, когда есть крупные дефекты. Можно будет с их помощью наплавить значительный объем металла. Предпочтительны вертикальное и нижнее расположения деталей. Технологи подчеркивают необходимость использовать постоянный ток с обратной полярностью.
В последнюю очередь стоит упомянуть инструмент ОЗЧ-2, который тоже изредка применяют в холодной сварке чугуна.


Если возникает необходимость сваривать чугун со сталью, рекомендовано использование ЦЧ-4. Такой электрод применяют и по холодной, и по горячей схеме. Он обеспечивает наплавку 1 или 2-х слоев металла, оперативное устранение дефектов. Оптимальна работа в нижнем положении. Специалисты отмечают, что для ЦЧ-4 идеально подходит ток обратной полярности.
Ficast NiFe K берут, если нужно сваривать деталь из разносортной стали с чугунным изделием. Выбор технологического положения неограничен. Можно получить крепкий шов без трещин и обеспечить легкую обработку. Похожими параметрами отличается и Zeller 855. Эти типы электродов подходят даже для работы с неочищенными изделиями, ржавыми кромками, необязательно удалять и пятна от машинного масла.


Отдельно стоит упомянуть такие популярные иностранные модели, как:
- UTP 86 FN;
- Capilla 41, 43, 44;
- разнообразные угольные электроды от Team Binzel;
- Nickel-333N Unitor;
- Amerarc Ni 99;
- ОК NiFe-Cl-A;
- Oerlikon Monel.
Технология
Рассмотрим технологические особенности сварки чугуна электродами.
Подготовка
При работе с чугуном в домашних условиях именно подготовительному этапу стоит уделить максимум внимания. От него зависит, не появятся ли дефекты в дальнейшем. Трещины внутри металла отличаются глубиной и весьма тонкой структурой. Их нужно разделывать как можно глубже. Практикуется разделка в варианте:
- вырубки;
- шлифовальных работ;
- дуговой строжки;
- кислородной подготовки;
- термической резки.
Независимо от конкретного варианта, разделывают трещины на 5-6 мм шире их границ. Выходить на поверхность нужно плавно. Глубина разделки сквозной трещины на 1-2 мм меньше, чем толщина обрабатываемого изделия. Если работают с глухой трещиной, глубина разделки должна быть больше ее нижней точки залегания на те же 1-2 мм.
Рекомендация: приготовить надежные подходящие тиски заранее будет очень полезно в большинстве случаев.
Разделанные трещины засверливают на концах. Если это почему-либо невозможно, их полностью вырезают, а концы скругляют. На кромках толстых деталей готовят скосы под углом 45 градусов, при этом следят, чтобы сами кромки не имели острых углов. Обязательна очистка поверхности перед началом работы, иначе никакой выбор режимов не поможет. Внимание: если обычные механические и термические способы очистки не помогают, придется использовать газовую горелку.
Процесс
Горячая сварка чугуна практикуется главным образом в промышленных условиях. Дома почти невозможно прогреть его до 600-650 градусов Цельсия. Проблемы могут возникнуть и с обеспечением пожарной безопасности.
Важно: в любом случае нагрев должен идти равномерно. Если основная часть изделия и шов нагреты резко неоднородно, весьма вероятно появление разломов.
Сварка чугуна инвертором с плавящимся электродом обычно производится в холодном режиме. В этом случае применяют инструмент с содержанием меди либо никеля. При использовании ЦЧ-4 диаметром 3 мм нужно подавать ток на 65-80 А. Если используется электрод сечением 4 мм, силу тока увеличивают до 90-120 А. Пятимиллиметровые инструменты прогревают током от 130 до 150 А. Для ОЗЧ-2 эти показатели составляют соответственно 90-110, 120-140 и 160-190 А.
Разумеется, есть еще целый ряд технологических тонкостей и нюансов. Непрерывный шов можно делать длиной не более 3-5 см. Категорически следует избегать перерывов при работе – их делают только в самых критических случаях. Варить чугун, если не указано другое в конкретном случае, надо только на обратной полярности.
Отдельно стоит рассказать про обработку ковкого чугуна. Его электродуговая сварка возможна различными способами, в том числе с использованием разнообразных электродов. Стальной инструмент можно применять только в том случае, когда потом будет проводиться дополнительный отжиг. Отказ от такой процедуры вызовет избыточную хрупкость шва и сильно ухудшит качество готового изделия. Гораздо практичнее поэтому использовать латунные либо медно-никелевые электроды, снимающие проблему дополнительной обработки.
Довольно широкое распространение получили сварочные инструменты с медным стержнем сечением от 3 до 6 мм. Снаружи используется оборачивание тонкой жестью и нанесение дополнительного покрытия. Периодически применяют даже медные трубки с сердечниками из железа. Если работать правильно и аккуратно, можно сформировать отличные швы такими электродами. Но надо понимать, что есть риск образования пор, особенно на границе чугуна с наплавленным металлом.
Сократить пористость поможет грамотный подбор флюсов. В качестве флюса иногда применяют просто пережженную буру. Для покрытия используют мел с включением той же буры.
Варить чугун на полуавтоматах надо с проволокой марок:
Иногда применяют также и порошковую проволоку. Силу тока всегда делают меньше, чем при сварке стали. В околошовной области температура не должна подниматься выше 80 градусов Цельсия. После любого прохода, пока металл не успел остыть, делают «проковку» валика. Шпильки с резьбой можно расставить в шахматном порядке по краям свариваемых деталей.
В следующем видео представлен мастер-класс по сварке чугуна электродами.
Как грамотно заварить чугун электросваркой

Когда нужно приварить две стальные детали друг к другу, то домашний мастер сразу принимается за работу. Другое дело, если вопрос идет о чугуне. Тут без предварительной подготовки не обойдешься. Далее разбираемся, как заварить чугун – рассмотрим все особенности сварки этого металла электродами в домашних условиях.
Особенности сварки чугуна
Сразу необходимо оговориться, что не любой чугун можно заварить. Дело в том, что этот металл состоит из сплава железа с углеродом. А последнего содержится аж целых 2,14%. Именно это обстоятельство и мешает качественному соединению.
Весь чугун делят на белый и серый. У первого на изломе виден белый цвет. А углерод в нем метастабилен и проявляется в виде цементита. Это обстоятельство выступает решающим в отношении обработки этого металла. Сварка совершенно невозможна. А из-за повышенной хрупкости, разрешается только шлифовка.
На изломе у серого чугуна проступает серебристый оттенок. Углерод в нем перешел в стабильную фазу и проявляется в виде графита. И это состояние позволяет проводить сварочные работы. Остается определиться, чем варить чугун и как.
Железо с большим количеством стабильного углерода в виде графита сваривать можно и даже нужно. Ведь необходимо же проводить ремонт деталей из чугуна, на которых образовались дефекты. Но характеристики у металла настолько специфические, что при работе с ним не избежать серьезных трудностей.
Вот список того, с чем можно столкнуться при сварке чугуна:
- Если при работе чугун слишком быстро охлаждается, то его поверхность из серой превращается в белую. Со всеми вытекающими последствиями.
- При неправильном выборе режима температур в районе шва появляются трещины из-за перекалки сплава.
- Если не бороться с активным выделением газа, то шов покроется порами.
- Формированию шва мешает высокая текучесть чугуна.
- Если в зоне сварки позволить окисляться кремнию, то это приведет к появлению непроваренных участков.
Но учитывая все трудности, были разработаны технологии, позволяющие получать предельно качественные швы на поверхности чугуна. Необходимо только правильно подобрать метод воздействия на металл. А также провести предварительную подготовку и придерживаться всех нюансов методики.
Способы сварки чугуна
Для получения добротного шва на чугун воздействуют двумя способами. Существует такое понятие, как горячая сварка. Для нее необходимо прогреть металл до 650 °C. Такой температурный режим позволяет избежать появления трещин в районе шва.
Но такие температуры возможно получить только в промышленных цехах. Поэтому в домашних условиях применяют полугорячую сварку. И чугун греют только до плюс 350 °C. В обоих случаях необходимо следить, чтобы температура шва и остальной поверхности повышалась равномерно. А самые большие проблемы связаны с правильным охлаждением металла.
Но все домашние умельцы практикуют второй способ, который называют сваркой по-холодному. Для него нет необходимости греть заготовку. А всю работу выполняют только специальными электродами. Но этого для качественного шва мало. Прежде нужно грамотно подготовить поверхность, а при сварке строго придерживаться технологической карты.
Видео описание
В этом видео наглядно о том, как варить чугун электросваркой:

Подготовка
Место будущей сварки тщательно зачищается. Для этого лучше взять болгарку с лепестковым кругом. При этом нужно следить, чтобы все кромки не имели острых углов. У рабочей поверхности должна быть только сферическая форма.
Далее необходимо провести обезжиривание. Для этого подойдет любой бензин или растворитель. Главное обеспечить полную нейтрализацию окисленного металла.
Отдельно нужно сказать о шпильках. Они являются опорными элементами и часто применяются для создания качественного соединения. Например, если нужно заварить трещину на поверхности чугунной детали, то после зачистки, на ее концах высверливаются отверстия. В них вставляются стальные шпильки.
Размер элемента имеет строгий регламент. Его диаметр не может быть больше 40 % от толщины чугунной поверхности. Выступать над плоскостью шпилька должна не более, чем 4-6 мм. А их количество ограничивается размерами трещины. Ведь расстояние между двумя шпильками не должно превышать шести их диаметров.
После подготовки поверхности, прежде, чем сваривать чугун, уделяют внимание выбору электродов. Обычные (для стали) проделают еще большую дыру. Поэтому необходимы только те, которые имеют правильное напыление, позволяющее в нужном русле воздействовать на прихотливый чугун.
Подойдут электроды, содержащие медь, хром или никель. И самые распространенные из них: ЦЧ-4, ОЗЧ-2, ОЗЖН-1 и МНЧ-2. Причем нужно проследить, чтобы их диаметр не отклонялся от 3 мм.

Процесс сварки
Когда куплены все расходные материалы, будет полезным прочитать инструкции на упаковках. Там указываются полезные сведения. От режима использования до необходимого количества электродов на определенный размер шва.
А для сварки по-холодному в домашних условиях есть основные правила:
- Выбирается обратная полярность подключения.
- Сварочный аппарат ставится на минимальную мощность.
- Не нужно делать непрерывный шов длиннее 5 см.
- Чтобы металл не перегревался, перерывы в работе делают, как можно чаще.
- Первый слой, а также последний обязательно проковывают молотком, но с самым малым усилием.
Разберем, как варить чугун на конкретных примерах.
По шпилькам
Шпильки устанавливаются в подготовленные отверстия. Электродом, слой за слоем, вокруг каждого вспомогательного элемента наваривается металл. В конце концом шпилька полностью закрывается наплавом.
Чтобы не превышать температуру поверхности свыше 80 °C, делаются перерывы. А лучше комбинировать их с переходами между шпильками. Немного отработав на одной, на время ее оставляют и переходят к следующей. Так и двигаются по кругу с небольшими паузами.
Когда все шпильки скрываются под наплавами, делается завершающий шов. Он соединяет весь наваренный металл между собой.
Многослойный
Проверяются фаски. Они должны быть сферической формы, без острых выступов. Двигаясь от одного края к другому, наплавляется первый шов. Пока он не остыл, его в легкую проковывают молотком. Затем ему дают остыть.
Если возможно, деталь переворачивают на другую сторону. С тыла наносится аналогичный слой металла, который также проковывается. Деталь возвращается в исходное положение, и уже теперь слой за слоем, наплавами закрывается весь дефект. Не забывая легонько проковывать каждый наваренный шов, а также делать перерывы, чтобы не перегреть металл.
В этом видеоролике показано, чем заварить чугун:

Коротко о главном
Если появилась трещина на чугунной детали, а дома есть доступ к инвертору, то можно считать, что одна треть дела сделана. Остается правильно подобрать электроды и выбрать один из способов ремонта.
Будет ли шов накладываться на шпильки или наплавляться слой за слоем, существенной разницы не играет. Главное строго соблюдать технологию и не дать металлу перегреться. И если все условия соблюдены, то домашний ремонт ничем не уступит, сделанному в мастерской.
Как заварить чугун электросваркой в домашних условиях
Чугун широко применяется в различных областях человеческой деятельности. Из него делается множество бытовых изделий, в т. ч. сантехническое оборудование. Монтаж и ремонт металлоконструкций требует надежного соединения, для чего используются различные технологии. Сварка чугуна электродом является одним из самых популярных способов, но для ее качественного проведения необходимо знание особенностей процесса.
Что такое чугун
Как и сталь, чугун представляет собой сплав железа с углеродом, но содержание последнего компонента в его составе превышает 2,14 % и может доходить до 6,65 %. Кроме того, отмечаются примеси в виде кремния, марганца, серы и фосфора, а также легирующие добавки (хром, никель, магний и т. п.). Металл обладает высокой прочностью, но повышенное содержание углерода приводит к низкой пластичности и отсутствию ковкости. Из-за этого чугун сложно сваривать.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома.
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.

Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом.
Чугун можно заваривать несколькими способами, и важно правильно выбрать оптимальный вариант.
Технология и способы сварки
Выделяется 3 основных способа сварки чугуна в зависимости от предварительного нагрева:
- Горячий метод. Перед сваркой детали нагреваются до 600-680 °С, что повышает пластичность металла и снижает риск растрескивания. Такая техника идеально подходит для производственных условий, где имеются специальные печи. В доме подобный нагрев обеспечить крайне сложно, да и опасно.
- Полугорячая технология. Металл предварительно нагревается до 320-360 °С. Разогрев производится специальными фенами. В домашних условиях способ осуществить трудно, но при наличии отдельной мастерской можно провести процесс.
- Холодная сварка. Это наиболее распространенная методика для работ дома. Предварительный разогрев не производится или не превышает 60–80 °С. При этом способе придется учитывать все сложности работы с чугуном.
При выборе метода необходимо учитывать безопасность, тип металла и наличие необходимого оборудования.
Особенности сварки в домашних условиях инвертором
Для электросварки в домашних условиях можно использовать обычный инвертор или специальный домашний полуавтомат. Наиболее распространенный способ — холодная сварка электродами, когда в качестве источника тока используется инвертор. При подключении аппарата устанавливается обратная полярность. Он включается на минимальную мощность для данного типа электрода. Сварка производится короткими швами длиной 40–50 мм.
Применяется 2 способа обеспечения прочности сварного шва:
- Сварка со шпильками. Как правило, используются стальные шпильки диаметром до 0,4 толщины чугунной заготовки. Они вставляются в просверленные по краям отверстия. Вылет их не превышает 4–5 мм, а шаг установки — до 5 диаметров. На начальном этапе выступающая часть обваривается вокруг, а расплав заполняет шов. Затем, металл проваривается от шпильки к шпильке, формируя кольцевой шов. Постепенно вся поверхность в месте соединения должна равномерно заполниться наплавляемым металлом.
- Многослойная сварка. После тщательной подготовки кромок заготовок и формирования фасок, детали стыкуется и начинается послойное формирование сварного шва. После нанесение первого слоя осуществляется его тщательная проковка молотком. Затем, процедура повторяется со вторым слоем, и т. д. Если должны вариться плоские заготовки, то после наложения каждого слоя детали переворачиваются и слой накладывается на обратной стороне.
Справка! При проведении сварки важно помнить о том, что перегревать металл нельзя, а поэтому необходимы частые остановки процесса.
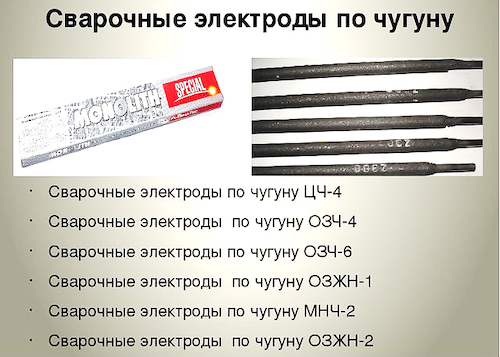
Правильный выбор электродов для сварки чугуна
Для сварки чугуна могут использоваться разные электроды:
- МНЧ2. Это универсальный электрод, который можно использовать практически для всех типов чугуна. Его можно применять для соединения заготовок и направки металла для заполнения трещин, и иных дефектов. Применяется только с инверторами постоянного тока и обратной полярности. Ориентация электродов в пространстве не ограничивается.
- ОЗЧ2. Эти электроды подходят для серого и ковкого типа чугуна. Их можно использовать при холодном методе. Важно помнить, что они применяются в нижнем и вертикальном положении.
- ЦЧК. Можно использовать в холодной и горячей технологии, но только в нижнем положении. Возможно применение в аппаратах переменного тока, но на максимально высоком напряжении.
- ОЗЖН1. Электрод применяется только при холодной сварке серого и высокопрочного чугуна. С его помощью можно варить массивные детали. Положение при работе — нижнее или вертикальное.
- ОК9218. Электроды можно применять только при нагреве заготовок. Возможно применение источников постоянного и переменного тока, но они очень чувствительны к правильности установки режимов.
Маркировка электродов дает нужную информация Буква «Ч» указывает на исключительное применение для чугуна, а «Н» и «М» — на наличие в их составе никеля и меди, соответственно. Выбор электродов определяется маркой чугуна. При проведении наплавки сварке массивных изделий рекомендуются электроды с обмазкой.

Выбор силы тока в зависимости от марки электрода.
Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому качество сварки зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
Образование пластинчатого графита в сером чугуне, который при растягивающих напряжениях вызывает появление холодных трещин.
Нарушение температурных режимов (перегрев и слишком быстрое охлаждение) ведет к образованию горячих трещин.
Быстрая кристаллизация приводит к образованию пор в сварном шве за счет выделения водорода, азота, водяного пара, оксида углерода.
Чрезмерный нагрев металла, чаще всего, приводит к появлению дефектов. Расплав просто вытекает из сварочной ванны при слишком длительном процессе. Своевременные остановки позволяют избежать перегрева.
Важно! Основная причина дефектов — несоблюдение режима сварки и неправильный выбор электродов.
Исправление ошибок
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
Техника безопасности
При проведении сварки в домашних условиях необходимо соблюдать правила техники безопасности:
- обязательная проверка технического состояния аппарата, применение только стандартного оборудования;
- использование обязательных средств индивидуальной защиты: маска сварщика, защитные очки, плотная одежда, закрывающая все участки тела;
- хорошая вентиляция рабочей зоны;
- наличие рядом огнетушителя и аптечки со средствами от ожогов;
- достаточное освещение рабочей зоны.
Если сварку проводит человек с недостаточным опытом, то необходимо присутствие помощника или наблюдателя. Необходимо предусмотреть все меры от непредвиденных ситуаций.
Чугун считается трудносвариваемым металлом, но большинство марок, используемых в быту, поддаются сварке в домашних условиях. Качественное соединение обеспечивает сварка электродами с применением инвертора. Для этого необходимо соблюдать режимы и правильно подбирать расходные материалы.
Сварка чугуна электродом в домашних условиях
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия. Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях. Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
Специфические качества чугуна
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким. Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета. Следует учитывать и другие факторы. Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.

Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.
Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.

Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.
На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов. Температура нагрева не должна превышать 80 С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке. В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ. Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 350 С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы. Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью. Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно. Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм. В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:
Читайте также: