Сварка чугуна со сталью аргоном
Обновлено: 18.05.2024
Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. В этом деле поможет сварка аргоном. Узнайте обо всех тонкостях.

Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна

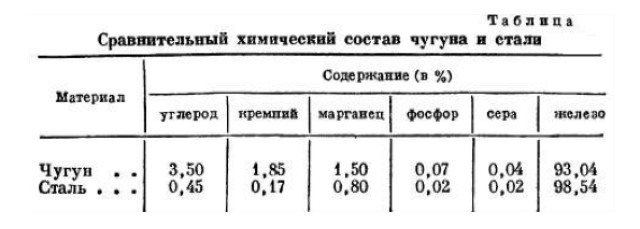
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
- высокая скорость охлаждения, приводящая к появлению слоя «белого» чугуна, который не поддается какой-либо обработке;
- образование пор в процессе сварки за счет выгорания углерода и образования смеси СО;
- низкая пластичность материала — верная предпосылка к появлению трещин.
Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
Зону сварки материала необходимо подготавливать тщательнее, чем сталь. Категорически запрещено взаимодействие поверхности с маслом, поскольку оно внедрится глубоко и вероятность вывести его обратно снизится до нуля.
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий

Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения. Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.
Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.
Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы

Даже точное следование приведенному выше плану не гарантирует, что вы получите ожидаемый эффект. Далее — несколько рекомендаций от опытных сварщиков:
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Сварка чугуна в домашних условиях
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов: холодным и горячим методом.

Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала

Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита). Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки

Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ

Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.

Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов. Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию. Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.

Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
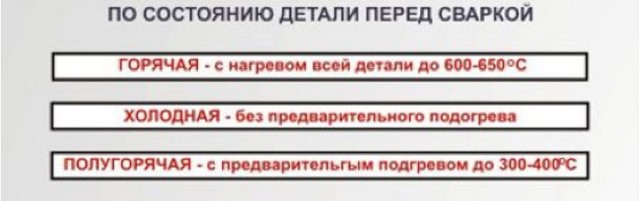
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
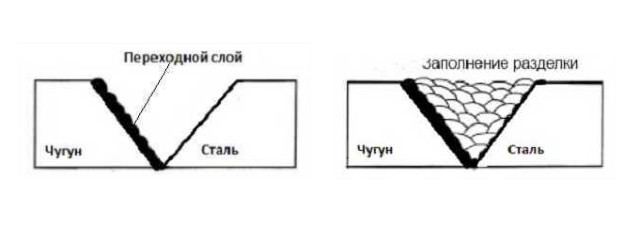
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
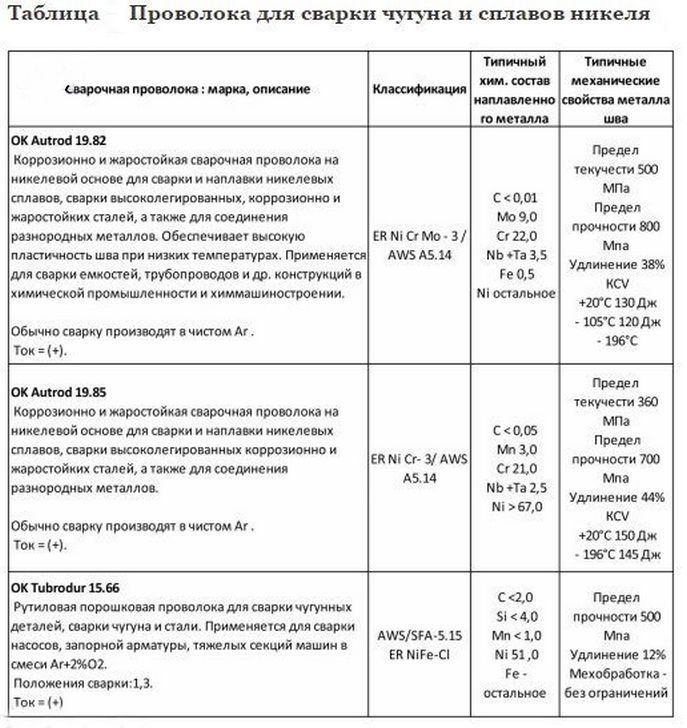
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как варить чугун аргоном? Применяемая присадка (проволока)
Всегда в домашнем хозяйстве найдется чугунное изделие. Будь то бытовая утварь или деталь автомобиля.
Сварка чугуна аргоном актуальна для реставрации треснувшей вещицы или отвалившегося куска хрупкого металла. Ремонт обойдется в разы дешевле, чем покупка новой детали. Которую бывает ещё и не найти!
Сварочные аппараты не дорогие и каждый домашний мастер может купить понравившийся прибор.
Для сварки чугуна применяют постоянный ток, но лучше приобретать универсальный аппарат с функцией переключения подачи тока. К примеру, алюминий варится на переменном токе. Особой разницы между аппаратами нет, выбор делается по индивидуальному вкусу мастера.
Аргонная сварка чугуна требует наличие припоя — прутки железо-никелевые и из кремнистой, олявинистой, алюминиевой бронзы. Хотя бронза больше подходит для пайки, чем сварки. Таблица с характеристиками проволоки.
Некоторые умельцы в кустарных условиях используют одну нержавеющую проволоку, нержавеющую присадку с обмотанной медной проволокой или отбитые от обмазки стержни электродов по чугуну.
На некоторых форумах советуют в качестве присадки применять чугунные поршневые кольца.
Любой присадочный материал, перед работой рекомендуется очистить, протереть салфеткой пропитанной ацетоном.
Чугун содержит много углерода, что мешает качественному соединению.

В трудоемкость процесса входит:
- склонность материала к образованию трещин;
- появление каленых структур при термической обработке;
- образование пор;
- тонкостенный материал лопается от перегрева.
Хоть чугун и мягкий материал, но его тяжело обрабатывать, быстро садится инструмент.
Виды чугуна
По структурному составу материал делится на белые и серые.

- Белые — твердые и хрупкие, не свариваются. Обрабатываются только шлифованием.
- Серые, к ним также относится ковкий и высокопрочный чугуны. Хорошо обрабатываются и подлежат сварке.
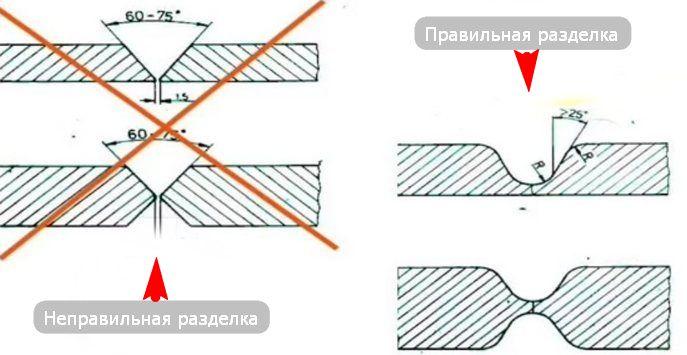
Разделка кромок
Зачищать и обезжиривать чугунные детали в основном не надо. Требуется только разделка кромок, которые можно снимать всеми доступными способами:
- наждаком;
- болгаркой;
- напильником.
Учтите — нельзя оставлять острые кромки. Острота убирается болгаркой.
Как варить чугун аргоном
Технология мало чем отличается от других соединений. Крепко фиксируем заготовку в нескольких точках. Берем в руки горелку и присадочный материал. Присадка подается под углом 20-30 градусов. Расстояние между соплом и деталью 3-10 мм.
Варим аргонно дуговой сваркой короткими швами 2-3 см и проковываем. Оборвали дугу и пока шов красный, стучим часто, но несильно. Шов должен сминаться, а звук от стука быть глухим. Если металл звенит и молоток отскакивает, то проковка останавливается.
Вес молотка до 1,2 кг, а боек — закругленного типа.
Некоторые типы чугуна свариваются без предварительного прогрева (на холодную), а другие виды нуждаются в дополнительном нагреве. Всё познается на практике.
Для автоматов выпускается специальная проволока для сварки чугуна. Имеет маркировку:
- ПП-АНЧ-1 — для мелких трещин (без подогрева);
- ПП-АНЧ-2 — для толстых изделий (с подогревом и без);
- ПП-АНЧ-3 — для соединений всех размеров (подогрев до высокой температуры).
Видео:
P.S. Мы рассмотрели, чем варить и как происходит сварка чугуна аргоном. В процессе практики вы поймете, что аргонная сварка чугуна не имеет никаких преимуществ перед другими видами соединений. Результат неплохой, но сложность присутствует, трудозатраты и цена выше.
Вывод: аргоный метод хороший, но не основной для соединения чугунных изделий.
Читайте также: