Сварка корпуса электродвигателя из алюминия
Обновлено: 20.09.2024

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочные технологии для ремонта электродвигателей
Высокая стоимость электродвигателей делает актуальной задачу их ремонта. В частности, это относится к мощным тяговым электродвигателям большегрузных самосвалов, к экскаваторным двигателям и генераторам.
Корпуса электродвигателей изготавливаются из стали, чугуна, а также из литейных алюминиевых сплавов.
Наиболее часто встречающиеся дефекты - это трещины, отбитые части корпуса или оторванные лапы, а также износ посадочных мест под подшипники.
Ремонт с помощью сварки и наплавки корпусов электродвигателей, изготовленных из стали, как правило, не вызывают затруднений. В то же время, ремонт корпусных деталей из алюминиевых сплавов, и особенно из чугуна, проблематичен.
Для ремонта корпусных деталей из алюминиевых сплавов и магния разработана установка аргоно-дуговой сварки, позволяющая сваривать металл толщиной от 1 мм до 80 мм. (Для сравнения: существующие установки серийного производства позволяют сваривать металл толщиной до 20 мм). Минимальный ток сварки составляет 5А (в серийных установках ЗОА).
Такой большой диапазон регулирования сварочного тока позволяет сваривать как корпусные детали электродвигателей, так и ряд других изделий - алюминиевые провода и шины, корпуса и крыльчатки вентиляторов, головки блоков двигателей внутреннего сгорания и др..
Установка внедрена на Минском П/О «Атлант» (Минский завод холодильников) в 1994 г. для сварки форм из сплава АМгб, применяющихся для формовки внутренней полости холодильников.
Кроме того, установка применяется для сварки меди, бронзы, нержавеющей стали, титана, свинца, никеля, нихрома и других материалов, а также проведения наплавочных работ.
Нами разработана технология сварки и наплавки чугунных изделий, что позволяет сваривать чугун со сталью (вне зависимости от марки чугуна и стали) и наплавлять стальные и чугунные изделия.
Прочность сварного соединения составляет 40 - 45 кг/кв. мм как при сварке чугуна, так и чугуна со сталью. Металл шва хорошо обрабатывается даже ручным слесарным инструментом. Предварительный и последующий подогрев, как правило, не требуется.
Наплавляются слои толщиной от долей мм до 20 мм. Твердость наплавляемого слоя от НВ 170 до 65HRC.
Простота технологии и надежность оборудования делают метод приемлемым для крупных заводов (АЗЛК, ВАЗ, Первоуральское П/О «Хромпик» и др.), и в то же время его применяют мелкие мастерские, ЖЭКи, котельные, автопредприятия, горводоканалы для ремонта изделий из чугуна и стали.
Сварка петушков коллекторов генераторов и электродвигателей
Традиционным методом соединения обмоток якоря с петушками коллектора является пайка. Однако прочность паяного соединения резко снижается с повышением температуры. По этой причине для тяжелонагруженных электромоторов пайку заменяют сваркой.
Однако стоимость установок для сварки петушков коллектора с обмотками якоря довольно велика. Импортные установки стоят до 120 тыс. у. е.. Несколько дешевле установки, производимые в России на
Псковском заводе тяжелого электросварочного оборудования, но и их цена превышает 20 тыс. у. е..
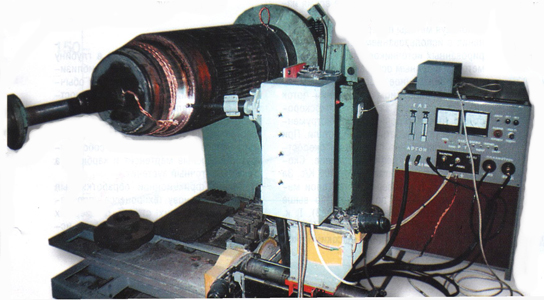
Проведенный анализ показал, что стоимость установок в основном складывается из стоимости механической их части - вращателя. Так как установки имеют вертикальную ось вращения якоря в процессе сварки, то переход к схеме сварки с горизонтальной осью вращения позволяет отказаться отказаться от специального вращателя и использовать стандартные вращатели М31050 Ильницкого завода механического сварочного оборудования, а также старые токарные станки, что еще более удешевляет установку. Переход к горизонтальной схеме сварки позволяет решить еще одну задачу - на этой же установке можно наплавить валы электродвигателей с помощью автоматической наплавки под слоем флюса или в защитных газах. Такая установка пригодна и для плазменной наплавки.
На фото показана сварка петушков коллектора тягового двигателя ДК автомобиля БелАЗ на одном из предприятий. Эта же установка производит и плазменную наплавку валов износостойкими коррозионостойкими материалами.
При разработке установки для сварки петушков коллекторов и плазменной наплавки пришлось решить ряд специфических проблем, возникших в связи с переходом к горизонтальной схеме сварки. Следует отметить, что установка более универсальна, чем установки с вертикальной осью вращения, а стоимость ее существенно ниже.
Восстановление изношенных валов
Установка с горизонтальной осью вращения, как было указано выше, позволяет наплавлять шейки различных валов в т.ч. и другие изделия: плунжера гидравлики, валы насосов и т.п. Наплавка может производиться под слоем флюса или в защитных газах.
Для ряда валов весьма перспективна плазменная наплавка, которая позволяет получить металл высокого качества заданной твердости, кроме того позволяет наплавлять чугунные изделия - например, коленчатые валы двигателей внутреннего сгорания.
Возможность получения металла наплавки твердостью до 65HRC делает плазменную наплавку перспективной для использования в ремонтных целях, так как заданная твердость получается сразу и наплавленная поверхность не нуждается в какой-либо термообработке.
Все что нужно знать про силумин о том что это такое и где его используют
Приобретая в магазине тот или иной товар (например, посуду (сковороду или кастрюлю), или водопроводный кран), многие даже не догадываются, что он сделан из силуминового сплава.

Чтобы было более понятно, сплав силумин состав — определенных металлов (в основе алюминий и кремний), плюс примеси (Fe, Mg, C, Cu).
Что такое силумин и что это за сплав?
В зависимости от процентов примесей металла конечный сплав силумина меняется по твердости и износостойкости.
АL ( алюминий) — мягкий металл, а для увеличения прочности как правило добавляют один элемент периодической таблицы Менделеева- Si («силициум» или «кремний»).

Добавление в алюминий Si придает универсальность сплаву, увеличивает прочность, уменьшает вес и улучшает литейные свойства благодаря чему, можно изготавливать миниатюрные изделия.

Где применяется
Все вышеперечисленное привело к тому, что сплав силумин, стал востребованным сплавом в изготовлении изделий, в том числе автозапчастей.



Стоит ли покупать силуминовые товары- вывод сделаете посмотрев видео :
Кроме того, этот состав применяют в отливе статуэток, подставок, подсвечников. В советские времена часто делали подставки чайные, пепельницы, бюсты именно из такого состава.
Учитывая такие особенности свойств силумина как:
- жидко текучесть
- небольшой удельный вес
его используют на производствах массового характера, таких, например, как:
Самолетостроение
Зачастую используют в работе силумин конкретных марок (АЛ2-для деталей, которые не подвергаются нагрузкам), АЛ34 и АЛ9 для узлов, которые наиболее подвержены силовому воздействию (насосные элементы, поршневые цилиндры охлаждения)
Именно потому, что этот сплав имеет небольшой вес, его часто применяют в авиастроении, так как это:
- снижает вес конструкции, не теряя «летательных» свойств;
- снижает топливный расход;
- повышает грузоподъёмность воздушного судна.
Судостроение
Силумин получил свое применение в качестве материала для обшивки конструкций, непосредственно из-за антикоррозийных свойств.
В космическом кораблестроении так же применяют силуминовый сплав.
Оружейное производство
Основное и востребованное направление в применении силумина. Из-за легкости и надежности данный сплав применяют при производстве оружия.

Силуминовый сплав применим в производстве:
- кухонной утвари (сковородки, кастрюли);при создании составляющих: теплообменников,
- арматуры и целых изделий (мясорубки);
- сантехнических товаров (смесителей, переходников, фитингов, ниппелей, гаек)
Автомобилестроение
Силумин (в частности АЛ34) применяют в производстве корпусных деталей машин, при производстве картеров двигателя ВС (внутреннего сгорания).

Важно помнить, что силумин хрупкий сплав. При падении, например, кастрюли на пол, она может сильно деформироваться, а смесители или другие части изделий именно силуминовые, при увеличении на них нагрузки как правило трескаются.
Общие сведения
Силумин имеет сероватый оттенок, а срез его-серебристый. Крайне сложно «на глаз» определить отличия.
Из-за легкого веса и низкой себестоимости его применяют в производстве не дорогой бытовой техники. Отличие силуминового сплава в том что он прочнее алюминия.
Механические свойства
Они как правило зависят от состава силумина.
Важный момент-химический состав, условия выплавки и как будет проходить процесс кристаллизации и термообработка.
Главные механические свойства:

Литейные свойства
Наших читателей интересует вопрос, а что за материал силумин.
- не дорогой литейный сплав,
- легкий вес,
- высокие антикоррозийные свойства,
Благодаря литейным свойствам сплав используют в автомобилестроении.
- Высокая газовая пористость;
- Крупнозернистость эвклектики
- Большое содержание неметаллических компонентов
- Готовые изделия не прочны
Минусы можно преобразовать в плюсы используя определенные методики (рафинирование или быстрое затвердение отливок).Силумин довольно пластичный и текучий сплав. Его можно применять в сложных формах.
Благодаря определенной температуре плавления силумина, которая довольно низка (до 730грЦ), процесс литья становится экономичным и комфортным (практически приравниваясь к пайке силумина)).
Литье алюминия. Часть 1. Силумин
Химические свойства и физические свойства
По химическим свойствам силумин и чистый алюминий почти аналогичны, отличаясь только по составу примесей.
Химические особенности силумина:

Силумин по физическим свойствам аналогичен нержавеющей стали. (Р) сплава меньше чем у нее, что придает легкость, не влияя на прочность.
Из-за хрупкости материала силумин не рекомендуется применять в производстве важных деталей.
Добавки влияют и на физ.свойства. Mg и Si улучшают состав, а Zn и Ca на производстве убирают.
Цинковые и алюминиевые сплавы Как отличить цинк силумин дюраль тематическое видео:
Маркировка и применение
Маркировка производится по системе международной независимой стандартизации (ISO):

Важно помнить, что маркировка может отличаться от общеизвестной, так как зависит от страны производства и производителей.
Виды силумина
Силуминовый сплав представлен тремя видами:

Добавка других примесей производится исходя из того, где именно будет применяться сплав.
Ремонт и сварка силумина
Из-за хрупкости материала, изделия при эксплуатации часто трескаются. Реставрация поломок подходит эпоксидным клеевым составом. Однако стоит понимать, что хоть и вернется прежний вид, применять дальше в том же объёме изделие не получится.
Сломанную силуминовую деталь легко опознать. На сколе будут четко видны крупицы. Восстановлением заниматься практически не берутся, однако если такая необходимость возникает, то как правило применимо три способа соединения частей: пайка, сварка и склеивание.
- Обезжиривание места нанесения клея и сушка
- подготовить клей по инструкции
- аккуратно нанести
- крепко состыковать поломанные составляющие
- сутки дать «застыть и закрепиться».
Аргонодуговая сварка силумина

Сварка занятие непростое и ей поддается только цинковый состав литейного сплава силумина. Силуминовая сварка ресурсозатратна.
Подборка тематических видео:
Виды сварки: ручная электродуговая, сварка в среде защитного газа, аргонодуговая и контактная сварки
Как понять что у вас плохой газ АРГОН. Сварка TIG
Tig С Чего Начинать Обучение В Аргонодуговой Cварке?! Правила И Ошибки.
После окончания процесса соединение сварных деталей(именно аргонодуговой сваркой) остается аккуратный шов и отсутствует шлак.
Необходимое в работе оборудование (чем можно варить силумин):
- инвертор для сваривания
- аргоновый баллон
- осциллятор
- присадка
- горелка (для взаимодействия с защитным газом).
Конструкция данной горелки разработана так, что в зону сваривания одновременно подается и ток (разжигающий дугу) и защитный газ.
- проводится механическая зачистка окислов с кромки
- обязательное обезжиривание химическими средствами.
Процесс сварки силумина аргоном

Плюсы данной сварки силумина:
- свариваемые элементы не деформируются под воздействием сварочной дуги
- отличное качество сварки за счет того, что происходит вытеснение кислорода аргоном
- процесс сварки идет с высокой скоростью
- существует много вариантов сварки сплавов, отличающихся по составу
- реализовать сварной процесс можно лишь в закрытом пространстве для сохранения аргона под горелкой
- нужно обеспечивать тепло отведение в большем, чем обычно объеме, так как сварной процесс проводится высокими сварными токами
- оборудование дорогостоящее
- Выбор режимов занимает длительное время
Сварка алюминия и его сплавов
Как варить аргонодуговой сваркой? Настройка и запуск аппарата.
Первая книга в СССР о свариваемых алюминиевых сплавах: «Сваривающиеся алюминиевые сплавы (свойства и применение)» Д.И. Байков, Ю.С. Золотаревский, В.Л Руссо, Т. К.Ряжская, Судпромгиз, 1959, 236.с.
Ручная дуговая сварка плавящимся электродом
Cварка tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Силумин можно сварить дома, чаще всего именно ручной сваркой.
Процесс можно реализовать при помощи электродов ОК 96 50 (силуминовый стержень, вокруг щелочная обмазка )
До начала работы необходимо произвести подготовку:
- разделать кромки
- удалить окислы
- нагреть деталь за счет горелки (газовой)
И только после проведения этих работ можно приступить к сварке. Электроды обязательно нужно просушить согласно рекомендации завода-изготовителя. Печь должна быть минимум 150-200 градусов.
Не стоит забывать о правилах защиты при проведении сварных работ.
Обязательны: маска, рукавицы без повреждений, обувь для защиты стоп, защитный костюм.
Обратите внимание на то, чтобы рядом с местом проведения сварки располагался огнетушитель и все необходимые для тушения пожара средства. Недопустимо, чтобы поблизости были предметы, которые могут легко воспламениться! Обязательно иметь надежное заземление на сварочном месте.
О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило "-Бери!"

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга "Сварка и резка металлов" Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Читайте также: