Сварка коллектора впускного коллектора
Обновлено: 16.05.2024
Необходимо произвести ремонт выпускного коллектора если в нем обнаружена негерметичность — трещины, свищи, пробои прокладок.
При любой не герметичности выпускной системы в начале тракта: прокладки, коллектора, гофры, фланца происходит автоматический подсос воздуха в выхлопную трубу из-за того что двигатель работает тактами.
В выпускном коллекторе глушителя всех современных автомобилей установлен регулирующий лямбда зонд, датчик кислорода.
Он реагирует на содержание свободного кислорода в выхлопных газах/ По его показаниям блок управления либо обогащает, либо обедняет смесь.
Если кислорода много, то смесь обогащается.
При попадании воздуха из вне блок управления считает смесь бедной всегда и дает команду на обогащение.
При этом топливно-воздушная смесь становится настолько богатой, что не успевает сгореть, заливает свечи. Возрастает расход топлива, бывает трудно начать движение со светофора или в пробке.
Часть не сгоревшего бензина попадает в глушитель, катализатор.
Катализатор при этом может оплавиться и выйти из строя.
Выпускной коллектор от перегрева обычно начинает трескаться еще больше.
От не сгоревшего бензина и перегрева выходит из строя лямбда-зонд.
Вот такая небольшая, казалось бы, неисправность, как утечка выхлопных газов может привести к большим неприятностям.
Бывает это очень часто при проведении некачественного ремонта глушителя, плохом качестве сварки, некомпетентности персонала, проводившего ремонт вашего выпускного коллектора или приемной трубы глушителя.
И так излазив просторы интернета, нашел в днепропетровске химию похожую на двухкомпонентный герметик или на эпоксидную смолу производства компании DoneDeal.
По утверждению завода изготовителя предназначен для ремонта чугунных и металлических коллекторов, ГБЦ и выхлопных систем. Не восприимчев к ударным нагрузкам и вибрациям, выдерживает температуру до 1400 градусов и после полного застывания его можно сверлить, нарезать резьбу и обрабатывать болгаркой)
Проверим на сколько это правда. Так как коллектор у меня уже был заварен какой то стремной сваркой то остается только 2 выхода: новый коллектор и стремная химия) -берем вариант №2, он дешевле, а к первому всегда можно вернутся)))
И так вот оно
По технологии зачистил место нанесения "Серой жижи" обезжирил, размешал ее до однородной массы и наляпал на трещину. По инструкции 5-6мм вокруг трещины, взял с запасом на все 10-12мм. Получилась коровья лепешка)))
Оставил эту лепешку сохнуть на ночь. Завтра посмотрим, что из этого получилось…))
Продолжение следует…
Первые полевые испытания показали что этот "Кизяк" держится молодцом.Пробовал ковырять его отверткой — не берет, довольно крепкая шняга, ну и выхлопными газами перестало вонять в салоне.
Как заклеить выпускной коллектор
Volkswagen Passat 1.6 AHL › Бортжурнал › Ремонт выпускного коллектора
Заметил трещину на коллекторе.Так то ничего, только в салон шли газы и было неприятно. Перешарил все форумы по ремонту, так как на новый цена кусается. Советуют заварить, но нет полуавтомата, нашел статью про термосталь 1400, решил попробовать. Купил, прочитал инструкцию и приступил. Решил сначала зачистить до блеска наждачкой, но не тут то было, во первых долго, во вторых не удобно, снял воздушный фильтр, за одно потом заменил, взял маленькую болгарку и шлифовальный круг и вперед 5 минут и готово. Потом обезжирил ацетоном, Перемешал состав и нанес по инструкции. Подождал 5 часов и начал с перерывами прогревать коллектор. Главное сразу не перегреть, а то начинает пузыриться и газы выбрасывают состав наружу. Когда прогреется становится прочная как сталь! Покатаюсь посмотрю, результат напишу.
Цена вопроса: 300 ₽
Volkswagen Passat 1997, двигатель бензиновый 1.6 л., 101 л. с., передний привод, механическая коробка передач — самостоятельный ремонт
Комментарии 11
ой, это я нечайно)
Нет, отвалилась! Может не правильно сделал, я недавно в нете читал, что надо после того как прошло часа 4 после нанесения, сушит строительным феном, а я заводил движок, может по этому на долго не хватило!
Привет! расскажи теперь по результатам… держит термосталь?
…ооо! круть! надо тож заделать трещину!
…термосталь 1400…интересная тема…первый раз слышу!=))
надо купить-попробовать.а то газ сбрасываешь с передачи-бывает даже почти глохнет иногда…
Ну вот, после ремонта коллектора, накатал километров 900, пока полет нормальный, адская смесь пока держится, даже по моему расход горючки снизился, я тут как то нашел, что из за трещины в выпускном коллекторе увеличивается расход топлива, но не знаю может не так.
Привет, подскажите на сколько вам хватило поездить термосталь?
В общем где то после 2000 отвалилась, но я думаю что в основном из за забитого катализатора, я его полностью удалил, в бж есть.
Как ее устранить ?
Замена-это самое простое решение проблемы.А как эту трещину заклеить или заварить?
Заваривать. не знаю. В принципе, машина с трещиной ездила около 2-х лет. А заваривание может привести к ухудшению ситуации.
Не знаю устройтва данной машины, но трещина очень часто меняет показания датчика кислорода.
Имея такую ситуацию на Альфа-Ромео заваривал.
(коллектор был чугунный. год до продажи отьездил без нареканий)
Но нужен спец по сварке. Мне варил дедок. Как-то хитро. В качестве присадки пользовал кольцо от зила чтоли, не помню уже. Но сделал все на глазах и быстро. Правда там трещина представляла собой почти полный разлом и обваривали по кругу.
У меня тоже имеется трещина небольшая. Задумывался о замене уже давно. Но решил понаблюдать за этой самой трещиной. Езжу год как купил машину и в принципе движения ее не обнаружил.Как была одной длины так и осталась.
А можно ли заварить коллектор не снимая его?Знаю что это небезопасно. -электрика в машине,да и вообще бензин.
А если снимать чтоб заваривать,тогда проще уж заменить.
На месте не заваришь. для качественной сварки металл должен быть прогрет. Если прогрев будет локален — теплоотвод через головку блока, возникнут внутренние напряжения и появится новая трещина. По сварке или рядом. А вообще, если трещина небольшая и не прогрессирует, оставь ее. Следи, чтобы не было утечки через нее — может пожечь все, что рядом.
А все-таки как насчет холодной сварки для нагреваемых элементов.В сесвисе очень рекомендуют специальную пасту ликви моли,говорят великолепно будет держать.Никто не пробовал?
У меня 2 трещины Одна на турбине другая на коллекторе!! что за паста ? я бы попробовал. мне все равно. коллектор и турбину уже купил.Isuzu & Opel 4×4 Club
Заделка «дырок» в выпускном коллек.
guttrv 17 май 2009
Санчелло 17 май 2009
Если ты имеешь ввиду чугунный коллектор-то только замена всего коллектора.А если трещина в приёмной трубе-то однозначно снимать и варить.Никакой там вероятности прикипания нет.Всё снимается и откручивается.Только прокладки новые ставь.А все эти спецсоставы полное г для нехороших женщин.
Да именно приемная труба. Конечно может я ошибаюсь, незнаю как в иномарках, но в наших, разъединить трубы бывает проблема.
Веселый роджер 17 май 2009
Ну тогда варить,можно прямо на месте,без разборки и съёма.
Санчелло 18 май 2009
Это исключено, не подлезешь, да если всетаки измудриться — можно что нибудь соседнее запороть.
guttrv 18 май 2009
У нас машины одинаковые.Там для хорошего сварщика нет места чтобы не подлезть.А варить нада полуавтоматом и проволкой,поэтому соседнее ничего не запорится даже при желании.Один сварщик мне говорил,что он когда в таких местах варит,его за ноги держут.Это тебе кажется что неподлезть.
Да есть у меня такой сварщик, который как раз в такой позе и варил. Мы случайно не про одного человека говорим? Полуавтомата нет, и газовой тоже. К тому же есть трещина со стороны блока, где уже точно никто не подлезет. Сегодня пропробывал один способ, если получится отпишусь.
shum 19 май 2009
Помогите советом. В выпускном колекторе (штанах) где две трубы вварены в одну, по шву отвалилась сварка, соответственно «сечет». Снятие и проварка учитываю только в крайнем случае, т.к. боюсь, что снимать будет проблема — вероятность «прикипания». Чем можно заделать? Заделывал спец составом — термостойким до 1400 град. проблема с неравномерным остыванием — при нагреве все нормально, при остывании отваливается.
Вчера снимал.Таже история. ВДшка рулит.Порядок снятия — 4 гайки с выпускного , болт кузовной ( очень акуратно) -я сорвал пришлось высверливать, лямбду, и 2 гайки на гофре.Снимал из ямы.Пришлось домкратить правую сторну. так не вылезет.Там вообще нет сварки там развальцовка.У меня лопнула на обоих трубах.Сейчас иду проваривать полуавтоматом.
Спасибо. Обнадежил. Вот почему там стало просекать, а я думал там сварка. Кстати вот у меня такая хрень и получилась из-за того, что болта кузовного небыло. Нагрузка на соединение была. А заваривать такое соединение можно? Прокладки менять надо?
Valentin 19 май 2009
. А заваривать такое соединение можно? Прокладки менять надо?
заваривать можно. Прокладки менять в любом случае, недорого они и стоят, порядка 300руб.
guttrv 19 май 2009
Снимал из ямы и еще домкратить. Там как ее вынимать? И почему правую сторону?
Клуб любителей микроавтобусов и минивэнов
Town, Lite, Master, — Ace. Система впуска и выпуска, клапан ЕГР ⇒ Трещина выпускного коллектора 2C-T
Вот свой в сварку отдал. Хочу заказать вместо хлипкого штатного более массивный фрезерованный кронштейн, крепящий турбину к блоку.
И если виной трещин была бы вода, то турбина накрывалась бы первой, по моему.
Как заклеить выпускной коллектор
DarkWing [GB] [7584]
28.12.2011 12:24
Джентльмены — такая задача:
Появилась в выпускном коллекторе дырка (обломилась у основания заглушенная металлическая трубочка. диаметром мм 5-6).
Подлезть и как-то заварить — нереально. Там только почти вслепую можно одной рукой пальцами дотянуться.
Пока-что я ее замазал поксиполом, но, судя по появившемуся запаху, — ненадолго.
Есть какие-нибудь замазки термостойкие или что посоветуете?
Последний раз редактировалось DarkWing [GB] 31.12.2011, всего редактировалось 1 раз.
_________________
Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
DarkWing [GB] [7584]
04.01.2012 23:33
Дырку замазал. Держится отлично.
Но новая напасть — ниже выпускного коллектора (где четыре трубы сходятся в одну) обнаружилась широкая щель между деталями-трубами — и оттуда теперь выхлопом сифонит.
В сервис не предлагать — денег нихуа нет.
_________________
Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
Dimon [486]
12.01.2012 00:29
Штаны по-хорошему должны быть из чугуна. Чугун конечно варится, только стоит ли?
Чем замазал в итоге? Что за машина?
_________________
Изображение
Ремонт, тюнинг и обслуживание AEG и GBB
Ремонт АКБ Li-Po.
Dimon писал(а):
«Штаны по-хорошему должны быть из чугуна. Чугун конечно варится, только стоит ли?
По своему опыту рекомендую смотреть в сторону разборок и искать нормальную деталь + огнетушитель поближе держать.
Чем замазал в итоге? Что за машина?»
Тоже замазал всю щель Термо-сталью, чем выше предлагали. Пока держится.
Остался маленький недомазанный кусочек, на днях замажу.
_________________
Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
Впуск. Часть 4. Сварка впускного коллектора

Одно дело подогнать, нужно еще как то все это зафиксировать что бы сварщик не "мудохался"…
Соорудил из подручных средств стяжки.
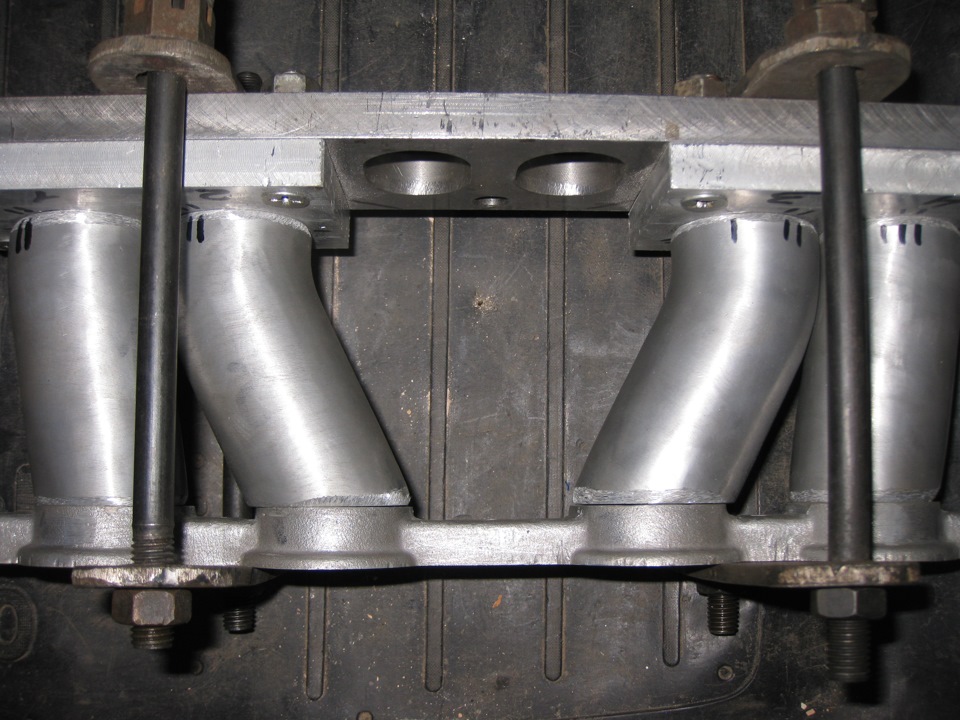
В дело пошли шпильки гбц и самопальные заготовки для удлиненных серег рессор =) хоть куда то они пригодились =)))))
Сделал маркером пометки на свариваемых частях, для наглядности сварщику, мало ли поведет куда при сварке.

Вид с другого ракурса

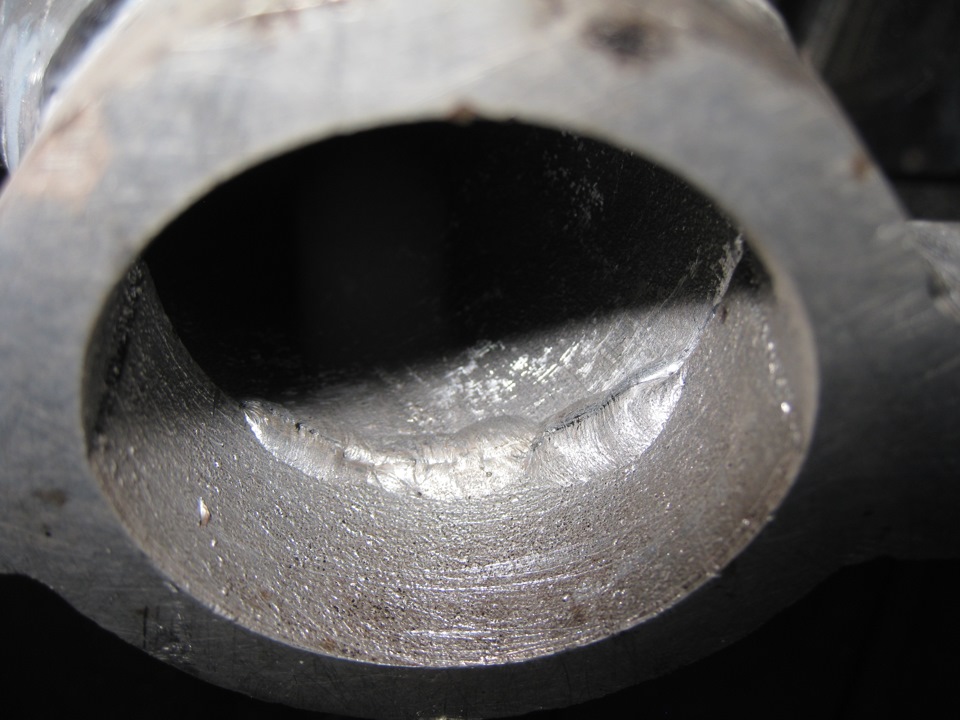
Вид изнутри канала

Местами присутствовали щели, но так как трубы под углом и не совсем правильной формы, точнее сделать сложно, да и думаю не особо нужно.

Алюминиевые фланцы коллектора закрепил на стальной плите, которая потом пойдет на выхлоп.
Для того что бы трубы не сдвигались и хорошо центровались по отверстиям во фланцах посадил через обрезки деревянного черенка. После прихваток их можно выбить.

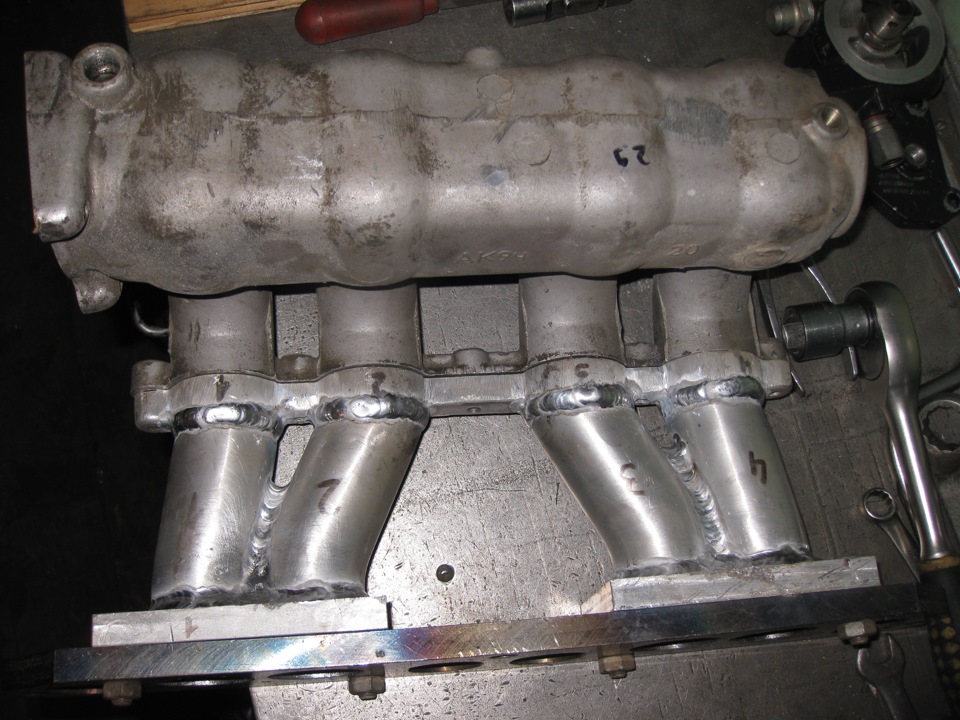
Все это дело отдал на сварку на металлургический завод Мечел (Ижсталь).
Вот так все получилось






Изнутри не проваривали, только местами где были щели. Но думаю и так все будет гуд


Вот так будет в сборе с ресивером.



Получается что то типа этого…

Основное сварено. Швы еще немного облагорожу внешне. Изнутри каналы пройду немного шарошками и наждачками.
Теперь надо выточить втулки под форсунки, рассверлить коллектор и вварить втулки. Так же надо придумать как поставить адаптер регулятора холостого хода под вазовский датчик.
Пока на этом все =) Спасибо за внимание. И спасибо Алексею за помощь!
Запчасти
ГАЗ 31 1997, двигатель бензиновый 2.9 л., 1 л. с., задний привод, механическая коробка передач — тюнинг
Машины в продаже

ГАЗ 3102 Волга, 1997

ГАЗ 3102 Волга, 2005

ГАЗ 3102 Волга, 2007

ГАЗ 3110 Волга, 2000
Комментарии 146
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

А как ранера сделал или нашёл?

От обрезки от второй части

Добрый день. Тема конешь старая, но я только добрался до проблем с своим инжектированием. Если не трудно нужен совет уже прошедшего этот путь человека. У меня получилась засада с впускным коллектором. Решил запилить форсунки как у вас в коллектор. Думал отделаться лёгким способом. Взял кол. Умз 4216, уже начал "дырдочки" пилить, а потом посмотрел на него повнимательней, а он зараза на гбц змз 402 не подходит.(((
А у меня уже и голова перебрана и под 92й бензин запилена. Рампа от ваз 2108 сделана.
И вот теперь не могу определиться:
1.Взять гбц умз 4216 с рампой и термостатом, какие еще подводные камни?
2. Допиливать своё дальше (уже нет сил и видения что получится или нет) по деньгам думаю выйдет все равно что бу гбц от умз 4216 купить и перебрать;
3. Ну и последний вариант если есть возможность отыскать тот самый спорт рессивер на змз 402i который у вас здесь на фото, можно ли его достать?
1. затратно.
2. Переделать крепеж немного, + выхлопной коллектор
3.шанс 1/1000000

Скажи, пожалуйста, что будет, если взять этот же ресивер, но дальше трубы сделать короче? Вплоть до того, что отрезать повороты от ресивера и оставить 15-25 см прямых труб в голову к фланцу?
Все о сварке коллекторов
Выпускной коллектор является одним из главных элементов конструкции транспортного средства. Необходимость в ремонте возникает тогда, когда на поверхности металла образуется трещина. Явление довольно распространенное. Поэтому автомобилистам нередко приходится сталкиваться с необходимостью проведения сварочных работ.
Когда необходимы работы?
Большинство автолюбителей предпочитает доверять сварочные работы профессионалам. Сварка коллекторов – одно из основных направлений мастерских. Почему бы не купить новый коллектор? Стоимость этого элемента довольно высока, особенно если речь заходит о ретромобиле, на который запчасти не так просто отыскать даже при наличии средств в кошельке.
По последним данным, стоимость описываемой детали транспортного средства, может находиться в пределах 30-60 тысяч рублей.
Во время работы машины на коллектор действует большая нагрузка. Поскольку он соприкасается с мотором, то высокая температура от последнего переходит на него. Температурные перепады всегда негативно сказываются на свойствах металла, а в совокупности с вибрацией коллектор может быстро приходить в негодность.
Именно через описываемый элемент выходят выхлопные газы. При измерении их температуры можно получить значение в несколько сотен градусов. В свою очередь, когда двигатель глохнет, металл коллектора быстро охлаждается, в результате происходит образование конденсата.
Обычно причиной неисправности становится поломка двигателя, работа катализатора, которая осуществляется неправильно. Даже слишком резкая езда по бездорожью нередко становится причиной появления трещин в коллекторе, впрочем, как и мойка мотора. В последнее время участились случаи, когда недобросовестные производители нарочно изготавливают детали с ограниченным сроком эксплуатации. Это делается для того, чтобы пользователь транспортного средства тратил свои средства на покупку новых запчастей.

К сварке прибегают тогда, когда размер трещины увеличился до 5 см или выгорел металл, отвалился фрагмент. Все описанное выше является первой причиной, почему на поверхности металла образуется коррозия. Именно она первопричина трещин.
Современная сварка – возможность сэкономить. Ремонт обходится пользователю гораздо дешевле покупки новой запчасти. Благодаря быстрому и практичному способу устранения проблемы можно избежать неожиданной поломки автомобиля на дороге.


Узнать о поломке коллектора можно по некоторым признакам. Всегда появляется неприятный запах, который особенно отчетливо уловим в салоне. Работа мотора сопровождается посторонними звуками, электронные системы управления начинают давать сбои в работе. Кроме всего указанного, падает давление в турбокомпрессоре.
После осмотра мастером коллектора и выявления трещин их потребуется заварить. Если отломались фрагменты, то их устанавливают на место с помощью того же метода. Иногда бывает и так, что агрегат просто разрывает пополам. В этом случае можно просто соединить вместе две половины, используя электросварку.
Редко, но на поверхности коллектора встречаются и выгоревшие части. Этот дефект устраняется так же просто. Необходимо только наплавить недостающий металл. Утолщенные стенки прослужат долго.


Профессионалы знают, что работать с агрегатом можно исключительно на слабом токе, при этом температура воздействия не должна быть большой. Для этого приобретают особые электроды. Высокий разогрев коллектора также приводит к растрескиванию металла. Вот почему некоторые думают, что сварить или заварить его невозможно. В данном случае речь идет лишь о недостатке опыта у мастера.
Весь секрет в правильно подобранных электродах. Если использовать нужные с особым покрытием, то при сварке чугуна не возникает никаких проблем. Но и это не все, техника сваривания также играет немаловажную роль. Каждый, кто решил самостоятельно провести работу, должен знать, что чугун относится к железоуглеродистому сплаву. В нем содержится более 2% углерода. Именно этот показатель и оказывает основное влияние на прочность металла.
Если брать в качестве примера серый чугун, где есть еще и графит, то он обладает невысокой механической прочностью. В работе с таким материалом потребует соблюдать особую осторожность. Идеальным решением для наложения сварочного шва является электрод типа ЦЧ-4. Их же можно увидеть у сварщиков, которые работают с медью. Все дело в том, что медь плавится уже при 700 С, этого вполне достаточно, чтобы чугунный элемент не трескался при воздействии электрода.
Но перед тем как начать сварочные работы, коллектор потребуется сначала предварительно разогреть. Речь идет о температуре до 650 С. Только после этого можно начинать варить. Также металл очищается от грязи, для этого используется сухая ветошь и обезжириватель. Идеальным решением будет ацетон. Провести работу самостоятельно несложно, нужно только ответственно подойти к вопросу и освоить технологию.


Обзор методов сварки
Выпускной коллектор можно сварить несколькими методами. Для этого используются электрические машины и подходит даже холодная сварка. Можно использовать следующие варианты:
- горячий;
- полугорячий;
- холодный.
При горячем способе разогрев метла производится до температуры в 600-650 С. Если используется полугорячий метод, то показатель снижается до отметки 300-350 С. Нагревания не происходит вовсе при использовании холодной сварки. В этом случае шов появляется небольшими отрезками, потом сверху накладывается дополнительно еще один слой. Только так можно избежать коробления металла.


Газовая
Один из тех вариантов, который обеспечивает качественный шов. Характеризуется минимальным выгоранием углерода. Чтобы изделие не трескалось, его допускается предварительно нагревать до произведения сварочных работ. Остывание происходит медленно.
Полуавтомат
Это простой метод, но от сварщика нужно знать, как выполняется сварка чугуна, в какой последовательности и каким образом предварительно подготавливается деталь. От последнего условия будет зависеть качество сварного шва и его прочность. Присадочный материал – проволока особого назначения.
Аргон
Большинство сварщиков используют в качестве защитного газа аргон, такая работа выходит дорогостоящей. Гораздо удобнее воспользоваться TIG сваркой с использованием электрода неплавящегося типа. Он обязательно должен быть изготовлен из вольфрама.
Инвертор
Такой метод характеризуется длительной подготовительной работой. Область обработки тщательно зачищается. Степень готовности определяется по металлическому блеску. Затем необходимо обработать поверхность обезжиривателем. Специалисты советуют использовать Б-70 или ацетон. На третьем этапе трещину углубляют и придают ей конусообразную форму. При использовании инвертора материал накладывается послойно. Как опорный элемент применяется шпилька из стали.
Оборудование и материалы
Опытные мастера советуют при работе с коллектором применять инвертор или холодный метод. Последний способ лучше всего подходит для домашнего самостоятельного использования. Гарантировать успех можно только при условии, что соблюдается режим сварки и мастер смог правильно подобрать электрод. Последний должен иметь в составе никель или медь.
Из отечественных товаров можно выбрать ОЗЧ-2 или ОЗЧ-6 с медным стержнем, с поверхностью, обработанной железным порошком. Не будет ошибкой и использование никелевых электродов, особенно если применяется сварка на постоянном токе.
Шов высокого качества можно получить, если применить МНЧ-2. Эти медно-железно-никелевые электроды не дают образовываться коррозии, им не страшны агрессивные среды и горячие газы.
В любом учебнике электросварщика можно прочитать, что необходимым условием для создания качественного шва является соблюдение некоторых требований. Толщина детали играет важную роль при выборе типа электрода. Также необходимо принимать во внимание вес и условия эксплуатации.
Технология
Когда пользователь сталкивается с проблемами в работе коллектора транспортного средства, ему необходимо немедленно произвести осмотр детали. Если появилась небольшая трещина, лучше заварить ее сразу, поскольку промедление может обернуться обрывом патрубка. Важно принимать во внимание, что чугун требует к себе внимания и аккуратности со стороны мастера, а иногда и большого опыта в сварочных работах.
Если нет совсем опыта, но требуется произвести ремонт быстро, то лучше воспользоваться холодной сваркой.


Как только начинается нагрев элемента, температуру требуется поддерживать постоянно. Опытный сварщик знает, что чугун остывает быстро. Очень легко предотвратить распространение трещины в момент проведения сварочных работ, для этого достаточно с обеих сторон сделать небольшие отверстия. Их просверливают при помощи специализированного инструмента. Чтобы металл полностью заделал трещину, ее нужно немного разделать. Прилегающий участок обязательно зачищается.


В момент проведения сварочных работ наблюдается большое выделение СО2. Так происходит потому, что углерод выгорает, вот почему в помещении должна быть организована мощная вытяжка, а при возможности работу лучше выполнять на улице. Вместе с тем, большое парообразование приводит к ухудшению качества шва. Даже после того, как работа будет закончена, деталь продолжают подогревать. Также можно избежать образования белого налета на поверхности. Его потом будет невозможно обработать.
Не нужно впадать в панику. Если на коллекторе образовалась трещина или он и вовсе развалился на две половины. Когда детали не более 10 лет, нет необходимости покупать новую, можно просто сварить ее. Можно использовать аргон или просто наплавить чугун на трещину. Кромки трещины, которые требуется разделать по всей глубине, не стоит обрабатывать стандартной болгаркой. Хоть этот инструмент и чаще других можно отыскать у соседа или у себя в гараже, он не совсем подходит для выполнения подобной работы.
При выборе метода наплавки применяется газопорошковый состав. Бывает и так, что коллектор выгорел до такой степени, что даже опытному сварщику не под силу вернуть его к жизни. Это, наверно, единственный случай, когда стоит задуматься над покупкой новой детали. Если есть возможность, то опытные мастера советуют использовать сварочный кондуктор. Он позволит сделать так, чтобы деталь остывала постепенно.
Уже после шов потребуется тщательно отшлифовать. Важным условием последующей нормальной работы является восстановление имеющихся плоскостей. Если этим правилом пренебречь, то может случиться так, что шов, спустя некоторое время, может лопнуть. Запрещено делать ремонт при отсутствии прокладки у коллектора. В процессе работы геометрия отверстий должна постоянно находиться под контролем.


Работа в автосервисе может занимать до 5 часов, все зависит от сложности отдельного случая. И это при условии, что использовалась сварка аргоном или электродами. Несколько дней занимает восстановление коллектора при помощи газопорошковой наплавки. В этом случае на полное остывание уходит до суток.
Если есть необходимый навык, то можно сделать ремонт коллектора в собственном гараже. Просверленные отверстия должны находиться на расстоянии 3-5 см от образовавшейся трещины. Хорошо, если есть стол-манипулятор, при помощи которого удобно закрепить деталь в желаемом положении. Так ее оставляют и до полного остывания.
Любой опытный сварщик скажет, что при желании сэкономить автовладелец должен трезво оценивать собственные силы и возможности. Порой лучший способ устранить проблему – обратиться в специализированный сервис, где поломку устранят за несколько часов. При неправильном использовании сварочного агрегата, неверно выбранных электродах и несоблюдении условий наложения шва можно только ухудшить ситуацию. Небольшая трещина легко превратится в ту, с которой будет сложно работать даже мастеру, соответственно, и стоимость ремонта обойдется дороже.



О сварке чугунного коллектора смотрите в следующем видео.
3 пошаговых инструкции сварки выпускных коллекторов
Сварка выпускных коллекторов: классификация проблем выхлопной системы + алгоритм замены треснувшего коллекторы на новый + 3 способа сварки чугунного коллектора + 3 оптимальных вариации электродов для сварки + лучший вариант сварки выпускных коллекторов из нержавейки + анализ, можно ли сварить коллектор холодной сваркой.

Вопросы о коллекторах в сети довольно распространены, и касаются они автомобилей. Если мы говорим о транспорте, то здесь возможны 2 вариант коллекторов – впускной и выпускной.
Большим нагрузкам подвержен именно первый. Высокие температуры + остатки топлива буквально «прожигают» деталь, выводя ее из строя в транспортном средстве.
Как именно происходит сварка выпускных коллекторов + имеет ли смысл ее проводить вообще, мы рассмотрим в сегодняшней статье. Приступаем.
Что такое коллектор + причины его поломок
В системе автомобиля под коллектором подразумевают впускную или выпускную деталь, расположенную по обеим частям двигателя. Как правило, элементы не имеют точек соприкосновения, к тому же, в 90% случаев выполнены из различных сплавов металла.
Задачи коллектора определяются его типом:
- впускной. Задача детали – это подвод и помощь в смешивании смеси топлива до того, как она попадет в цилиндры двигательной системы;
- выпускной. Выполняет отводящую функцию, где в качестве транспортного сырья выступают сгоревшие газы. Отходы поступают сначала в катализатор, а потом подаются на глушитель.
Структура обоих типов коллекторов также имеет большое сходство – это от 2 до 6 трубок, объединённые в одну, которые «одеваются» на цилиндры двигателя. Число трубок зависит от числа цилиндров, а в 2020 году могут встречаться как старые модели (та же «ОКА») с 2 цилиндрами, или продвинутые американские бензинопожирающие «монстры» с 6-ю цилиндрами. По классике – это 4 цилиндра.

Фото впускного коллектора представлено выше. Его подключение происходит к системе по подаче топлива + воздуха. В верхней части детали будет расположена или заслонка дросселя, или карбюратор.

Принцип работы выпускного коллектора:
- После поступления в двигатель топлива, клапаны закрываются.
- Происходит поджигание смеси свечей зажигания.
- Поршень смещается вниз благодаря получившейся взрывной силе.
- В работу вступают клапана на выпуске, которые отводят сгоревшие остатки топлива и газы в выпускной коллектор. К каждой трубе идет подвод коллектора, который в конце объединяет все ответвления в единое целое.
- Катализатор поджигает смесь из трубы.
- Горючие частички отправляются или в трубоотвод, или сразу в глушитель.
- Газы выходят во внешнюю среду.
Выходной коллектор + глушитель подавляют звуки от работы мотора, делая ход транспортного средства для окружающих, в звуковом плане, комфортным.

Важно: выпускной коллектор постоянно подвергается значительным температурным ударам – от 600 до 950 градусов по Цельсию. Логично предположить, что материал изготовления детали обязан иметь высокие показатели теплоустойчивости, а обеспечить это могут только тугоплавкие металлы.
Аналогичная ситуация и со сваркой. Если для залатывания коллектора будет использован низкокачественный материал, о долговечности проделанной работы не может быть и речи. В большинстве случаев отводящий коллектор дополняют специальным датчиком, который помогает отслеживать уровень кислорода в выхлопе. Он помогает корректировать состав топливной смеси, что подается в двигатель. Как итог – незримая взаимосвязь между составляющими системы.
Теперь поговорим о классификации проблем выхлопной системы.
| Проблема | Описание |
|---|---|
| Катализатор | Фильтр используется с целью задержки сажи, которая имеется в газах выхлопа. Из-за постоянного влияния высокой температуры и засорения, элементы детали плавятся крайне быстро. О неполадках сигнализирует отсутствие дыма из трубы, либо его слабое проявление с сизым оттенком. |
| Датчик кислорода | Причин поломки может быть несколько – корпус разгерметизировался, перегрев, износ, отсутствие контакта по электрической цепи или банальное механическое повреждение. |
| Гофра | Элемент глушителя цилиндрообразной формы с гофрированной трубкой внутри и внешним покрытием из нержавейки. Благодаря эластичности детали, она поглощает колебания и защищает систему от разрыва. Поломка происходит, когда забит фильтр сажи + происходит резкий скачок давления. |
| Резонатор | Часто называют малым глушителем. Расположен перед своим старшим собратом. Возможная поломка – 1-2 элемента детали прогорели. |
| Глушитель | Признаки более чем говорящие – дребезжание в месте крепления системы, снижение мощности движка и громкое звуковое сопровождение. |
| Выпускной коллектор | Возможные проблемы – разрыв патрубка или дырка в коллекторе. Признаком проблемы служит аромат выхлопных газов в помещении салона. |
Оговоренные проблемы возникают из-за влияния химических веществ, которые содержаться в смесях, распространяемых во время гололедицы. Вторая причина – износ детали. Система постоянно находится под влиянием высоких температур. Плавление и прогорание ее компонентов не диковинка.
Сварка выпускных коллекторов собственноручно: особенности и рекомендации
В сути проблемы и ее возможных причинах разобрались. Теперь давайте решим вопрос ремонта выпускного коллектора. Единственный вариант решения проблемы – это сварка. Сама по себе конструкция детали не предусматривает возникновения других проблем, кроме как сквозные дырки или трещины по причине высоких температур и влияния агрессивных веществ. Второе решение – замена коллектора на новый самостоятельно или на станции технического обслуживания.
1) Как снять/установить выпускной коллектор в авто?
В зависимости от степени сложности проводимого ремонта, может возникнуть необходимость в покупке нового коллектора, ибо сварка обойдется по той же цене, а иногда даже дороже. Для большинства владельцев проще будет обратиться в СТО, но есть и категория автомобилистов, которые предпочитают производить мелкие ремонтные работы собственными руками.

Набор инструментов для замены старого коллектора на новый:
- емкость, в которую можно слить жидкость для охлаждения;
- ручной/гидравлический/пневматический или любой другой домкрат;
- комплект ключей рожкового, накидного и торцового типов;
- трещотка-ключ + набор насадок к нему + удлинитель;
- плоская отвертка и крестовинка.
Покупая новый коллектор, в комплекте сразу нужно менять 2 типа прокладок – в связке коллектор/ГБЦ и коллектор/приемная трубка системы выпуска. О том, какой именно брать коллектор, скажет маркировка старого + проконсультироваться у продавца – это святое.
Алгоритм замены выхлопного коллектора:
- Предварительно изучаем технику безопасности при ремонте двигательной системы транспортных средств.
- Выключаем аккумулятор.
- Сливаем жидкость для охлаждения. Для этого потребуются перчатки из резины, гаечные ключи, чистая вода и емкость для слива (зайдет обычный тазик).

Всего 14 шагов. Весь процесс может занять от 1 до 3 часов. Конечно же, если у человека все в порядке с прямотой рук. Если не уверены в своих способностях, лучше обратиться в сервисный центр. Дороже, но качественней.
2) Как происходит сварка выпускных коллекторов из чугуна?
Перед началом работы требуется определиться из какого материала изготовлен выпускной коллектор. Здесь 2 варианта – чугун или путем сварки труб из стальных сплавов с примесями для предотвращения коррозийных процессов. Чугунные детали более распространённые в рамках РФ, потому основной объем дальнейших пояснений будет именно о них.
- Горячая технология. Когда заготовка разогревается до пиковой температуры от 600 до 660 градусов;
- Полугорячая технология. Процесс сварки протекает при температурных условиях 300-350 градусов по Цельсию;
- Холодная технология. Сварка производится в стандартных условиях, без какого-либо нагрева.
Последний вариант отличается методикой прокладки швов – короткие отрезки, на которые накладываются повторные слои. Такое подход позволяет избежать коробления материала выпускного коллектора.
Классификация типов сварки
| Тип | Особенности | Популярность (из 5 ★) |
|---|---|---|
| Газовая | Методика показывает одни из лучших результатов в работе с чугуном. Предотвращается большое выгорание углерода без потери качества в швах. | ★★★★ |
| Полуавтоматом | Одно из условий успеха – качественная подготовка детали к сварке. Важно запомнить порядок выполнения действий во время процесса. Присадкой будет специализированные вариации проволоки. | ★★★ |
| TIG-сварка | Ручная сварка с применением неплавящегося электрода на основе вольфрама, где в качестве защитного газа используется аргон. Для обработки чугуна методика вполне приемлема. | ★★★★ |
| Инвертором | Тип ручной сварки с большим количеством предварительных работ, связанных с зачисткой поверхности места сварки выпускного коллектора, обезжириванием и углублением трещины до конусообразного вида расшивки. Сам процесс происходит слоями с опорой в качестве стальных шпилек. | ★★★★★ |
Если мы говорим о работе в домашних условиях, то единственный приемлемый вариант – холодная сварка инвертором. Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Какие электроды использовать:
- ОЗЧ 2 или 6. Электроды в основе которых медный стержень с обмазкой из порошкового железа;
- железо + никель. Хорошая электродная связка для чугуна. Заходит для сварки при постоянном токе;
- железо + никель + медь. Получаемые швы могут противостоять коррозийным атакам, и способны без последствий контактировать со средами агрессивного характера + горячими газами.
При выявлении трещины в выпускном коллекторе, не советуется ожидать пока та приведет к срыву патрубка. Советуется как можно скорее снять деталь с двигателя и произвести ее ремонт. Для чугунных коллекторов при сварке требуется увеличение углерода – от 3% до 7%.

Если используется горячая сварка, деталь необходимо предварительно разогревать. Температура поддерживается на одном уровне (плюс/минус 10%) на протяжении всего процесса сварки. Учитывайте физические свойства чугуна – металл очень быстро остывает.

Из-за повышенной текучести чугуна, вдоль трещины можно либо просверлить отверстия, либо воспользоваться прокладками из графита , подложив их под место сваривания также вдоль будущего шва. Порообразование во время выгорания углерода может исказить конечный результат работы, в том числе, а потому, в процессе работы будьте предельно внимательны.
3) Особенности сварки выпускного коллектора из нержавейки
Тут уже свои особенности. В зависимости от сплава, применимого в процессе сборки выпускного коллектора, могут меняться и способы сварки детали. У большинства элементов имеется примесь никеля, хрома и прочих цветных металлов, что усложняет процесс заделывания трещин и прогаров.

Обратите внимание: во избежание выгорания добавок в сплавах нержавейки, настоятельно рекомендуется производить сварку деталей исключительно в среде защитных газов.
Вторичное последствие – деформация детали из-за температурного режима сварки. При полном соблюдении технологии, обрабатывать фланец не потребуется. В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
Популярные типы сварки для нержавейки:
- инвертор общего типа (TIG, AC) + инертная среда + электроды из вольфрама;
- ручной тип сваривания с использованием электродов со специализированным типом покрытия;
- проволока из нержавейки + среда инертного газа + полуавтоматическая сварка.
Если речь о гаражном ремонте выпускного коллектора из нержавейки, оптимальным решением станет наложение сварочных швов электродами, имеющими ММА покрытие. Можно выбрать электрод на основе титана с рутиловым покрытием.

Менее привлекательные варианты, но тоже рабочие – это опять-таки электроды из двуоксиного титана с покрытием из кальция/карбоната магния. Толщина электрода идет по ГОСТу 10052.
Одна из вариации варки чугунного коллектора сварочным аппаратом:
4) Можно ли сварить выпускной коллектор холодной сваркой?
Хотя прямого отношения к металлическому завариванию швов холодная сварка и не имеет, некоторые мастера ее все же используют на временной основе. Применять метод советуется лишь тем личностям, кто знаком с технологией исполнения.
Когда рационально использовать холодную сварку:
- если при сварке традиционным методом деталь деформируется;
- геометрия вашего коллектора имеет сложный вид, а трещина пошла в самом неудобном месте, куда электродом не подползти;
- шов располагается на границе разных металлов.
Для сварки коллектора из нержавейки холодную сварку в виде клея еще можно использовать, но, если деталь из чугуна – вы только зря потратите время. На сколько хватит шва? Километров 500 от силы, но в 80% случаев сварка отлетает уже спустя 50-100 тысяч метров, так как на сдвиг и кручение шов не работает, к слову, совсем.
Подводя итоги, отметим, что наиболее рациональная сварка выпускных коллекторов – инвертор со специализированными электродами для чугуна, и сваривание ММА электродами для нержавейки. Без опыта в сварке будьте готовы к массе косяков и срывов швов. Если желаете сэкономить нервы, лучше обратиться в СТО или замените коллектор вовсе. Удачи на дорогах!
можно ли заделать трещину на выпускном коллекторе (сверху выпускного коллектора трещина)
решил поменять прокладку впускного коллектора
-капал тосол
сняв впускной обнаружил засаду -трещина сверху выпускного коллектора длиной 8см
а снимать, менять его уЖ очень не хочется
а может и не получиться ведь прикипело, приржавело там
кто нибудь заделывал трещину, надолго ли енто
P.S. кстати был на разборке, и пока искали коллектор нашли два с трещиной как у меня -очередная болячка WV.
спи спокойно мой верный пёс .
ZIMMERMAN
Просто заглянул
На коллекторе год назад заварили трещину. Через год те же самые симптомы: дым при непрогретом двигателе. После замены коллектора (нашел на разборке) на одном из выпускных каналов виден сварочный шов и трещина почти по нему.
VW Golf II, 1,6 л, RF, 1988, Питер
Andrey150
Завсегдатай
По уму коллектор варится в специальной печи. Но можно заварить и полуавтоматом. Одному другу делали, за два года проблем нет. Лучше конечно купить б\у. Коллектор снимать прейдется в любом случаи.
Alexander073
Мастер советчик
Прошлой осенью, когда стал совсем некомфортный воздух в салоне, полез смотреть, в чем же дело. Обнаружил сверху вып. колл. "нитку", где то см семь. Несмотря на собственный скептицизм вспомнил от одного из учаснтиков про Американикий Cement упрочненный сталью для монтажа глушителей и выпускных систем. Сам мазал им сочленение пламягасителя и приемной трубы- молотом не разбить! Почистил, помазал. Через полгода заглянул- все как прежде. Воздух в салоне чистый Рекомендую. На крайняк можно помазать снова.
Варить- 100% развалится, от месяца до полугода.
Проктолог-иллюзионист
SunchoS_Zarya
Реальная машина - Пассат
Мне варили электросваркой так сказать заодно. Нашли случайно, когда снимали впрыск. Трещина маленькая (была) и об ее наличии я не догадывался, пока не увидел.
Falcon[SD]
Профессиональный советчик
я поменял. 2000р на разборке euro auto. подошел коллектор от дизеля, мне он больше понравился тем, что он меньше (хотя геометрия сочленений с мотором и приемной трубой точно как у бензина), значит должны быть меньше внутренние напряжения при нагреве. бензиновые коллекторы ВСЕ были с трещинами, за единственный целый от бензина хотели 2500, но он был совсем ржавый, а дизельный с виду как новый, взял его и доволен.
Dima012
Любитель Гольфиков
Обнаружил нитяную трещину на выпускном. Купил эту термосталь, буду пробовать.
s_even
Если трещина сверху, ищешь толкового сварщика, разделываешь трещину засвеливаешь ей края вворачиваешь или вбиваешь стальные заклепки, прогреваешь коллектор работающим двигателем, и завариваеш. Только учти простыми электродами или полуавтоматом это до фене варить развалица, только для чугуна. Завариваешь и не давай остывать, заводи и катайся что бы напряжение спало в месте сварки так же старайся не охлаждать резко.
LogDog
Эстет
jafar2000
антирационализатор
Заваривали полуавтоматом колектора. Ни одной рекламаци. При сварке чугуна мы его греем, варим по горячему, потом медленное охлаждение. Последняя стадия очень важная -это шлифовка привалочной поверхности со сторотны ГБЦ. Как профилактику часто при ремонте ГБЦ шлифуем эту плоскость результат- полное тссутствие трещин впри дальнейшей эксплуатации. Почти все колектора как целые так и нет "теряют" эту плоскость и когда колектор притянут к ГБЦ в нем возникают очень приличные напряжения. К сожалению чугун не сталь напряжения в нем можно снять только нагрев его добела весь. На моторе такое невозможно.
WRH2E
Деспот форума, лепший сябр Феи
saibl
Boring
bis dat,qui cito dat
А есть какие-то признаки косвенные что в выпускном трещина?.Скажем,звук работающего мотора как меняется? Расход как меняется? Что касается самой трещины,если она присутствует,то она обязательно сквозная?То есть поднеся руку при работе можно почувствовать "дуновение" газов и обжечься? Или обычно там слабо "дует"?
igor35rus
У меня та же проблема на машине была после покупки, обнаружил что есть трещина на выпускном причем с обоих сторон, позвонил старому хозяину авто, у него движок валялся в гараже еще один, он сказал что есть у него выпускной, я обрадовался, приехал забрал целиком голову с впускным и выпускным, приехав к машине начал откручивать впускной, и заметил что и этот выпускной тоже с трещинной. Поехал в магаз спросить что по чем, сказали 17 тыщ, я чуть не рухнул там. пришлось искать сварщика по чугуну. Взял газету обзвонил, договорился о встрече, сдал сварщику выпускной, он его заварил за 2 часа
Цена вопроса 1000руб
будем надеяться что на долго хватит, а если нет то второй заварю и все))
hedgehod
Заварить выпускной коллектор можно только демонтировав с авто и нагрев в муфельной печи до красна проварить электродами по чугуну опытным сварщиком, все остальные варианты потеря времени и денег - только замена на б/у (новый) целый. Все остальные попытки варить чреваты получить трещину рядом по шву сварки!
Читайте также: