Сварка флюсовой проволокой без газа плюсы и минусы
Обновлено: 15.05.2024
Сварка полуавтоматом без газа обычной проволокой аппаратами типа MIG и MAG практически невозможна. Но и в этом случае технический прогресс нашел выход.

При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа

Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа

Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.
Применяемое оборудование
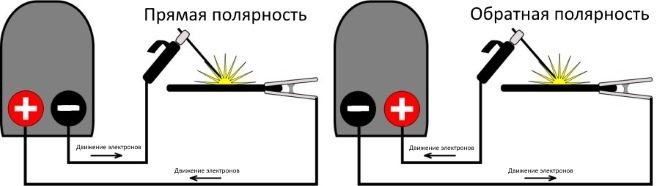
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:

- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Сварка флюсовой проволокой без газа плюсы и минусы
Сварочные работы являются достаточно востребованными не только в строительной и производственной сфере, но и в быту. В домашних условиях рекомендуется использовать компактные полуавтоматические сварочные аппараты, не требующие использования газовых смесей.

Сварка самозащитной порошковой проволокой
Данная методика предполагает применение в процессе сваривания деталей самозащитной электродной проволоки. Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Сердцевина расходника при сгорании создает газовую атмосферу, принцип действия которой аналогичен газовому потоку, выходящему из сопла сварочного агрегата, предназначенного для варки с защитным газом.
Застывший сварной шов получается без трещин и пор, так как сварочная ванна не взаимодействует с воздушной средой.

Самозащитную флюсовую проволоку выбирают зависимо от металла, из которого изготовлены свариваемые изделия. Присадкой в этом случае выступает смесь, состоящая из разных компонентов, химически инертная при работе в условиях достаточно высоких температур.
Чаще всего большую часть присадки составляет диоксид кремния, который не допускает формирование углерода. Второй компонент смеси по массовой доле – марганец. Этот химический элемент уменьшает окисление, а также вытесняет серу из расплавленной массы.
Для эксплуатации самозащитной электродной проволоки часто применяют инверторные полуавтоматы MIG/MAG. Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Как варить полуавтоматом без газа
Порошковая сварка полуавтоматом – пошаговая инструкция:
- Подготовка кромок соединяемых деталей. Удаление с поверхностей следов коррозии, жировых пятен и прочих сторонних частиц, которые ухудшают качество соединения.
- Монтаж направляющих роликов, установка на головку сварочного аппарата специальной насадки с внутренним диаметром, соответствующим диаметру присадочной проволоки.
- Подключение сварочного оборудования с учетом необходимой полярности, которая зависит от химического состава и предназначения присадочной проволоки (данные параметры производитель указывает на упаковке расходного материала).
- Настройка на оборудовании минимально допустимого значения напряжения дуги и скорости подачи проволоки.
- Обработка наконечника специальным составом от налипания расплавленных капель.
- Надевание средств защиты (спецодежды и маски сварщика).
- Подключение сварочного агрегата к источнику питания.
- Начало сварочных работ.

Начинать сварочный шов нужно с верхней точки, плавно перемещая горелку вперед под небольшим углом. Для улучшения качества сварного соединения рекомендуется пользоваться прерывистой дугой, периодически осматривая визуально линию стыковки свариваемых изделий.
Для чего нужен метод
Сварку порошковой проволокой без защитного газа применяют при соединении элементов конструкций, изготовленных из нержавейки, легированных и углеродистых сталей.
Данную технологию применяют в производственных процессах, домашних условиях. Сваривание полуавтоматом без газовой смеси позволяет быстрее создавать неразъемные соединения деталей благодаря автоматической подаче электродной проволоки. С компактным сварочным оборудованием без газового баллона значительно легче работать.

Сфера применения
Порошковая сварка без защитной газовой смеси часто используется опытными сварщиками при выполнении высотно-монтажных работ либо в тесных условиях. Это связано с невозможностью доставить на высоту либо разместить рядом с местом проведения работ газового баллона.
Компактные и мобильные полуавтоматы, способные варить детали без газа, пользуются большой популярностью у начинающих сварщиков и бытовых мастеров-самоучек, не имеющих опыта выполнения сварочных работ.
Технология безгазовой сварки предоставляет возможность получать высококачественные сварные швы при сваривании толстых и тонких элементов конструкций, в т.ч. значительно повысить производительность.
Квалифицированные сварщики с помощью полуавтоматического сварочного оборудования без газа в течение часа способны выполнять до 40 м шовных соединений.
Преимущества и недостатки
Достоинства сварки полуавтоматом без газа:
- подготовка оборудования к работе занимает намного меньше времени;
- отсутствие необходимости дополнительно приобретать газовый баллон, который требует дополнительных финансовых затрат;
- компактность оборудования, небольшой вес, отсутствие газового шланга для подсоединения к баллону;
- удобство и комфорт выполнения сварочных работ, нет необходимости постоянно перемещать за собой тяжелый баллон с газовой смесью;
- при сваривании металлов без газа в процессе сгорания присадочной проволоки над сварочной ванной формируется защитная атмосфера, при сваривании стальных изделий с газом поток газовой смеси свободно сдувается порывами ветра либо интенсивным сквозняком;
- сварщику не закрывает обзор массивное сопло сварочной горелки.

- хрупкость расходника;
- низкое качество соединения, если сравнивать со сварочной технологией MIG/MAG в защитном газе;
- высокий уровень разбрызгивания расплавленного металла по сравнению с MIG/MAG технологией сварки в газовой атмосфере;
- необходимость настройки полуавтоматической сварки под состав используемого флюса;
- флюсовый порошок способствует формированию шлака на шве сварного соединения, который после сварки приходится удалять металлической щеткой либо молотком;
- порошковые флюсовые присадки дорого стоят.
Несмотря на наличие недостатков компактные сварочные полуавтоматы, свариваемые металлические элементы конструкций без газовой смеси, пользуются значительной популярностью, как у опытных сварщиков, так и у домашних мастеров. Для разовых бытовых работ самозащитная флюсовая проволока – идеальный вариант расходника по цене и качеству.
Виды сварочной проволоки
Электродная проволока – незаменимый материал при выполнении сварочных работ. С ее помощью сварщики соединяют стальные элементы в единую конструкцию. При этом есть несколько видов проволоки, которые отличаются составом, эксплуатационными показателями.
Самозащитный
Самозащитный вариант представляет собой «вывернутый» наизнанку электрод. Сварка порошковой проволокой такого типа предоставляет возможность выполнять сваривание элементов конструкций при любых температурных режимах, в т.ч. экстремальных условиях, например, при сильном порывистом ветре.
Сердечник электрода состоит из разных присадочных материалов (защитных, шлакообразующих и диоксидирующих), благодаря которым сварку металлов можно осуществлять без газовой среды.
Газозащитый
Этот вид электрода аналогичен самозащитной проволоке, только кроме флюса предусматривается использование внешнего источника с защитным газом, которым может выступать СО2 либо его смесь с аргоном.
Преимущества применения газозащитных электродов:
- мягкое горение дуги;
- отсутствие разбрызгивания расплавленного металла;
- сварочная ванна контролируется;
- получается качественный и привлекательный сварной шов.
Сплошного сечения
Сплошная проволока – вид электрода сплошного сечения, изготовленный из нержавейки. Присадочный материал предназначен для сваривания изделий из высоколегированных сталей, цветных металлов и сплавов.
Для соединения с помощью сварки алюминиевых деталей используют присадочную проволоку из чистого алюминия или легированную кремнием, магнием, марганцем и прочими химическими элементами.
Медные электроды применяются для сваривания элементов конструкций, вылитых из медных сплавов.

Выбор флюсовой проволоки
Выбор оптимальной марки сварочной проволоки зависит от толщины свариваемых деталей и металла, из которого они изготовлены. Правильный выбор присадочного материала – гарантия получения качественного сварного соединения и высокой производительности.
Сварщик обязан знать, можно ли использовать конкретную марку проволоки, предназначенную для сварки с газом, для выполнения сварочных работ без внешней газовой среды. Такой вариант допускается, но при этом важно учитывать, что качество соединительного шва получиться хуже, чем в защитной атмосфере газовой смеси.
Расчет расхода проволоки
Расчет для сварки порошковой проволоки, требующейся на 1 метр погонный, осуществляется по формуле N=G*R, в которой:
- G – масса расплава металла в образующемся шве длиной 1 м;
- R – коэффициент поправки (соотношение металлического наплавления к израсходованной присадочной проволоке).

Параметр G рассчитывают по формуле G=A*B*L, в которой:
- A – площадь среза сварного шва;
- B – плотность металла;
- L – длина стыка.
Так как расход материала зависит от расположения соединительной линии в пространстве, в расчетную формулу порошковой проволоки добавляют коэффициент Х, который равен:
- для стыков снизу – 1,0;
- для поверхностей с уклоном – 1,05;
- для вертикально расположенных перегородок – 1,1;
- для потолочных элементов – 1,2.
Данный алгоритм расчета необходимого количества присадочной проволоки разработан для выполнения сварки металлических конструкций в защитной газовой атмосфере. Формула не учитывает разбрызгивание расплавленной металлической массы, если сварочные работы осуществляются без внешнего газового источника.
Поэтому, чтобы компенсировать выброс из сварочной ванны части расплавленного металла, рекомендуется добавлять вышерассмотренную формулу коэффициент поправки 1,2-1,4.
Необходимое оборудование
Для самостоятельного выполнения сварочных работ без газовой атмосферы в домашних условиях нужно подготовить:
- сварочный аппарат полуавтомат без газа;
- средства индивидуальной защиты – маску и костюм сварщика;
- присадочную проволоку соответствующей марки;
- источник тока для подсоединения полуавтоматической сварки;
- струбцины либо специальные прижимные приспособления для надежной фиксации свариваемых элементов металлической конструкции.

Настройка и подготовка полуавтомата
При выполнении сварки полуавтоматом без газа разрешается подключение оборудования с обратной полярностью (сварочная проволока к плюсу, масса к минусу).
После настройки подключения аппарата устанавливается катушка с присадочной проволокой и выполняется регулировка направляющих роликов механизма ее подачи. Если применяется порошковая проволока, не рекомендуется сильно затягивать прижимное крепление, так как есть риски заклинивания и деформации стержня.
Далее определяется ток для выполнения сварочных работ. Он зависит от следующих параметров:
- толщины свариваемых изделий;
- химического состава;
- ширины зазора между соединяемыми кромками деталей.
Для настройки параметров на сварочном агрегате есть специальный регулятор поворотного типа со шкалой. Есть модели с жидкокристаллическим дисплеем, на котором при регулировке отображаются показатели.
После настройки оборудования, рекомендуется проверить его работу. Для этого нужно попробовать сделать сварной шов на обрезках свариваемых заготовок либо другом материале аналогичного химического состава. Получение качественного соединения говорит о правильности настройки сварочного агрегата, соответственно можно приступать к основной сварке.
Как варить порошковой проволокой — этапы процесса
В процессе сгорания флюс способствует формированию газового облака, поднимающегося вверх. Поэтому в рабочем помещении обязательно должна быть обустроена хорошая вентиляционная система либо возможность его качественного проветривания. Еще лучше, если непосредственно над рабочей зоной установлена вытяжная система.
Запрещено применение расходника, в сердцевине которого отсутствует порошок. Если пренебречь данным требованием, сварной шов будет низкокачественным с дефектами либо вообще не получиться.

Подготовка
Перед началом сварочных работ в бытовых условиях необходимо выполнить ряд подготовительных мероприятий:
- тщательно очистить поверхности кромок свариваемых деталей;
- приготовить присадочный материал;
- правильно задать параметр силы тока, необходимой для сварочной дуги;
- установить оптимальную скорость подачи присадочной проволоки;
- правильно подобрать полярность при сварке полуавтоматом;
- осуществить пробную сварку на обрезках металла, при необходимости поменять параметры настроек.
Металлические поверхности свариваемых кромок заготовок зачищают с помощью шлифмашинки. После этого их обезжиривают ацетоном либо спиртом.

Силу тока для сварочных работ полуавтоматической сваркой без использования внешней газовой среды подбирают с учетом толщины свариваемых металлических конструкций. Данные параметры можно посмотреть в соответствующей таблице, которая прилагается к инструкции эксплуатации сварочного оборудования.
Многие производители отображают рекомендуемые значения для выполнения сварочных работ на крышке агрегата с внутренней стороны. При самостоятельной сварке стальных конструкций в бытовых условиях важно понимать:
- в случае выбора силы тока меньше необходимого значения для сварочной дуги соединительный шов получится низкокачественным;
- если же силу тока превысить, есть риск сквозного прожигания свариваемых деталей.

Показатель скорости подачи присадочной электродной проволоки полуавтоматическим оборудованием нужно подбирать так, чтобы расходный материал успевал выходить из сварочного наконечника и плавиться непосредственно на металлической поверхности свариваемых изделий. Проволока не должна в процессе сварочных работ иметь чрезмерное натяжение.
При использовании инверторного полуавтоматического агрегата без газовой атмосферы выбирают прямую полярность – масса подсоединяется к плюсу, горелка сварочника к минусу. Расходный материал в данном случае лучше расплавляется и полностью сгорает. Такая схема подключения способствует формированию в сварной зоне концентрированного облака газа, и препятствует образование пор на сварном шве.

Процесс сваривания
После выполнения всех подготовительных мероприятий и проверки работы сварочного оборудования можно приступать непосредственно к сварке самозащитной порошковой проволокой.
После подсоединения массы и подключения полуавтомата к источнику питания в верхней части будущего шва разжигается дуга, после чего рукоятку сварочника надо медленно без резких движений перемещать вниз. При этом рекомендуется немного наклонять вперед горелку полуавтомата. Это позволит сформировать оптимальную сварочную ванну.
Электродную проволоку нужно вести плавно, подавая расходник в зону сварки. При этом нельзя допускать наплыва металла. Нельзя дергать горелку. Это приведет к нарушению сварочной дуги, и соответственно неравномерному заполнению соединительного шва расплавленным металлом.

Для качественного сваривания толстых стальных элементов конструкций сварной шов рекомендуется делать из нескольких слоев. При этом чтобы не допустить образования трещин в шовном соединении, первый слой выполняется на низком токовом значении.
Завершение
Сваривание полуавтоматом стальных изделий без задействования внешнего газового источника – это наиболее оптимальный вариант для маленьких мастерски, организованных в домашних условиях. Данная технология сварки освобождает сварщика от постоянного контроля наличия газовой смеси в баллоне, который при этом не нужно постоянно перемещать за собой.
Но, к специальным флюсовым расходникам, благодаря которым допускается выполнение сварочных работ без газа, предъявляются особые требования по качеству материала. Сварка без газа в отличие от сварки в газовой атмосфере позволяет осуществлять монтажные работы на самых труднодоступных участках.
Уроки сварки: Сварка полуавтоматом без газа | Особенности | Применение
Полуавтоматическую электросварку (MIG/MAG) не обязательно проводить в газовой среде. В ряде случаев можно освободиться от тяжелых баллонов, воспользовавшись флюсовой самозащитной сварочной проволокой.
Что такое полуавтоматическая сварка с флюсом без газа?
В основе метода – использование самозащитной проволоки. Расходный материал представляет собой полую металлическую трубку с присадочным порошком внутри. Сгорая, сердцевина расходника образует вокруг себя защитное газовое облако, которое действует по тому же принципу, что и поток газа из сопла полуавтомата при газовой полуавтоматической варке. В итоге сварочная ванна не вступает в реакцию с окружающим воздухом, поэтому в застывшем шве вы не увидите пор и трещин.

Флюсовая самозащитная проволока подбирается в зависимости от свариваемого металла. В качестве присадки выступает смесь различных элементов, химически инертная в условиях чрезвычайно высоких температур. Обычно наибольшая часть массы выпадает на диоксид кремния, препятствующий образованию углерода. Второй встречаемый по частоте элемент – марганец, который снижает окисление и вытесняет из расплава серу.
Чаще всего для работы с флюсовой проволокой используют инверторные MIG/MAG-устройства. Инверторы компактны, отличаются более высоким КПД и меньшей чувствительностью к качеству напряжения сети, чем трансформаторы.
Для чего нужен метод?
Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
- ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
- обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.

Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой

- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны; полуавтомат без газа отличается небольшими размерами, весом, не нуждается в подключении дополнительного газового шланга;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- нужно меньше времени на подготовку перед процессом сварки;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Безгазовые устройства популярны среди сварщиков-новичков и домашних мастеров благодаря своей мобильности и отсутствию необходимости в покупке баллона и его дозаправке. Для эпизодической сварки в бытовых условиях расходный материал (флюсовая самозащитная проволока) подходит как по качеству, так и по денежным затратам.
Выбор флюсовой самозащитной проволоки для MIG/MAG-сварки

- назначением;
- типом сердечника;
- возможностью применения в разных положениях;
- механическими характеристиками;
- защитным покрытием.
- «Т» – в любом пространственном положении;
- «Вх» – по горизонтали;
- «Ву» – по вертикали;
- «Н» – в нижнем вертикальном положении.
- «В» – в нижнем горизонтальном положении.
Особенности процесса сваривания MIG/MAG-сварочником без газа

Сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх. Это значит, что рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом.
Ни в коем случае нельзя использовать обычный расходный материал без присадочного порошка в сердцевине. В противном случае шов получится с обилием пор и трещин или не получится вовсе.
Рассмотрим, что сварщику нужно обязательно сделать перед полуавтоматической флюсовой сваркой, и разберем сам процесс в деталях.

2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном.
Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Если катушка не соответствует посадочному размеру, используйте адаптер . Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки.

Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник.
Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь.

Значение скорости подачи расходника полуавтоматом должно находиться «в золотой середине». Материал должен успевать выходить из наконечника и расплавляться точно на поверхности металла. При этом расходник не должен излишне натягиваться, иначе он повредится. Если вы уже работали с MIG/MAG-сваркой, то расчет расхода материала ведется практически как обычно, но из-за разбрызгивания металла значение нужно умножить на коэффициент 1,2-1,4.
Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу». Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.

Вы сможете понять, что параметры заданы верно, если проверите дугу на черновой детали. «Черновик» должен быть той же толщины и содержать тот же состав, что и соединяемые заготовки. Если шов вас не устраивает, корректируйте параметры, пока не добьетесь желаемого результата.

После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед.
Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом.
Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой . Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык.
Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже.
Самозащитная (флюсовая) проволока: плюсы и минусы, особенности процесса сваривания

Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
Сварка полуавтоматом без газа:
1. ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
2. обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.
Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой.
- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Особенности процесса сваривания MIG/MAG-сварочником без газа.
Внимание! Рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом, так как, сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх.
Подготовка
Перед процедурой сварки необходимо:
1) очистить свариваемые поверхности;
2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном. Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки. Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник. Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь. Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу».
Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.
После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед. Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом. Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой. Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык. Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже
Читайте также: