Сварка емкостей для нефтепродуктов
Обновлено: 16.05.2024
Требования настоящего раздела распространяются на сварку конструкций резервуаров при изготовлении и монтаже.
18.1.1. Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик и геометрических параметров, а также по предельным размерам и видам дефектов, допускаемых настоящим Стандартом.
18.1.2. Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом (процедурами), в котором должны быть предусмотрены:
- требования к форме и подготовке кромок деталей, подлежащих сварке;
- способы и режимы сварки, сварочные материалы, а также последовательность выполнения технологических операций;
- конкретные указания по закреплению деталей перед сваркой;
- мероприятия, исключающие образование прожогов, смещение шва от его оси на величину более 2 мм для толщины деталей до 10 мм и на величину более 3 мм для толщины деталей свыше 10 мм;
- мероприятия, направленные на снижение сварочных деформаций.
18.1.3. Монтажную сварку резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть предусмотрены:
- наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
- сварочные материалы, удовлетворяющие требованиям проекта КМ по уровню механических свойств;
- требуемая форма подготовки кромок монтируемых элементов под сварку;
- последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
- режимы и указания по технике сварки, которые должны обеспечить необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
- необходимая технологическая оснастка и оборудование для выполнения сварных соединений;
- допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
- указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
18.1.4. В ППР должны быть предусмотрены мероприятия, направленные на обеспечение требуемой геометрической точности резервуарных конструкций, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин или выпуклостей его поверхности.
18.1.5. Руководство сварочными работами должно возлагаться на специалиста, имеющего специальное образование и прошедшего аттестацию на знание настоящего Стандарта и ПБ 03-273-99.
Руководитель сварочными работами назначается приказом по предприятию: заводу-изготовителю или монтажной организации.
18.1.6. Руководитель сварочных работ перед началом монтажа резервуара обязан:
- изучить проектную документацию на монтаж и сварку резервуара;
- укомплектовать объект в соответствии с ППР оборудованием и материалами;
- отобрать для сварки резервуара сварщиков, имеющих допуск к сварке ответственных конструкций, провести их инструктаж и организовать сварку каждым сварщиком пробных образцов соединений, которые им предстоит выполнять.
18.1.7. Сварщики должны быть аттестованы в соответствии с действующими Правилами аттестации, утвержденными Росгортехнадзором, что должно быть подтверждено удостоверениями.
Окончательное решение о допуске сварщиков к сварке соответствующих типов сварных соединений на резервуаре принимается руководителем сварочных работ на основании результатов контроля образцов, выполненных каждым сварщиком.
Каждому сварщику, допущенному к сварке резервуаров, приказом по заводу (монтажной организации) присваивается личное клеймо.
18.2. Рекомендуемые способы сварки
18.2.1. Применяемые способы и технология сварки резервуарных конструкций должны обеспечивать:
- высокую производительность и экономическую эффективность сварочных процессов;
- высокий уровень однородности и сплошности металла сварных соединений с учетом требований прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых конструкций.
18.2.2. При заводском изготовлении резервуарных конструкций основными способами сварки должна быть автоматизированная сварка под флюсом и механизированная сварка в углекислом газе или в смеси газов на основе аргона, при этом рекомендуется следующее соотношение газов: аргон - 82 %; углекислый газ - 18 %.
18.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при монтаже резервуаров методами рулонной, полистовой или комбинированной сборки, приведены в таблицах 18.1 и 18.2.
Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящим к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при монтаже резервуаров должно быть ограничено.
Таблица 18.1
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка порошковой проволокой
3. Механизированная сварка в углекислом газе
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
3. Автоматизированная сварка под флюсом.
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию,
обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра;
Таблица 18.2
1. Автоматизированная сварка с принудительным формированием шва порошковой или активированной проволокой.
2. Механизированная сварка в углекислом газе.
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка в углекислом газе.
3. Сварка порошковой проволокой с полупринудительным формированием шва.
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра;
18.3. Требования к подготовке и сборке конструкций под сварку
18.3.1. До начала сварочных работ любые соединения резервуаров должны фиксироваться в проектном положении, что может быть обеспечено применением кондукторов, специальных сборочных приспособлений, привариваемых к деталям соединений, или постановкой прихваток.
Сборочные приспособления должны иметь достаточную прочность и жесткость, чтобы исключить чрезмерную усадку швов и перемещения свариваемых элементов.
Если при сварке соединений ожидаются значительные деформации, приводящие к изменению проектной формы, тогда при сборке деталей или узлов конструкций необходимо предусматривать соответствующие компенсирующие мероприятия (предварительный прогиб, строительный подъем, переменный зазор и пр.).
18.3.2. Прихватки, предназначенные для соединения свариваемых деталей, должны располагаться в местах расположения основных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения.
Наложение шва поверх прихваток допускается производить только после зачистки последних от шлака и брызг металла.
Прихватки с порами, раковинами и трещинами должны быть удалены и вновь заварены.
При необходимости постановки электроприхваток на монтажных стыках стенки их рекомендуется располагать с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток должен быть минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки должны выполняться сварочными материалами и с использованием технологий, рекомендуемых для сварки основных швов сварных соединений.
Постановка прихваток при монтажной сборке конструкций должна выполняться аттестованными сварщиками.
18.4. Требования к технологии сварки
18.4.1. Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
- требуемый уровень механических свойств и хладостойкости сварных соединений, предусмотренный проектом КМ;
- необходимую однородность и сплошность металла сварных соединений;
- минимальную величину сварочных деформаций и перемещений свариваемых элементов;
- коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
18.4.2. При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость охлаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Требуемая температура и схема подогрева должны быть определены в ППР. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм. Контроль температуры подогрева следует выполнять термокрасками, термокарандашами, контактным термопарным термометром, оптическим пирометром.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
18.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. При превышении допускаемой скорости ветра, величина которой указывается в ППР, сварка должна быть прекращена или устроены соответствующие защитные укрытия.
18.4.4. Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ±5 %.
18.4.5. Последовательность выполнения сварных соединений конструкций резервуара и схемы выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с заводскими процедурами или указаниями ППР, исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций.
18.4.6. Не допускается выполнение каких-либо сварочных работ по поверхностям или соединениям, покрытых влагой, маслом, скоплениями окалины, шлака или другого рода загрязнениями. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
18.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить контроль внешним осмотром, а обнаруженные дефекты должны устраняться. Не допускается возбуждать дугу и выводить кратер на основной металл за пределы шва.
18.4.8. Удаление дефектных участков сварных швов должно выполняться механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
18.4.9. Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю внешним осмотром или физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне конструкций группы А должно согласовываться с разработчиком технологического процесса.
18.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
18.4.11. После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла.
18.4.12. Каждый сварщик должен ставить личное клеймо на расстоянии 40. 60 мм от границы выполненного им шва сварного соединения: одним сварщиком в одном месте; при выполнении несколькими сварщиками - в начале и в конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
Руководителем сварочных работ по каждому резервуару ведется «Журнал сварочных работ».
18.5. Термообработка врезок в стенку резервуаров
18.5.1. Термообработке после сварки должны подвергаться врезки с условным проходом 300 мм и более в листы стенки резервуаров толщиной:
- свыше 25 мм для стали с пределом текучести менее 295 МПа;
- свыше 18 мм для стали с пределом текучести от 295 МПа до 345 МПа;
- свыше 12 мм для стали с пределом текучести свыше 345 МПа.
В состав врезки (термообрабатываемого узла) входит:
- обечайка (труба) люка или патрубка, утолщенная окрайка днища (только для придонного очистного люка по п. 8.12.3).
Примечание: Сварной шов приварки фланца к обечайке люка или патрубка термообработке может не подвергаться.
Термообработка врезок должна осуществляться до приварки термообрабатываемых узлов к смежным листам стенки и днищу резервуара.
Термообработка должна производиться в печах по технологическому процессу, разработанному с учетом следующих требований:
- термообрабатываемый узел должен быть полностью собран на заводе и термообработан при температуре от 590°С до 640°С из расчета 25 минут на каждые 10 мм толщины листа стенки;
- температура печи в момент помещения в нее узла не должна превышать 315°С, повышение температуры нагрева, начиная с 315°С, не должно превышать 200°С в час;
- во время нагрева перепад температуры узла не должен превышать 150°С;
- во время нагрева и периода выдержки атмосфера печи должна контролироваться, чтобы избежать чрезмерного окисления поверхности обрабатываемого материала, не должно быть непосредственного воздействия пламени на материал;
- узел должен охлаждаться в печи до температуры 400°С со скоростью не более 240°С в час. Ниже температуры 400°С узел может охлаждаться на открытом воздухе при температуре не ниже 5°С;
- после термообработки сварные швы узла должны быть проконтролированы методом магнитопорошковой или цветной дефектоскопии.
Технологии сварки резервуаров, сосудов, аппаратов и емкостного оборудования

Сварка металлоконструкций резервуаров является основным способом сборки емкостей при их производстве. Для вертикальных резервуаров, изготовляемых методом рулонирования, в заводских условиях свариваются стальные заготовки до получения нужного размера рулонируемого полотнища. На строительной площадке опять же применяется сварка: полотнища свариваются в единый цилиндрический корпус, который приваривается к днищу и к которому приваривается крыша и другие вспомогательные конструкции. Горизонтальные резервуары, состоящие из полотнища, днищ и опор, полностью свариваются в заводских условиях до получения уже готового к монтажу изделия. На объекте к корпусу привариваются лестница, площадка обслуживания и горловина.
В данной статье мы рассмотрим процедуры различных типов сварочных работ, выполняемых на Заводе.
Технологии сварки
Выбор подходящей технологии напрямую зависит от металлопроката, его толщины, и направлен на сохранение прочного соединения, которое способно выдержать сложные условия эксплуатации изделия.
Сваркой называется технологический процесс получения неразъемного соединения путем создания межатомных связей свариваемых элементов. При сварке на элементы осуществляется воздействие трех типов:
- механическое
- термическое
- комбинация механического и термического
В первом случае предполагается деформация деталей под физическим воздействием, при котором элементы соединяются на молекулярном уровне в процессе перехода механической энергии в кинетическую, результатом которой становится нагрев поверхности до температуры сварки.
Второй тип характеризуется выполнением сварочных работ с использованием дополнительных материалов и при обязательном нагреве поверхностей за счет различных источников тепла. Простыми словами, во время нагрева деталей их края плавятся, и расплавленное вещество заполняет пространство между свариваемыми элементами.
Термомеханическая сварка отличается сочетанием двух процессов: внешнего воздействия (например, давление) и нагрева.
На Саратовском резервуарном заводе, в основном, применяется термическая сварка металлоконструкций резервуаров, которая также делится на несколько видов в зависимости от типа источника энергии.
Особенности термической сварки
Процесс термической сварки сопровождается образованием сварочной ванны из основного и присадочного металла, получаемой в результате термического воздействия от сварочной дуги, пламя газа, потока лучей или термита.
Дуговая сварка происходит под воздействием электрического разряда в среде газов при ионизации дугового пространства. Сварочные работы, а именно, подача электрода, может производится в ручном режиме, полуавтоматическом и автоматическом. В зависимости от материала и количества электродов выделяют сварку плавящимся или неплавящимся электродом дугой прямого действия, а также сварку косвенной или трехфазной дугой.
Газовая (газоплазменная) сварка очень удобна для проведения работ на строительных площадках или других местах без возможности подвода электричества. Пламя, полученное при горении смеси горючих газов в кислородной среде, - вот источник тепла, не требующий электрического питания, и за счет которого происходит расплавление стыкуемых поверхностей. В качестве газов применяется, в основном, пропан. Нагрев пламенем и затем остывание полученного шва происходит постепенно, что очень важно при сварке элементов из цветных металлов или тонкостенной стали.
Лучевая сварка происходит в вакууме под воздействием светового луча или потока электронов и применяется в радиодеталях, схемах и иных микроизделий, в связи с чем мы не будем подробно ее описывать.
Термитная сварка осуществляется под воздействием порошковой смеси алюминия, магния и металлической окалины, горение которой нагревает поверхности, соединяется с ними и образует сварочный шов. Результатом становится высокопрочное соединение, позволяющее использовать этот метод для работы с крупногабаритными деталями.
Для соединения изделий толщиной более 5 см и до 3-х метров подходит только электрошлаковая сварка. Для ее выполнения детали устанавливаются вертикально и закрываются подвижными медными ползунами с водяным охлаждением. В горизонтальный поддон размещается флюс, под которым зажигается дуга. В результате флюс плавится и начинает проводить ток, тем самым соединяя свариваемые детали с присадочным материалом. Этот способ максимально подходит для сварки изделий в промышленных масштабах.
Механический и термомеханический типы сварки
За счет механических способов воздействия, таких как, например, ультразвук, давление, трение, взрыв, на поверхности происходит их нагрев, за счет которого расплавленные кромки соединяются.
Термомеханическая сварка применяется в тех случаях, когда другие способы сварки не позволяют получить ровный и качественный шов. Так, среди таких методов выделяют кузнечную, контактную и диффузионную сварку, которые подходят для работы с мелкими изделиями.
Ниже мы рассмотрим используемые на Заводе способы сварки более подробно. На все нижеприведенные способы специализированными сотрудниками САРРЗ получены Свидетельства НАКС.
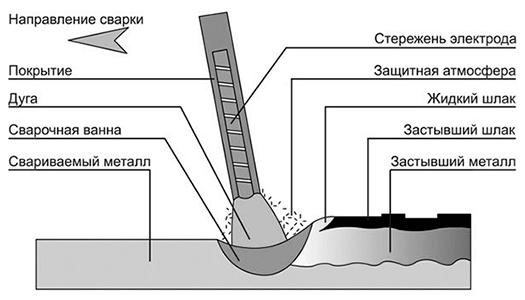
Ручная дуговая сварка покрытыми электродами (РД)
Этот способ применяется для соединения элементов, выполненных из углеродистых марок стали обычного качества, а также качественных, низколегированных, легированных, жаропрочных и жаростойких марок стали.
Такая сварка выполняется за счет зажиганием электрической дуги, которое происходит в результате касания электродов к элементу. В процессе работы необходимо поддерживать длину дуги, перемещая электроды. За счет образования короткого замыкания в том месте, где электрод касается изделия, металл нагревается, происходит возгорание дуги, результатом чего материал электрода или используемой проволоки переносится в место соединения. По мере плавления электрод перемещается вдоль свариваемого соединения по траектории, которая зависит от типа и формы шва, свойств металла и самого изделия.
За счет нагрева и расплавления поверхностей свариваемых деталей происходит выделение газа и образование шлака, который образует защитный слой и предотвращает контакт поверхности и окружающего воздуха. Сварочные газы параллельно вытесняют кислород и азот из зоны сварки, что способствует качественному выполнению шва. Таким образом, состав покрытия электродов защищают сварочную ванну, а также способствуют очистке металла уже после завершения сварки.
Покрытые электроды, используемые в качестве посредника при передаче тока от его источника к металлу, имеют вид стержня с покрытием длиной 250-700 мм. Для установки электрода в держатель один из концов стержня не имеет покрытия.
Преимуществами ручной дуговой сварки покрытыми электродами является возможность выполнения работ в труднодоступных местах, в неудобных свариваемых положениях. Универсальность, способность сваривать большой диапазон сталей и конструкций соединяемых изделий.
Автоматическая сварка под флюсом (АФ)
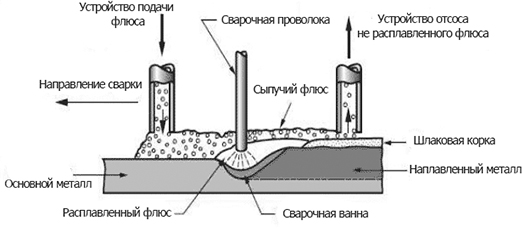
Сварка под флюсом относится к дуговому способу сварки, но с применением флюса в качестве защиты сварочной ванны и выполняемой автоматическими сварными аппаратами. Этим методом выполняются стыковые и угловые швы на металлах из углеродистых, легированных и высоколегированных марок.
Автоматическая сварка, с одной стороны, ускоряет процесс работы за счет высокой скорости подачи сварочной проволоки и движения дуги. С другой стороны, выполнение швов при помощи автоматизированных аппаратов требует более тщательной подготовки поверхности.
В качестве защиты сварочной ванны применяется флюс - порошковое, гранулированное, пастообразное или жидкое вещество, которое напрямую подается в зону сварки. Химический состав флюса защищает место сварки от воздействия кислорода, который приводит к более быстрому окислению шва, тем самым разрушая все изделие в целом.
Среди основных преимуществ этого способа можно перечислить широкую сферу использования, в том числе на крупносерийных производствах, высокую скорость сварки, а также качество выполненных швов, которое так важно при изготовлении изделий для ответственных отраслей промышленности.
Механизированная сварка плавящимся электродом в среде активных газов (МП)
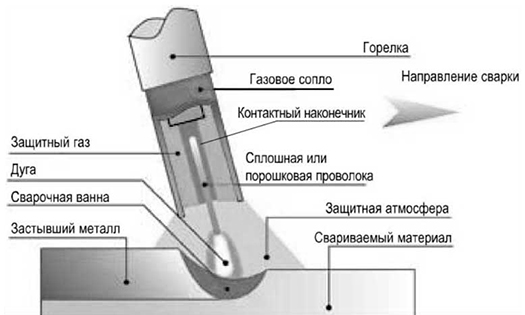
Данный вид сварки также относится к дуговой сварке, выполняемой полуавтоматическим способом, то есть подача проволоки осуществляется автоматически, а перемещение дуги вдоль сварного шва производит сварщик.
Применяется для соединения элементов из среднеуглеродистых и низкоуглеродистых марок стали толщиной от 4 мм до 50-80 мм.
В процессе механизированной сварки электрод и поверхность металла плавятся. Расплавленный состав автоматически подается в сварочную ванну для перемешивания. Уже перемешанный состав заполняет пространство между свариваемыми деталями.
В качестве защиты сварочной ванны от окисления кислородом используется углекислый газ. Дополнительным оборудованием, кроме автоматических и полуавтоматических сварочных аппаратов тракторного типа, выступают баллоны с углекислым газом, подогреватели газа и осушители.
Использование механизированной сварки в углекислом газе позволяет выполнять высокотехнологичные и качественные швы, в том числе в труднодоступных местах, что очень актуально в процессе производства емкостного оборудования для нефтегазовой и химической отраслей.
Это может быть полезно
| Русский термин | Европейская аббревиатура | Американская аббревиатура | Наименование на английском языке |
|---|---|---|---|
| ручная электродуговая сварка покрытыми электродом | EA | MMA | manual metal arc welding |
| AA | SMAW | shielded metal arc welding | |
| механизированная дуговая сварка самозащитной порошковой проволокой | EA | FCAW | flux-cored wire metal arc welding without gas shield |
| AA | FCAW | flux-cored arc welding | |
| дуговая сварка под флюсом | УА/АА | SAW | submerged-arc welding |
| механизированная сварка плавящимся электродом в среде защитных газов | EA | MIG/MAG | gas shielded metal arc welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка плавящимся электродом в инертном газе | EA | MIG | metal-arc inert gas welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка плавящимся электродом в среде активных газов | EA | MAG | metal-arc active gas welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка порошковой проволокой в среде активных газов | EA | FCAW | flux-cored wire metal arc welding with active gas shield |
| AA | FCAW | flux-cored arc welding | |
| механизированная сварка порошковой проволокой в инертном газе | EA | FCAW | flux-cored wire metal arc welding with inert gas shield |
| AA | FCAW-S | flux-cored arc welding | |
| ручная дуговая сварка неплавящимся электродом в инертном газе | EA | TIG | tungsten inert gas welding |
| AA | GTAW | gas tungsten arc welding |
- Русские аббревиатуры способов сварки
РД - ручная дуговая сварка покрытыми электродами (111);
РДВ - ванная ручная дуговая сварка покрытыми электродами;
РАД - аргонодуговая сварка плавящимся электродом (131);
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях (135);
ААД - автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ - автоматическая сварка плавящимся электродом в среде активных газов и смесях;
ААДП - автоматическая аргонодуговая сварка плавящимся электродом;
АФ - автоматическая сварка под флюсом (12);
МФ - механизированная сварка под флюсом;
МФВ - ванная механизированная сварка под флюсом;
МПС - механизированная сварка самозащитной порошковой проволокой (114);
МПГ - механизированная сварка порошковой проволокой в среде активных газов (136);
МПСВ - ванная механизированная сварка самозащитной порошковой проволокой;
МСОД - механизированная сварка открытой дугой легированной проволокой;
П - плазменная сварка (15);
ЭШ - электрошлаковая сварка;
ЭЛ - электронно-лучевая сварка;
Г - газовая сварка (311);
РДН - ручная дуговая наплавка покрытыми электродами;
РАДН - ручная аргонодуговая наплавка;
ААДН - автоматическая аргонодуговая наплавка;
АФЛН - автоматическая наплавка ленточным электродом под флюсом;
АФПН - автоматическая наплавка проволочным электродом под флюсом;
КТС - контактно-точечная сварка;
КСС - контактная стыковая сварка сопротивлением;
КСО - контактная стыковая сварка оплавлением;
ВЧС - высокочастотная сварка.
Сварка баков

Сварка баков необходима в том случае, если нарушилась герметичность и образовалась течь. Такая неисправность может возникнуть по причине физического износа либо вследствие повреждений со смятием корпуса. В пустом бензобаке могут скопиться топливные пары, поэтому применять обычную сварку и нагрев стоит с особой осторожностью, ведь это может стать причиной взрыва.
О том, как правильно заварить бак и устранить неисправность, думают многие автовладельцы. Есть разные способы ремонта: аргонодуговая и холодная сварка, пайка. Каждый из них имеет свои особенности. Рассмотрим технологии подробно и разберемся, что лучше выбрать.
3 причины сварки топливных баков
Из-за расположения топливного бака в задней части современных автомобилей повышается безопасность водителя и пассажиров.
При этом резервуар подвержен негативным воздействиям внешней среды, что сказывается на сроке его службы. Чаще всего встречаются следующие проблемы:
Большая часть выпущенных в XX веке авто оснащалась металлическими или алюминиевыми топливными емкостями. Со временем металл покрывался микротрещинами, некоторые из которых трансформировались в пробоины.
После того как для изготовления баков начали использовать пластик, проблема коррозии была полностью решена. На сегодняшний день металлическими топливными емкостями оснащаются только грузовые авто или спецтехника. Основной недостаток пластика заключается в низкой устойчивости к механическим повреждениям.
Российские дороги в большинстве своем не могут похвастаться высоким качеством. Съехав с трассы федерального значения, можно оказаться на участке без асфальтового дорожного покрытия. В таких условиях несложно повредить бензобак автомобиля.
Этот дефект встречается достаточно редко. Причиной его возникновения является высокое давление, которому подвергаются стенки топливного резервуара при эксплуатации авто.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Из-за появившихся в бензобаке трещин происходит утечка топлива, способного загореться от любой искры. Кроме того, через них в емкость будет попадать пыль, частички дорожного мусора. Оседая на дне и стенках, они при езде могут проникать в элементы топливной системы, приводя к поломке двигателя.
Следовательно, обнаруженные дефекты топливного бака необходимо устранить в кратчайшие сроки.
Общие правила сварки топливных баков

О негерметичности топливного резервуара можно говорить при увеличении расхода горючего и появлении в салоне авто специфического запаха. Даже если размеры трещины очень малы, она представляет серьезную угрозу для жизни водителя и пассажиров. Если на место протечки попадет искра, топливо воспламенится. Причинами появления трещин является коррозия, растрескивание корпуса резервуара при езде.
Еще одной причиной является разряженное давление, постепенно увеличивающее размеры трещин, через которые начинает протекать горючее. Прежде чем приступить к сварке баков, необходимо:
- освободить топливный резервуар от горючего;
- снять бак, просушить, осмотреть на предмет повреждений;
- помыть внутреннюю часть резервуара с помощью специальных моющих средств;
- прополоскать тщательно водой и высушить.
Благодаря мойке емкость полностью очищается от взрывоопасных паров. Выбор способа ремонта зависит от материала, из которого изготовлена емкость. Металлические топливные баки восстанавливают с помощью сварки аргоном, пластиковые – посредством холодной сварки, универсальным способом считается горячая пайка. Остановимся подробнее на самостоятельном ремонте топливной емкости.
Ремонт и сварка бака: пошаговый алгоритм

Поговорим о сварке баков, порядке работы, возможных осложнения и способах решения возникших проблем.
1. Как снять?
Способ демонтажа топливной емкости различается для разных марок автомобилей. Снять любой бак можно при помощи среднего набора инструментов.
Пошаговый алгоритм действий будет следующим:
- Топливо из бака сливается в заранее подготовленную емкость через сливную пробку, расположенную в нижней части резервуара. Если пробки нет, горючее придется откачивать вручную с помощью специального шланга.
- От топливной емкости отсоединяются датчики и вентиляционный шланг. В современных моделях авто используются быстроразъемные подключения, расположенные под задним рядом кресел или в багажнике.
- Ослабляются крепежные хомуты подвода горючего, снимаются трубки.
- Демонтируются крепления бака. Крепление большей части узлов автомобиля выполняется с помощью двух хомутов, которые фиксируются гайками. Для снятия емкости стоит привлечь помощника, который будет ее удерживать в процессе.
- Откручивается пробка заливной горловины, удаляется уплотнитель.
- Снимается клемма массы.
- Топливная емкость демонтируется.
Резервуар оценивается на предмет повреждений. В некоторых случаях сварку нержавеющих баков можно выполнять, не демонтируя их, достаточно, чтобы была возможность дотянуться электродом до поврежденной области.
2. Очистка.
Прежде чем приступать к сварке баков полуавтоматом, их необходимо очистить как снаружи, так и изнутри, полностью удалив загрязнения и следы топлива. Затем выбирается подходящий способ сварки.
Рекомендуем статьи по металлообработке
3. Как запаять?
Техника безопасности требует перед сваркой залить в бак воду, чтобы не возникла детонация паров топлива. На этапе подготовки очищают емкость от краски и ржавчины.
Ниже описан алгоритм сварки баков, имеющих незначительные повреждения:
- Обнаруживается место протечки.
- Поврежденная область зачищается, при необходимости восстанавливается геометрия узла.
- Место протечки обезжиривается с помощью любого растворителя.
- Трещина обрабатывается паяльной кислотой.
- Поверхность нагревается феном или лампой накаливания.
- Производится наплавка. Если поврежденная область достаточно велика, наплавка выполняется в несколько слоев.
- Остатки канифоли удаляются растворителем.
Можно также выполнять сварку баков аргоном.
Особенности холодной сварки топливных баков

Холодную сварку баков используют для пластиковых или металлических емкостей. Эффективность этого способа будет низкой при работе с тонкостенными резервуарами. Выбор клеящего состава зависит от типа материала. Работы с холодной сваркой выполняются в перчатках. Поврежденная часть емкости зачищается и обезжиривается с помощью нефраса.
Соединение двухкомпонентных смесей выполняется в указанных производителем пропорциях, готовый раствор используется не позднее 10–20 минут после приготовления. Состав послойно наносится на поврежденный участок, разглаживается. Резервуар можно использовать через 2-3 часа после холодной сварки пластиковых баков. Прежде чем использовать клей в форме бруска, его необходимо тщательно размять влажными руками, затем замазать трещину.
Делая выбор в пользу холодной сварки, важно помнить о ее устойчивости к бензину. Такой вариант ремонта применим только к незначительным повреждениям. Устранить мелкую протечку можно клеем «Момент» или аналогичным составом. Для этого следует порезать ветошь, пропитать ее клеем и приклеить к трещине в несколько слоев. Не следует забывать, что это лишь временная мера, позволяющая доехать до СТО.
Небольшие трещины также можно самостоятельно устранить с помощью стеклоткани и эпоксидной смолы с отвердителем. Поврежденный участок следует обработать наждачкой, чтобы увеличить адгезию, затем расположить на поверхности пропитанную смолой стеклоткань. Она накладывается слоями, каждый последующий – после высыхания предыдущего. Когда последний слой высохнет, латка покрывается антикоррозийным составом.
Альтернативные варианты сварки баков
Пайка баков делает их более устойчивыми к механическим воздействиям и внешним факторам. Чтобы устранить трещину, следует подготовить заплату, изготовленную из того же материала, что и сам топливный резервуар. Размер латки должен быть на 4-5 см больше, чем площадь повреждения. Тип пластика указан на деталях. Большинство баков изготовлено из ABS, полипропилена либо полиамида. Пластиковые емкости паяют с внешней стороны паяльником мощностью 250 Ватт.
Чтобы повысить качество ремонта, следует использовать подложку из медной или металлической мелкой армирующей сетки. Она вплавляется в стенку топливной емкости, затем по всей зоне трещины равномерно распределяется жидкий пластик, пока новое покрытие не станет равномерным. В процессе ремонта важна скорость работы, слишком медленные действия чреваты отвердеванием пластика и образованием наплывов.
Сварку металлических баков можно выполнять при помощи тонкой металлической или медной заплатки. Для этого емкость разогревается паяльной лампой или утюгом. Латка легкоплавким припоем крепится к поврежденному участку паяльником мощностью 500 Ватт, место стыковки обрабатывается паяльной кислотой. После остывания запаянной емкости отремонтированный участок обрабатывается краской или битумной мастикой для защиты от коррозии.
Наиболее надежным способом ремонта является аргонодуговая сварка баков. Использование вольфрамовых электродов позволяет надежно соединить цветной металл и легированную сталь. Для производства большей части топливных емкостей используют алюминий, в связи с чем применение инверторной сварки невозможно. Зона дефекта очищается от жиров и загрязнений. Заплатка приваривается по всему периметру пробоины. Чтобы получить ровный и прочный шов, необходимо в процессе сварки поддерживать однородную газовую среду. После того как корпус бака остынет, его красят или обрабатывают битумной мастикой.
Быстрее всего отремонтировать поврежденный топливный бак можно с помощью эпоксидного клея. Однако не стоит забывать, что такой ремонт является временным, позволяющим добраться до СТО. Латают пробоины пластиковым сварщиком – экструдером. Чтобы выполнить такую сварку баков, необходимы опыт и знание технологии. Прежде чем приступить к работе, стоит потренироваться. Для правильного расчета продуктивности экструдера следует узнать поперечный размер трещины.
Сварка баков начинается от края дефекта. Расплавленная пластиковая проволока укладывается с небольшим запасом по всей ширине пробоины. Чтобы повысить эффективность ремонта, необходимо перемещать экструдер таким образом, чтобы проволока пресекала трещину, заполняя ее. Для ровного шва важно равномерное прогревание термофена и башмака аппарата.
По окончании ремонта проверяется герметичность емкости. Выявить протечки позволяет опрессовка с рабочим давлением воздуха 10–15 кПа.
Если нет компрессора и емкости с водой, можно использовать традиционный способ проверки:
- разместить сухой резервуар на чистой ткани;
- залить в него керосин;
- выждать 12 часов.
Если на ткани не появятся пятна, значит, емкость герметична и готова к использованию.
Для сварки баков требуются определенные навыки. Важно не забывать о проверке его герметичности после восстановления. Если в точности соблюдать технологию ремонта, резервуар получит свои первоначальные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка емкостей

Сварка емкостей из металла сегодня крайне востребована. Такие конструкции используются для хранения и перевозки воды и технических жидкостей, нефти и сжиженного газа, разнообразных сыпучих веществ. Изделия могут отличаться по объему и массе, диаметру и высоте.
Однако в связи с тем, что некоторые емкости предназначены для хранения опасных веществ, технология изготовления – в том числе и сварка – подобных конструкций должна соответствовать определенным требованиям. И все заказчики, а тем более производители обязаны это хорошо понимать.
Разновидности емкостей
Резервуары и емкости делятся на следующие группы в зависимости от материала, из которого они изготовлены:
- полимерные или синтетические;
- каменные;
- железобетонные;
- металлические;
- ледогрувные, земляные и те, что расположены в горных выработках.
Основные материалы для производства металлических резервуаров – алюминий, нержавеющая и низкоуглеродистая пластичная стали.

Срок службы стальных резервуаров ограничен их низкой стойкостью к коррозии и быстро возникающей разгерметизацией сварных швов, что является большим недостатком изделий. Повысить коррозийную стойкость помогает цинк или полимерная пленка, которой покрывают металлические емкости изнутри. Снаружи их обрабатывают защитной краской или различными полимерами. Емкости, изготовленные из алюминия и нержавеющей стали, хоть и не имеют перечисленных недостатков, однако существенно дороже стальных.
Принципиальное значение для определения назначения изделия имеет вид жидкости, для хранения которой они создаются. В соответствии с этим критерием изделия делятся на следующие резервуары:
- для воды;
- для разных пищевых жидкостей;
- для хранения нефти и нефтепродуктов;
- для размещения сжиженного газа;
- для различной химической продукции и пр.
Кроме того, емкости и резервуары подразделяются в соответствии с их конструктивным решением на:
- цилиндрические;
- прямо- или многоугольные;
- имеющие сложные конструктивные формы (например, торовидные или каплевидные и пр.);
- шарообразные.

Преимущества емкостей из металла
Металлические резервуары имеют ряд преимуществ по сравнению с пластиковыми или бетонными изделиями. Это, прежде всего, долгий срок службы и прочность. Хрупкость пластика приводит к его ускоренному старению и разрушению, а бетон не любит длительного контакта с водой – из-за этого он разрушается. В отличие от них, сталь способна служить долгие годы при сильных морозах, жаре и больших механических нагрузках. Металлические емкости и резервуары являются лучшими по соотношению их стоимости и характеристик. Это стало причиной их высокой популярности.
Иными преимуществами металлических резервуаров являются:
- достаточно широкая сфера использования – поскольку металл не взаимодействует с содержимым, в том числе с кислотами;
- большой диапазон температур – емкости могут быть установлены как в суровых условиях (от -60 °С), так и в жарких (до +180 °С);
- стойкость к воздействию огня – в металлических резервуарах хранятся вода и песок как средства борьбы с огнем.
Технологический процесс сварки емкостей
Производство вертикальных и горизонтальных резервуаров различаются технологией изготовления. Листовой метод применяют для горизонтальных конструкций, а вертикальные изделия производят методом монтажа листов металла из рулона.
Однако технология подготовительных работ не зависит от того, горизонтальный или вертикальный резервуар будет изготовлен. Она включает:
- Оформление заказа на изготовление емкости (резервуара) на производстве с указанием сферы применения, размеров и прочей информации.
- Разработка проекта на основе указанных в заказе данных. В нем, помимо конструкторской документации, должны быть прописаны материалы, из которых будет изготовлено изделие, и толщина их листов.
- Изготовление емкости в соответствии с проектом. После окончания производства резервуар тестируют по следующим параметрам: прочность, герметичность и стойкость к износу.
Технология, в соответствии с которой происходит изготовление емкостей, имеет несколько этапов:
- Сортировка листов металла и деталей из него, а также их проверка на повреждения и качество изготовления.
- Формирование упаковки с листами, требуемыми для изготовления определенной емкости.
- Обработка кромок листов металла на специальном оборудовании и последующая их установка на станок для изготовления резервуара.
- Рулонирование и сварка емкостей.

- Изготовление герметичного резервуара. Технология сварки емкости предполагает несколько этапов, которые проходят на нижнем и верхнем ярусах станков.
- Укрепление готовых полотнищ емкости на каркасе и последующая их обработка: окраска, дополнение различными элементами.
- Маркировка резервуара является последним этапом. Все емкости обязательно его проходят, поскольку это металлоконструкции, к которым предъявляют специальные требования.
Внедрение на производственных предприятиях современного оборудования позволило автоматизировать практически все этапы изготовления резервуаров.
О способах сварки емкостей
Для изготовления качественного резервуара необходимо подобрать такую технологию и способ сварки емкостей, чтобы процесс соединения был высокоэффективным с экономической точки зрения и имел хорошую производительность. В то же время сварные швы должны быть однородными и показывать сплошность материала, при этом прочными, твердыми и пластичными, а также хладостойкими, иметь высокую ударную вязкостью и минимальную деформацию соединяемых деталей изделия.
В условиях промышленного производства используют следующие способы соединения для изготовления резервуаров: сварка емкостей полуавтоматом или автоматом с защитой флюсом, сварка емкости под давлением, механизированная работа в среде углекислого газа или смеси, в основе которой лежит аргон. Сварка емкости аргоном должна идти в соотношении 82 % основного газа и 18 % углекислоты.
Ниже размещена таблица, в которой можно ознакомиться со способами сварки, рекомендуемыми специалистами. Они разбиты по типам сварных швов, используемым для создания различных емкостей, и методам сборки резервуаров, включающим полистовой, рулонный и комбинированный.
Изготовления герметичной емкости ручной дуговой сваркой требует больших удельных тепловложений. Это способствует повышенной вероятности деформации конструкции при сварке, при этом работа происходит с низкой производительностью. Исходя из этого, следует ограничить использование данного метода для сборки емкостей.
Таблица № 1. Рекомендуемые специалистами способы сварки при рулонной сборке резервуаров.
Вид сварного соединения
Способ его создания
Стыковые соединения краев днища емкости
1. Механизированная сварка в среде углекислого газа.
2. Механизированная сварка с использованием порошковой проволоки
Соединения центральных частей днища
1. Автоматическая сварка с защитой флюсом.
2. Механизированная сварка с применением порошковой проволоки.
3. Механизированная сварка в углекислоте
Стыковые швы стенок
1. Механизированная сварка с защитой углекислым газом
Уторные соединения стенок и днища
1. Механизированная сварка в среде углекислоты.
2. Механизированная сварка с использованием порошковой проволоки.
3. Автоматическая сварка под защитой флюсом
Сварные швы каркаса у крыши при создании блоков
1. Механизированная сварка в углекислоте
Соединения патрубков и люков на крыше и стенках резервуара
1. Механизированная сварка под защитой углекислоты
Сварные швы при соединении крыши и колец жесткости со стенками
2. Сварка ручная дуговая
Сварные соединения при настиле крыши
1. Механизированная сварка в углекислоте.
Сварные швы плавающей крыши и понтонов
· В ветреную погоду сварка под углекислым газом должна происходить с использованием технологии, позволяющей увеличить стойкость струи защитного газа и устойчивость к образованию пор. Либо нужно обеспечить рабочую зону ограждениями, препятствующими проникновению ветра.
· Любой из перечисленных швов может быть выполнен методом ручной дуговой сварки
Таблица 2. Рекомендуемые способы сварки емкостей при полистовой и комбинированной сборке.
Рекомендуемый способ его создания
1. Автоматическая сварка с принудительным созданием шва проволокой (активированной или порошковой).
2. Механизированная сварка в среде углекислого газа
Горизонтальные соединения на стенках
1. Автоматическая сварка под защитой флюсом.
2. Механизированная сварка в углекислом газе.
3. Сварка порошковой проволокой с полупринудительным созданием шва
Требования к оборудованию для сварки емкостей
Существует ряд требований, предъявляемых к оборудованию для производства резервуаров и емкостей. Оно должно обеспечивать:
- высокое качество швов;
- отличную скорость сварки;
- недопущение прожогов и коробления конструкций;
- небольшое время на обработку изделия после окончания сварки;

- малое количество выбрасываемых в ходе работ газов и небольшое разбрызгивание материала – этого можно достигнуть автоматической регулировкой тока;
- точность установленных параметров проплавления и вложения тепла.
Возможность регулировки проплавления, а также тепловложения позволяет снизить вероятность прожога изделий, чего требуют современные стандарты.
Особенности сварки габаритных металлических емкостей
Сварка стальных резервуаров больших размеров имеет свои особенности. Это длинные швы, работа в различных пространственных положениях и пр. Все это приводит к разнообразию вариантов средств и способов проведения сварки, а также материалов для ее проведения.
Значительная протяженность сварных швов является основной особенностью производства крупногабаритных емкостей из металла. Для таких работ больше всего подходит механизированный способ. Но при изготовлении резервуаров очень больших размеров часть сварочных операций приходится переносить на монтажную площадку.
Еще одной особенностью изготовления резервуаров большого размера стало использование в качестве материала сталей разных марок и толщины. Кроме того, важно обеспечить возможность сварки некоторых элементов конструкции в разном пространственном положении.
Наиболее важными частями крупногабаритных емкостей являются большие металлические листы. К ним, а также к качеству сварных швов предъявляются особые требования.
Выбор материалов, а также средств и способов сварки базируется на разнообразии всех вышеперечисленных особенностей. Например, надежность швов достигается сочетанием технологии и контроля сварки, основного, а также дополнительного (сварочного) материала, формы металлической конструкции.
Металлические резервуары большого размера изготавливают механизированным способом, с помощью электрошлаковой или автоматической сварки под защитой флюсом. Работа с патрубками, короткими швами в неудобном положении, технологической оснасткой идет, как правило, ручным методом покрытыми электродами. Может также использоваться сварка емкости для воды с использованием порошковой проволоки, а также механизированная с защитой углекислотой.
Присоединение деталей в вертикальном положении к крупногабаритным емкостям из сталей может проводиться с помощью электрошлаковой сварки. Это происходит исключительно в единичных технологических процессах. Электрошлаковая сварка пришла на смену ручной, дав возможность в несколько раз нарастить производительность труда, снизив затраты на изготовление продукции.
Почему работу лучше поручить специалистам
Опыт и высокая квалификация мастеров позволяет им выполнять заказы в соответствии с общепринятыми нормами и требованиями. Их основная работа – сварка емкостей, и они ее делают с высоким профессионализмом. Кроме того, специалисты могут изготавливать резервуары и емкости прямо у заказчика, что очень важно при работе с крупногабаритными изделиями. Данную услугу предлагают многие компании.
Индивидуальный заказ на изготовление емкости дает возможность скрупулезного расчета размеров и материала, соответствующего назначению.
Помимо всего прочего, в профессиональных мастерских проводится сварка емкостей из листового металла, цена которых соразмерна высокому качеству этих изделий.
Читайте также: