Сварка электродами с целлюлозным покрытием
Обновлено: 28.09.2024
Ручная дуговая сварка покрытыми электродами – самый широко распространенный вид сварки. Многообразие электродов можно классифицировать по их покрытию.
Обозначение целлюлозного покрытия электродов:
Ц/С - ГОСТ 9466‐75/ISO(международное обозначение).
Состав рутил-целлюлозного покрытия:
электродная целлюлоза – 40-45% (целлюлозо-бумажные волокна, травяная мука);
шлакообразующие (в малом количестве)- рутил, титановый концентрат, силикаты, тальк, марганцевая руда, гематит. Добавляемый ранее асбест – запрещен;
раскислитель сварочной ванны – ферромарганец;
связующее вещество – натриевое/натриево-калиевое жидкое стекло.
Сгорая, целлюлоза и органика выделяет много защитных газов, но кроме этого – много водорода и оксида углерода, кислорода – мало.
При сварке начинается восстановление кремния, т.к. атмосфера сварочной дуги – слабоокислительная. Для того, чтобы подавить восстановление кремния, вводят марганцевую руду/гематит.
Технологические преимущества и особенности целлюлозных электродов:
можно производить сварку почти во всех положениях, а так же и в труднодоступных местах;
хорошая газовая защита металла;
высокая скорость проведения работ (до 25 м/час);
мало шлака из-за небольшой толщины покрытия. Корневой шов - без пор и зашлаковок;
шлак просто удаляется, даже при сварке многослойных швов;
высокая проплавляющая способность основного материала;
стабильная дуга при постоянном и переменном токе обратной/прямой полярности. Лучше использовать ток прямой полярности - это увеличивает проплавляющее действие дуги, уменьшает возможность возникновения подрезов, исключает образование вытянутой полой поры в обратном валике;
используются для сварки магистральных трубопроводов и металлоконструкций при их монтаже. Равномерно формирует плавный валик с противоположной стороны шва. Это исключает необходимость подварки шва изнутри.
Недостатки электродов с целлюлозным видом покрытия:
грубочешуйчатая плоскость швов;
склонность к небольшим подрезам по кромкам (в виде трещин). Для их устранения корневые швы обрабатываются абразивными дисками;
значительное разбрызгивание металла (до 15%); (Слыхали кода нибудь треск при сварке электродами и брызги летят во все стороны - это целюлоза сгорает ), а так же могут влиять и другие факторы.
большое содержание диффузионно-подвижного водорода в зоне шва. Большое количество водорода содействует появлению горячих и холодных трещин в свариваемом металле.
Противопоказания:
нельзя выполнять сварку закаливающихся сталей с большим количеством углерода и легирующих элементов;
при прокаливании нельзя перегревать электроды.
Особенности подготовки электродов
Прокаливают электроды при температуре = 120º-130ºС. При такой температуре сохраняется часть влаги в покрытии и повышается его окисление. При этих условиях состав направляемого металла: С
Если долго прокаливать электроды при t>170°C, то покрытие потеряет много связанной влаги. Результат:
- Окислительный потенциал снизится, кремневосстановительный процесс будет происходить более интенсивно.
- Науглероживание наплавленного металла будет больше - за счет восстановления углерода марганцем или железом из его оксида CO.
Металл шва
Содержание кислорода в металле швов мало = 0,05-0,06%. В металле швов присутствуют, в основном, мелкодисперсные включения оксидов кремния, т.к. содержание марганца недостаточно, а кремния повышено.
Пластические свойства наплавляемого металла, особенно ударная вязкость – весьма посредственны.
Металл, наплавленный целлюлозными электродами, по хим.составу соответствует полуспокойной или спокойной стали.
Сварка трубопроводов:
сварка корневого шва неповоротных стыков трубопроводов выполняется методом опирания сверху – вниз. В свариваемых кромках устраивается технологическое окно – отверстие, диаметр которого = ø электрода;
при сварке трубопроводов из низколегированных сталей повышенной прочности целлюлозные электроды используются только для провара корневых швов;
для сварки труб диаметром ≥ 530 мм (толщина стенки >7 мм) при сварке корневого слоя шва целлюлозными электродами - используют электрод ø = 4,0 мм;
угол наклона электрода – близок к 90º для образования технологического окна круглой формы;
придерживаться скорости сварки = 14-18 м/час, чтобы избедать прожогов и формировать валик шва над технологическим окном;
чтобы предотвратить влияние водорода на образование холодных трещин перед сваркой целлюлозными электродами подогревают кромки до 100-200ºС;
после сварки корневого слоя (не позже, чем через 5 мин.) выполняется “горячий проход” (нанесение 2-го слоя на еще не остывший первый (100ºС), температура между слоями поддерживается ~ 60-80ºС.
Правильно произведенный “горячий проход” позволяет выплавить шлак из открытых после шлифовки карманов.
Особенности сварочных электродов с целлюлозным покрытием
Покрытие сварочных электродов необходимо, чтобы шов получился качественным и имел нужные свойства. Оно защищает соединение от окисления, возникновения пор и трещин.

Обмазка состоит из нескольких компонентов, имеющих вид порошка и соединенных с помощью связывающих веществ.
Существует несколько видов обмазок. Мы будем рассматривать характеристики и состав целлюлозного покрытия.
Состав и примеры целлюлозных электродов
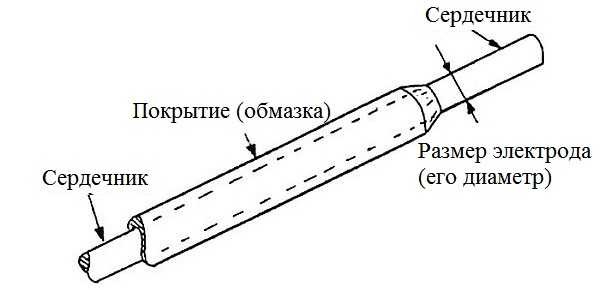
Электрод представляет собой стержень на который нанесено особое покрытие. Его функцией является защита сварочной ванны от попадания соединений и излишних вкраплений. Изоляция рабочей зоны позволяет сделать соединение надежным, прочным и устойчивым к различным нагрузкам.
В составе целлюлозного покрытия имеются:
- Органические соединения — около 50%. Прежде всего это целлюлоза, мука и крахмал. Именно эти компоненты обеспечивают газовую защиту.
- Рутиловый концентрат.
- Мрамор, карбонаты и алюмосиликаты обеспечивают образование шлаковой корки при сварке.
- В зависимости от изготовителя, в составе покрытия могут быть металлические порошки и ферросплавы.
Механические свойства полученного при наплавке металла соответствуют ГОСТу Э45 — 50.
Давайте рассмотрим несколько моделей электродов подобного типа, чтобы составить более детальное представление об их свойствах.
ВСЦ-4М
Стержни применяются для проставления корневого шва и горячего прохода стыков труб. С их помощью варятся стали с небольшим содержанием углерода и легирующих компонентов, чья прочность равна 590 МПа.
Электроды позволяют создать шов, стойкий к образованию пор. Перед работой прутки рекомендуется прокалить при 60°С в течение часа.
Электроды применяются при работе с тонкими конструкциями и изделиями до 3 мм толщиной и прочностью до 410 МПа. Сварка ими производится на постоянном или переменном токе.
Преимуществом модели является возможность выполнять работы по окисленным поверхностям. Обладают небольшой проплавляемостью, поэтому использовать их можно только с тонким материалом.
Изделия применяются для работы с углеродистыми сталями с небольшим уровнем легирования и прочностью до 451 МПа. Шов при этом получается пластичным и имеет хорошую ударную вязкость.
Электроды используются при сварке в сложных монтажных условиях. Ими удобно выполнять потолочные и вертикальные соединения. Допускается использование как переменного, так и постоянного тока.
Перед работой необходимо выполнять прокалку в течение часа при t около 110°С. Сварка выполняется короткой или средней дугой.
Плюсы и минусы целлюлозных электродов
Положительными особенностями стержней являются:
- Широкое применение. Сварка допускается в любом положении, что дает возможность подобраться к разным местам и выполнить монтаж любой сложности.
- Высокая скорость работы. В час можно сделать до 25 м. шва.
- Хорошая проварка шва.
- Металл полностью защищен от водорода и кислорода.
- Легкая отделяемость шлака.
Среди недостатков нужно отметить следующее:
- На поверхности швов образуется грубая чешуя. Из-за этого приходится обрабатывать их шлифовкой.
- При сгорании может образовываться большое количество водорода, который может попасть в шов и стать причиной образования трещин.
- Во время работы наблюдается сильное разбрызгивание металла — около 15%.
- Перед работой нужно всегда выполнять прокалку.
Где применяются электроды?
Целлюлозное покрытие полезно при работе с низколегированными сталями. Благодаря небольшому диаметру, их можно использовать при любом монтаже. Чаще всего их применяют при сборке трубопроводов.
Основное преимущество обмазки такого типа, по сравнению с другими покрытиями — это легкое зажигание дуги и ее стабильное горение. Электроды могут работать как от постоянного, так и от переменного тока, однако для лучшей проварки лучше использовать постоянный ток. В этом случае в соединении не будет подрезов или пор.
При работе подобными стержнями нужно помнить:
- Целлюлозное покрытие не подходит для сваривания закаливающихся сталей, с большим содержанием углерода и легирующих компонентов.
- При подготовке электродов, температура и время прокалки должны точно соответствовать тем параметрам, которые изготовитель указал на упаковке.
Сильно перегревать электроды нельзя. После просушки в них должно оставаться порядка 3-4% влаги.При превышении температуры прокалки, во время сварки в металле будет скапливаться большое количество углерода.
На этом видео можно увидеть процесс сварки целлюлозными электродами:
Заключение
Сварочные электроды с целлюлозным покрытием применяются в условиях сложного монтажа сталей с небольшим содержанием углерода и низким уровнем легирования. Они имеют отличные сварные свойства и очень удобны в работе. Благодаря стабильности дуги, даже неопытные сварщики справятся с работой.
Покрытие сварочных электродов — особенности и виды
Электроды для сварки представляют собой стержень, защищенный специальным покрытием. Его также называют обмазкой. Покрытие сварочных электродов выполняет роль барьера между сварочной зоной и воздухом. Оно исключает окислительный процесс. Обмазка применяется для всех типов электродов, работающих как с черными, так и с цветными металлами и сплавами.

Назначение покрытия
Главная задача обмазки (верхней части электрода) — это защита металла во время сварки. Окисление, возникающее при взаимодействии с воздухом, отрицательно сказывается на качестве соединения. Шов становится непрочным. В нем могут образовывать трещины и поры, из-за чего он просто разрушится.
Покрытие работает таким образом. Во время сварки на каплях электродного металла образуется шлаковая оболочка. При движении дуги вдоль расплавленной поверхности, шов покрывается шлаковой коркой, защищающей его от внешних воздействий.
Шлаковая корка замедляет остывание металла и снижает скорость его застывания. Благодаря этому из него выходят деструктивные включения, снижающие прочность шва. Защитное напыление стержней состоит из большого количества защитных элементов. Основными компонентами являются концентрат титана и каолин.
Обмазка выполняет несколько очень важных функций:
- Защита дуги и сварочной ванны от имеющихся в воздухе кислорода, азота и водорода. Защита состоит из 2 уровней. Первый — это пары углекислого газа, второй — углеродные окиси, укрывающие рабочую зону и шлаковые образования.
- Обмазка способствует образованию шва без пор, трещин и зашлакованных участков.
Среди других, не менее важных функций, нужно отметить:
- Стабильное горение дуги в различных режимах работы и простое зажигание. Стабильность достигается за счет наличия в покрытии элементов, стойких к ионизации в больших объемах. В результате ионы стабилизируют горение дуги.
- Благодаря ферросплавам из сварочной ванны удаляется кислород, являющийся причиной образования пор. Ферросплавы связываются с кислородом и выводятся в виде испарений.
- Покрытие способствует очистке металла соединения от лишних примесей.
Диаметр и толщина покрытия
Существует огромное количество марок и моделей электродов, рассчитанных на работу с разным материалом. Они учитывают нагрузку и условия, в которых будут находиться сваренные конструкции и изделия.
Электроды имеют 2 значения диаметра: с обмазкой и без. Диаметр прутка очень важен при выборе расходных материалов для предстоящих работ. Как мы знаем, чем толще металл, тем больший диаметр электродов требуется для его сварки.
Исходя из диаметра стержня и толщины металла, выставляется сила тока на аппарате. Необходимо правильно ее подобрать. Если она окажется слишком большой, вы прожжете металл, а если слишком маленькой, то не сможете зажечь дугу.
В большинстве случаев за диаметр принимается величина сердечника вместе с покрытием, поскольку эффективность работы обеспечивается как раз за счет обмазки. Без нее было бы сложно сделать качественное и надежное соединение.
При выборе электродов большое внимание уделяется толщине самой обмазки. Под каждый диаметр сердечника подбирается определенная толщина обмазки. Можно выделить 4 группы электродов, которые отличаются между собой толщиной покрытия:
- тонкие;
- средние;
- толстые;
- особо толстые.
В качественных электродах толщина покрытия варьируется от 0,5 до 2,5 мм. С учетом железного порошка, диаметр составит 3,5 мм, а масса примерно половину от общего веса изделия. Электроды с таким соотношением покрытия и сердечника применяются когда нужно сделать надежное соединение, рассчитанное на большие нагрузки.
У тонких электродов толщина обмазки не превышает 0,3 мм. Оно предназначено для стабилизации горения дуги и не оказывает влияния на качество полученного металла.
Виды покрытия
Давайте подробнее рассмотрим виды обмазок. Всего можно выделить 4 главных типа покрытия, которые наносятся при изготовлении прутков:
- основное — в маркировке обозначается буквой Б;
- кислое — обозначается буквой А;
- целлюлозное — Ц;
- рутиловое — Р.
Покрытие выбирается в зависимости от типа металла, с которым вы собираетесь работать, нагрузки на конструкцию или деталь и т. д. Теперь рассмотрим каждый вид покрытия.
Основное
Покрытие позволяет легко избавляться от кислорода в металле. Шов, выполненный электродом с основным покрытием не будет иметь горячих трещин. Чтобы в соединении не появлялось пор, электроды нужно прокаливать.
Поддерживать стабильное горение с таким покрытием сложно. Поэтому для большинства подобных электродов потребуется постоянный ток обратной полярности.

Основное покрытие подходит для сварки изделий и конструкций, сделанных из закаливающейся стали, в которых могут появляться холодные трещины. Такими электродами выполняется сварка материалов с большим содержанием серы и фосфора.
Стержни с такой обмазкой часто используются при сварке в несколько слоев для конструкций с повышенными требованиями жесткости.
Кислое
Кислое покрытие позволяют почти полностью исключить возможность образования пор в швах. Поэтому стержни с такой обмазкой применяют при сварке ржавых поверхностей. Данное покрытие обеспечивает стабильное горение дуги и ее легкое зажигание.

Такие электроды применяют, когда к конструкциям и деталям предъявлены минимальные требования. Их можно использовать как при постоянном, так и при переменном токе. Среди основных недостатков можно отметить: большие брызги, токсичные испарения, возможность появления горячих трещин.
Целлюлозное
Электроды с таким покрытием отличаются качественным горением дуги. Зачастую их используют с постоянным током. Их применяют при установке корневых швов в трубопроводах, сделанных из стали с небольшим содержанием углерода.

Стержни с данным покрытием используются для односторонней сварки с хорошим проплавлением корневых швов. Ими можно эффективно работать в вертикальном положении.
Целлюлозное покрытие не подходит для работы с металлами с большим содержанием углерода и легирующих компонентов. Также оно плохо переносит большую температуру и дает много брызг во время работы.
Рутиловое
Это очень распространенная обмазка. Она позволяет без проблем варить даже стали со ржавчиной и следами окалины. Шов, образуемый при работе такими электродами, полностью защищен от горячих трещин.
Рутиловое покрытие дает возможность соединять даже загрунтованные поверхности. Шов будет прочным и надежным. Стержни с такой обмазкой дают возможность работать с любым типом тока и обеспечивают стабильную дугу. Брызги во время сварки практически отсутствуют, что экономит материал и защищает сварщика от ожогов. При работе рутиловыми электродами, в швах не появляются поры.
При работе средними и толстыми стержнями, сварка допускается в любом положении. Если свариваемый материал имеет очень большую толщину, его сварку следует проводить в нижнем положении.
Конструкции и изделия, к которым предъявлены требования стойкости к высоким температурам не желательно варить рутиловыми электродами.
Покрытие сварочных электродов напрямую влияет на эффективность работы и качество соединения. Кроме того обмазка определяет функции и назначение электродов.
Покрытия и изделия в целом, создаются в соответствии с правилами ГОСТа, написанными для конкретных сварочных работ и электродов. Стержни с разной обмазкой могут отличаться по цене и параметрам. Это зависит от сферы применения и задач, которые они должны выполнять.

С рутиловым покрытием
Один из самых важных параметров, который определяет характеристики электродов, — это вид их покрытия. Общепризнанным является рутиловое покрытие, дающее несомненные преимущества. Эта продукция является универсальной. Рутиловые расходные элементы можно использовать для сварки деталей, входящих в конструкции ответственного назначения, они применяются для работы с низколегированными сталями и сталями с низким содержанием углерода.
Могут работать с любым видом тока — переменным и постоянным. Рекомендуется работать с короткой дугой, но допустимой является и средняя длина. Этими электродами можно соединять детали, покрытые незначительным слоем грунтовки. Образуемый шов обладает повышенной вязкостью и значительной усталостной прочностью. Его качества сохраняются даже при нагрузках переменного значения. В процессе горения не выделяется вредных веществ.
Увеличению производительности способствует форсированный режим работы. Возможно разное положение в пространстве. Про расходные элементы с рутиловым покрытием также можно сказать, что это лучшие электроды для ручной дуговой сварки. На тип обмазки указывает буква «Р» в обозначении.
ESAB-SVEL ОК 46.00. Работать с этими рутиловыми электродами — это значит получать при этом своеобразное удовольствие. Эти электроды для сварки имеют самый высокий рейтинг среди расходных элементов с рутиловой обмазкой. Они являются детищем шведской — признанным лидером в производстве сварочного оборудования. Их применение является гарантией получения качественного шва.

Являются незаменимыми при соединении тонкостенных деталей. Имеется возможность сваривать ими неочищенный металл. Однако, не рекомендуется сваривать ими легированные стали, поскольку их стержень изготовлен из низкоуглеродистой стали марки СВ-08. Перед использованием необходима прокалка в течение одного часа.
Электроды Lincoln Electric Omnia 46 американского производства обладают рутилово-целлюлозной обмазкой. Получаемый при их использовании шов обладает высокой прочностью. К достоинствам относится легкое отделение шлаковой корки, небольшое разбрызгивание металла, а также возможность сваривания деталей, покрытых ржавчиной. Гибкость полученного шва не сопровождается разрушением поверхности. Легко осуществлять контроль варочной ванны. После окончания сварки не требуется особой зачистки. Имеется сертификат NAKS.

Рутиловые электроды ОЗС-12 используются для работы с деталями из низкоуглеродистой стали. Прочный шов получается с минимальным включением шлака. Из-за повышенной гигроскопичности перед употреблением необходима прокалка.

Огромной популярностью среди сварщиков пользуются электроды Ресанта МР-3. Они вобрали в себя все лучшее, что присуще электродам с рутиловой обмазкой. К достоинствам относится легкость розжига и стабильность горения дуги, а также возможность осуществлять сварку во всех положениях. Возможна работа с поверхностями, которые не удалость полностью освободить от ржавчины. Электроды изготовлены в полном соответствии с требованиями существующих ГОСТов в этой области.
С основным покрытием
При рассмотрении вопроса, какие хорошие электроды для сварки, необходимо особое внимание обратить на электроды с основным покрытием. Они обычно используют при сварке постоянным, а также переменным током. Шов, полученный с их помощью, отличается высокой пластичностью.
Лучшие электроды для сварки, имеющие основное покрытие, это высококачественные изделия от японских производителей KOBELCO LB-52U. Они являются популярными среди профессионалов и любителей. Это самые хорошие электроды для сварки трубопроводов. При их применении гарантирована прочность соединения и его качество. Улучшенные характеристики сварного шва получаются за счет пониженного содержания водорода. Имеется возможность хорошего проплавления металла, что обеспечивает образование ровного шва хорошего внешнего вида.

ESAB УОНИИ 13/55 — это лучшие электроды для сварки конструкций ответственного назначения, которые при эксплуатации подвергаются переменным нагрузкам. Эта марка шведского производителя является востребованной среди российских сварщиков. Электроды выполнены согласно требованиям ГОСТа 2246-70.

В наплавленном металле сведено к минимуму образование трещин. Коэффициент наплавки имеет высокое значение. К плюсам относится высокий предел текучести. Полученный шов обладает стойкостью к различным погодным условиям.
Популярные электроды ЦЛ-11, имеющие основное покрытие, имеют широкое распространение среди сварщиков. Швы получаются устойчивыми к коррозии и пластичными. Высокие эксплуатационные качества включают стойкость к механическим ударам. Электродами ЦЛ-11 можно сваривать детали из нержавеющего металла.

Сильно перегревать электроды нельзя. После просушки в них должно оставаться порядка 3-4% влаги.При превышении температуры прокалки, во время сварки в металле будет скапливаться большое количество углерода.
Назначение и характеристики электродов
Электроды могу применяться не только для соединения металлических или пластмассовых конструкций при монтаже и ремонте, но для резки металла, прорезания круглых или фасонных отверстий, ликвидации таких дефектов, как поры и трещины, для наплавки, делающей шов более прочным. Поэтому, какие электроды хорошие, — это те, которые подходят к конкретному виду работ и используемому материалу.
Помимо назначения использования необходимо учитывать следующие параметры:
- диаметр поперечного сечения;
- вид покрытия;
- материал центрального стержня;
- длина электрода;
- расход электроэнергии при работе;
- величина устанавливаемой силы тока;
- возможность положений при сварке;
- разбрызгивание металла;
- розжиг и стабильность горения дуги;
- особенности техпроцесса;
- необходимость подготовки кромок деталей;
- температура, при которой осуществляется сварка;
- необходимость прокалки перед началом процесса;
- правила хранения.
Важным является разделение электродов на то, являются ли они плавящимися или относятся к неплавящемуся виду. Электроды плавящегося типа находят применение для работы не только со сталью и ее сплавами, но для сварки цветных металлов небольшой и средней толщины. Стержнем неплавящихся электродов служат графит, уголь, вольфрам. Их можно использовать при сварке аргонодуговым методом для соединения деталей из различных материалов, например, таких, как медь, бронза, титан.
Также следует учитывать, кто будет производить сварку — профессионал или новичок в этом деле. Не последним обстоятельством при выборе является бренд производителя, выпускающий данный вид электродов. Существующий рейтинг электродов поможет определиться с правильным выбором расходных элементов. В любом случае необходимо приобретать качественные электроды сварочные.
С целлюлозным покрытием
Хорошие электроды, имеющие целлюлозное покрытие, — Кратон J422. К достоинствам относится пониженное образование пор и трещин. Высокой является прочность получаемого шва. Даже при деформации поверхности не происходит его осыпание. Большой диапазон диаметров позволяет сваривать изделия разной толщины. Работать этими электродами можно в различных положениях в пространстве.

Электроды могут успешно использоваться для обработки корневых швов при сварке трубопроводов, а также при проведении сварочных работ в труднодоступных местах.
Среди электродов с целлюлозным покрытием можно отметить ESAB Pipeweld 6010 Plus. Страна-производитель — Швеция. Областью применения является сварка корневых проходов трубопроводов из углеродистой стали. Прокалка перед началом сварочного процесса не является обязательной.
Читайте также: