Сварка двух швеллеров в двутавр
Обновлено: 23.04.2024
Форумчане, с наступающим!
В проекте площадки для людей в качестве основы для деревянного настила (полубрус 80ммх200мм) использованы в качестве горизонтальных балок двутавр широкополочный 20Ш1 с W=275см3. Двутавр длиной 4,5м, опирается по краям на бетонные стены шириной по 30см каждая.
В наличии сего в Карпатах к сожалению нет.
Вопрос: возможна ли замена данного двутавра двумя швеллерами №20 (W=152см3 -каждый) или №22 , соединенных между собой вертикальными стенками как двутавр и не сваркой (ввиду невозможности проведения таких работ в горах), а болтами?
Если сжатый пояс балки конструктивно надежно закреплен от смещений в горизонтальной плоскости, то можно. Если не раскреплен, то нужно считать.
Замена возможна. Но нужно проверить балку составным сечением из двух швеллеров. В результате расчёта не обязательно получится та же высота сечения, что и заменяемого двутавра
Инженер по канатным дорогам
Видел одну конструкцию у австрийцев - два швеллера соединялись между собой болтами 8.8. Вместе, где находились отверстия на одном из швеллеров были приварены платики 100х100х10мм, которые обеспечивали зазор между двумя швеллерами.И нагрузку они держали (как было видно по чертежам до 500 кг/м2).
В принципе все понятно - обеспечить от горизонтального смещения балки.Но так , как говорится на скорую руку- обеспечивается Wу не ниже 275см3?
В принципе все понятно - обеспечить от горизонтального смещения балки.Но так , как говорится на скорую руку- обеспечивается Wу не ниже 275см3?
Лыжник, вы бы схему нарисовали, а то можно не понять друг друга.
Если у вас просто произойдет замена двутавровой балки на 2 балки из швеллеров, то привинчивать их друг к другу нет необходимости. Из вашего описания не понятно как прогоны на балку опираются, вы же просто описываете задачу как в учебнике по сопромату. При простом расчете составной балки на изгиб (без учета ее кручения) не имеет значения соединены ваши швеллеры (или двутавры) между собой или нет.
Вы между сдвинутыми вплотную друг к другу стенками швеллеров только коррозию в итоге получите. Вы лучше раздвиньте швеллеры миллиметров на 100, чтобы покрасить и осматривать их было можно в дальнейшем. Главное - надежно соединить балки с прогонами настила и этим обеспечить их устойчивость от опрокидывания при изгибе.
Я порою удивляюсь таким вопросам . просто берется СНиП и считается . Ну соответственно тот кто знает тот и посчитает , а для других проблема
Лыжник не специалист в этих вопросах и просит о помощи. Он же пишет, что является инженером по канатным дорогам, а не инженером-строителем с большим опытом проектирования.
Лыжник, на форуме всего не объяснишь, может вам лучше нанять грамотного специалиста на месте? Все таки Карпаты - это не Северный полюс, у вас есть и люди грамотные в строительном деле, и техника, и строительные материалы при желании можно доставить.
Спасибо огромное за интерес к теме.
Прогоны сплошные - назовем их полы( с учетом перехода на двойной швеллер по типу двутавр и расстояния между ними не мнее 20мм, соединены между собой пластинами на сварке) будем крепить к балке сквозными болтами с шайбами.
Спасибо всем форумчанам, кто помог советом и Leonid555 за поддержку - благодаря форумчанам просчитал все в Каркасе 4.1.
Что касается Карпат - проблема в том, что целый месяц ребята ездили по металлобазам и не нашли ничего.
На базах даже не знают - что это 20Ш1. А заказывать с Запорожья или Днепропетровска слишком дорого - очень мал объем материала - 90 пог. метров.
Лыжник
От части я не соглашусь с Вашим высказыванием в мой адрес, скажу честно такие задачи решаются на зачете по металлическим конструкциям (по крайне мере в нашей Академии), это чистой воды сопромат+знания по металлу. А как у Вас написано . "Инженер по канатным дорогам" . то Вы прошли стандартный курс в ВТУЗе. Или я ошибаюсь?
Уважаемый Хаос- форум создан не для выяснения -кто-есть - кто, а для помощи - это первое.
Высшее учебное заведения я окончил 18 лет назад - это два.
Если я задал вопрос компетентно и ребята на него ответили - значит я в чем-то засомневался, пусть это будет даже элементарный вопрос - это три.
И четвертое - я сталкивался со специалистами высокого класса, когда просил рассчитать элементарный фундамент под опору - они мне выдавали в результате галиматью - и я им не говорил, что это элементарно, на первом курсе считается, а просто разъяснял, как все работает.
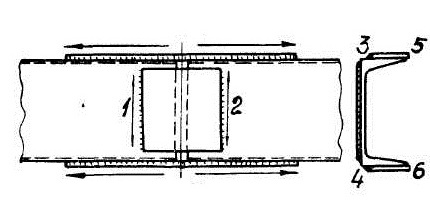
Как правильно сварить два швеллера полками друг к другу?
Есть задача сварить два швеллера 18П полками внутрь, чтобы получился прямоугольник в разрезе. Это будет подстропильная срединная балка. Также надо сварить два швеллера 12П тоже полками внутрь - тоже подстропильная срединная балка.
Вопрос в том, как правильно это сделать? Сварщик я начинающий, хотя варю уже довольно хорошо, но не знаю, как сделать именно эту работу. Нужно ли держать швеллеры на расстоянии 3 мм, чтобы в этот промежуток наплавлять электрод 3 мм, при этом, думаю, надо соединить швеллеры с помощью струбцин, да? Сколько надо струбцин на 6 м швеллера 18П? Видимо, надо также делать прихватки, чтобы металл не "повело" от нагрева. Делать прихватки надо сразу по всей длине и с обеих сторон или как-то по-другому? Понимаю, что сплошной шов не нужен. Тогда какой длины должны быть швы и промежутки между ними?
Какие еще нюансы?
Подскажите, кто знает, пожалуйста.
Лично я думаю, что как раз нужен.
3 мм много. Да и вообще промежутка не надо. Просто прижать струбцинами и варить. Как варить - не знаю. Как то накладывают не подряд, а с перерывами. Сварил 150мм пропустил 150, потом вернулся когда это место остыло снова на те 150. Но это я так. сам не умею варить . Я когда то варил 2 12-ых швелера в коробку. Где то пол метра шва наложил. Когда струбцину отпустил - шов благополучно треснул по всей длине. Больше мне варить не давали
Всегда закладываю в проекты такие вещи (коробчатое сечение балок в виде сваренных швелелров с параллельными полками) под небольшие нагрузки в целях экономии металла, с прерывистым швом (ибо поведет прокат и смысла под небольшие нагрузки по всей длине варить нет). Стыкую прокат без зазора. Катет шва не менее 6 мм.
Pavel_MO, если Вы делаете по проекту - то в нем должен быть указан тип сварного шва в соответствии с ГОСТ. От этой информации и отталкивайтесь.
конструктор, смею надеяться, что инженер
моя имха - сварка по поконцам полок швеллера НЕ РАБОЧАЯ в некоторых случаях, поясняю почему - швеллер с уклоном полок по ГОСТ - какая толщина полки в том месте где вы будете варить? очччень тонкая. Да будет нести какую то нагрузку, фиг знает сколько (количество) и сколько (время). Всегда швеллера соединяю накладками по полкам.
Продажа навыков и умений
Если брать с точки зрения расчетной, то сваривать можно через 40 радшусов инерции швеллера, для обеспечения устойчивости сжатого пояса. Длина шва 6 см. Хотя в проектах всегда писал 100 мм через 300.
по нормам положено варить сплошным швом а не прерывистым
В СНиП есть пункт, что замкнутые профили должны быть герметизированы.
Сварка обратно ступенчатым способом либо с шагом 100/200, и варить с середины. А сплошняком варить будеш его винтом загнет и сабля будет..вообщем брак.
Учитель младших классов, вечный студент, самый генеральный конструктор.
Сложить аккуратненько впритык, в центре сварить миллиметров 10, по краям тоже. Перевернуть и повторить с другой стороны.
Теперь посваривать от центра опять миллиметров по 10 с шагом 200-300 мм.,только не всю длину сразу с одной стороны. а поворачивая.
Когда вся балка сшита, можно поварить , но по кускам , как кто то писал. Миллиметров по 100, то с дной, то с другой стороны и не подряд, а вразброс, чтоб не было нагретого участка балки. Ток надо подобрать чтоб не было подрезов и наплыва, так прогревать, чтоб проплавить стык. Можно отрезать два куска и потренироваться, заглядывая внутрь.
Варить надо электродами УОНИ. АНО хрупкие. Варить из расчета, что все швы потом пройти повторно, но опять обязательно вразброс и поворачивая..
В итоге, как писано выше , должен быть шов по 100 мм через 100 или 200. Если торцы свободны - ни о какой герметизации можно не говорить.
Электоды только надо прокалить, а то замучаетесь. И шов будет неаккуратный.
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
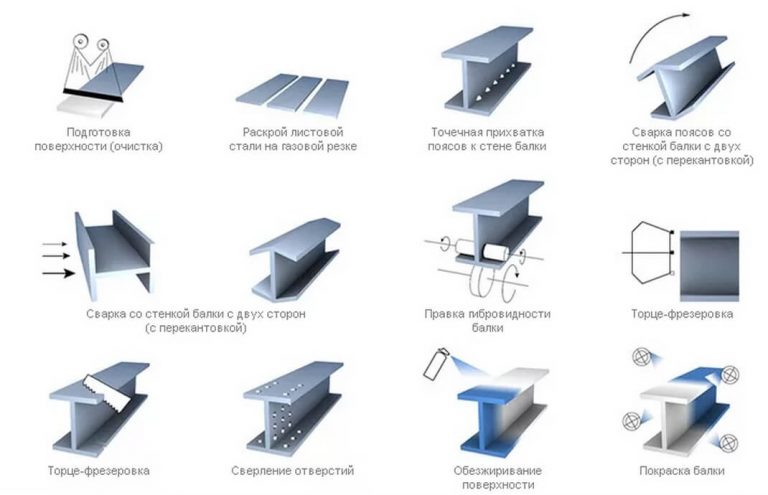
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве; – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
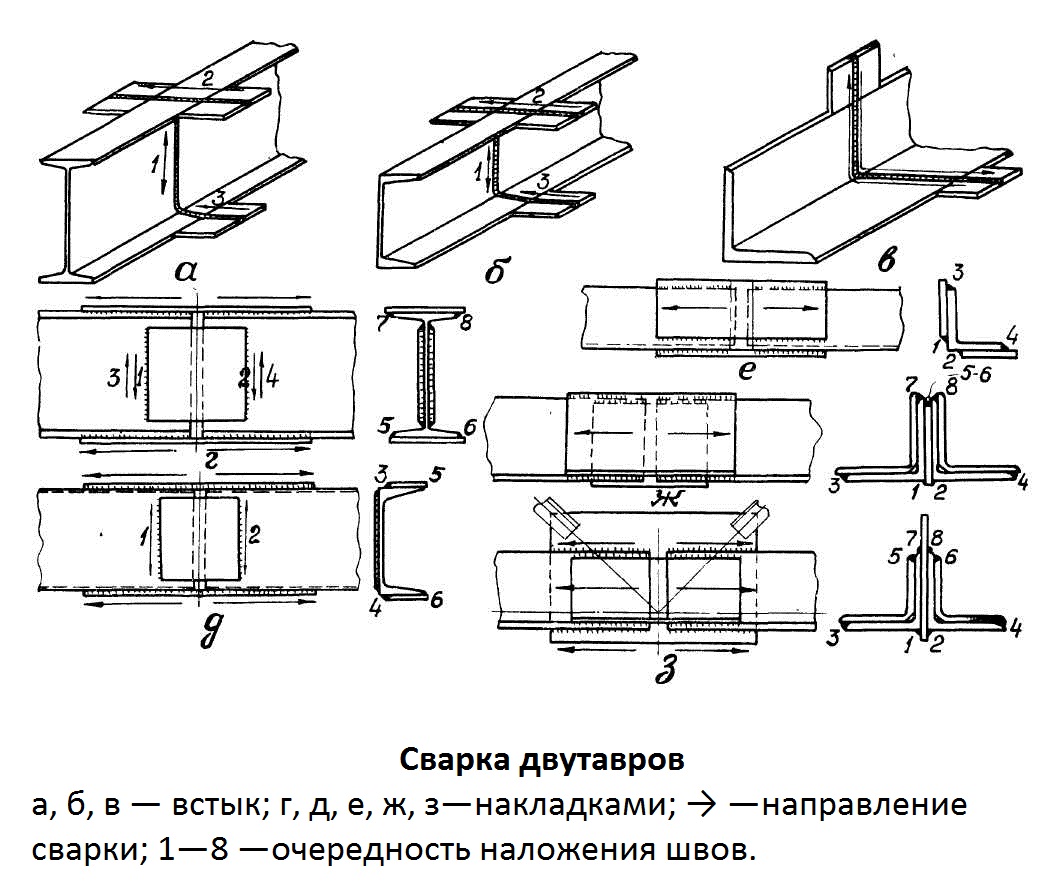
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
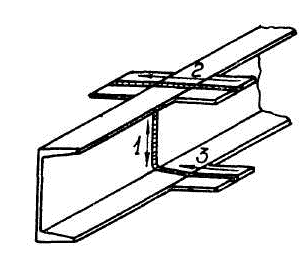
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Сварка двух швеллеров между собой
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.

Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
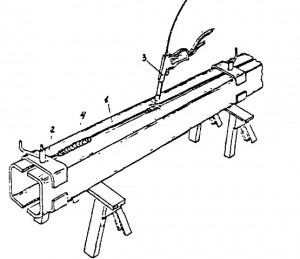
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
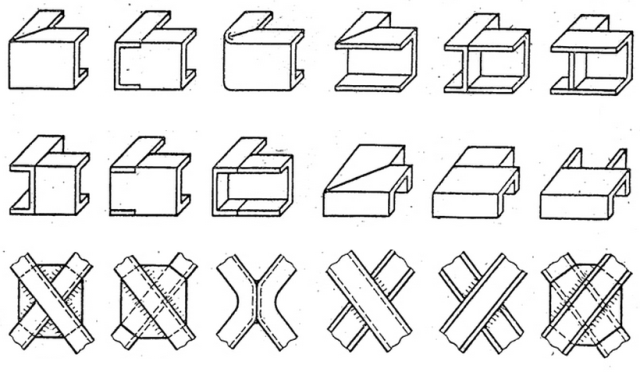
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Читайте также: