Сварка латуни и стали
Обновлено: 19.05.2024
Пайка латунью или сварка?
Пайка латунью:
Плюсы
1.Цена припоя 225 р/кг. почти как электроды
2.Шов не ржавеет (обычно сварной шов корродирует быстрее основного металла)
3.При пайке оцинкованной трубы оцинковка не выгорает
3.Возможно соединять различные металлы (сталь, медь, чугун, AL и т.д.) и разнородные металлы между собой, что невозможно сваркой
4.Прочность почти как у сварки
5.Возможно распаять шов, что невозможно при сварке
6.Легко спаять тонкий металл, можно залить полости.
Минусы:
Не обнаружено
Может лучше паять чем варить?
Сам никогда латунью не паял интересно мнение практиков.
не понятен вопрос, пайка это одно, а сварка это другое
пайку использую в случае не возможности сварки или в силу других факторов, но однозначно сказать что всё что раньше варили теперь будем паять нельзя, у всего есть свои плюсы и минусы.
подбираю максимально эффективное оборудование для домашней мастерской, заинтересовался аппаратом "Лига" на воде, говорят варит он плохо, НО зачем варить когда можно качественнее спаять (по цене получается почти одинаково). К томуже им можно отрезать, согнуть, нагреть и т.д. Следовательно "Лига" многофункциональное устройство которым можно сделать очень многое с низкой себестоимостью машино/часа т.к. работает на воде. Или это не так?
"Сегодня достал сварочную проволоку для полуавтомата диаметром 1,2мм.Попробовал ей поварить.И сразу заметил результат.Процесс пошел,а то я уже начал сомневаться в целесообразности использования электролизера!
Качество нормальное.Варить будет наверно до тройки.
Свой аппарат я почтишто дел до ума.Осталось сделать второй затвор под бензин." (цитата с )
Плюс при желании нержавеющего шва пайка латунью, так же резка, гибка.
Вывод: аппарат рулит для дом.работ: сделать отопление, забор, подварить (запаять латунью) машину и т.д.
vfo-min написал :
Сам никогда латунью не паял
А сваркой когда-нибудь варили!
Сомневаюсь, что подобными аппаратами можно нормально, что-то сварить. Видел на сайтах видеоролики, как варят электролизерами, так швы страшные (аж жуть). Возможно нужно использовать присадок с раскислителями, а то по ходу, водородное пламя совсем плохо защищает сварочную ванну. Паять, конечно хорошо, тонкостенные трубки. Например гидравлику на тракторе. Но как паять трубы с толщиной стенки 3-4мм (обычные для отопления). Проще и быстрее сварить электродами или газосваркой. "Шов ржавеет" - так можно варить науглероживающим пламенем (с избытком ацетилена). Да и вообще можно сделать отопление (или водопровод) из пластиковых труб, тогда точно уж не заржавеет. Прочность как у сварки - тоже неправда. Конечно иногда пайка крепче сварки из-за более высокой вязкости припоя в сравнении с основным металлом (к примеру чугун очень твердый, ломается). Но не при пайке низкоуглеродистых сталей, меди или латуни. Пайка также хороша, там, где нельзя сильно нагревать металл, чтобы не нарушить его структуру или избежать деформации. Например, я видел, что рекламщики изготавливают объемные буквы из тонкой нержавейки , при помощи пайки, так как при сварке сильная деформация.
Сварка латуни: особенности и виды технологий
Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.

Особенности сварочных работ
Ключевая специфика сварки латуни связана с ее химическим составом. Это сплав таких известных металлов, как медь и цинк. Когда материал нагревают, цинк начинает улетучиваться. Освободившийся объем заполняют различных размеров и форм поры. Но это только половина проблемы.
Куда хуже то, что цинк крайне токсичен для человека. Потому приходится принимать специальные меры, чтобы избежать отравления. Очень важную роль играет строгое соблюдение технологии.
В целом варят латунь примерно по той же схеме, что и простую медь. Если слой металла не превышает 1 см, заблаговременный прогрев его не потребуется.

Подготовка
Сварить латунь можно даже в домашних условиях, но для этого придется провести тщательную подготовку. Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.
Если применяют подкладку, придется делать зазор несколько больше. Особенно прочные конструкции отрабатывают путем двухсторонней сварки. Неверная оценка отдельных параметров приведет к серьезнейшим проблемам. Потому толстые конструкции должны варить только подготовленные профессионалы со стажем.
Описание технологий сварки
Методика сваривания латуни почти не зависит от конкретного варианта выполнения работ. Действовать в любом случае придется максимально быстро. Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.
Точки стыка по мере надобности дополнительно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать сильно вредит при проведении сварочных работ.
Подбор технологии определяется:
- персональными пожеланиями;
- толщиной листа;
- предполагаемыми характеристиками готовой конструкции.


Электродуговая
Предпочтительным вариантом сварки латуни электродуговым способом будет использование электрода из латунной же проволоки. Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Такой параметр оптимален для электродов длиной 5 мм. Подобное соотношение гарантирует скорость проходки швов как минимум 0,3 м за минуту. Когда главная технологическая операция завершена, шов требуется дополнительно подвергнуть проковке и разогреву на 600-650 градусов. Это позволит значительно улучшить характеристики готового изделия.
В некоторых случаях для работы используют буру. Подобная защитная смесь может существенно облегчить выполнение даже самых сложных работ, в том числе очень сложное соединение различных «капризных» металлов. Разогретая бура плавится и образует соли. Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.
Аргоновая
Изготовление сварных латунных швов в аргонной среде считается наиболее качественным вариантом. Востребовано это решение и для работы с другими медными сплавами. Тут возможно применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали применяют преимущественно из вольфрама. Отличным присадочным материалом для таких манипуляций считается бронзовый пруток БрКМц-3-1.
Для работы с очень сложными сплавами рекомендуется применять присадки того же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но делать нужно не цельный шов, а отдельные последовательные участки. Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Частично компенсировать эту опасность помогает использование длинной дуги. Силу тока на свариваемых участках понижают плавно. Более безопасно варить аргоном латунь толщиной свыше 5 мм. Для более тонких конструкций подобный метод непрактичен. Порой правильнее вернуться к традиционной электродуговой методике.

Газовая
Обработка латуни и бронзы в обычной газовой среде вполне возможна, но работать тогда придется максимально быстро и четко. Средняя рациональная скорость — 0,25 м за минуту. Поперечные колебания совершать нельзя. Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
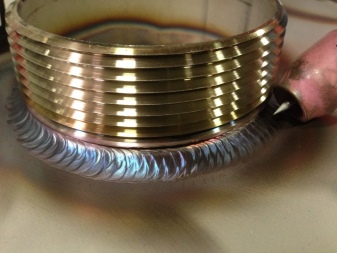
Кроме обзора методов, необходимо учесть еще несколько более частных тонкостей. В некоторых случаях используют медно-фосфорный припой. Его повышенная текучесть гарантирует установление превосходных связей на межмолекулярном уровне. Дополнительно поддерживается проникновение в самые мелкие трещины и другие дефекты. Готовый шов очень устойчив к коррозии и прочен механически.


В ряде случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную или пропан-кислородную горелку;
- прутки серии Л69;
- буру.
Латунью лудят стальные компоненты. Потом берут ту же горелку, ту же присадку и приваривают необходимые стальные детали со специальным слоем.
Опасаться насыщения стали углеродом в значительных размерах не стоит. Проблема решается использованием нейтральной или слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Довольно многие люди прибегают к сварке латуни методом TIG. Рекомендуется не DC, а AC режим, потому что он позволяет получить весьма чистый шов. Однако надо учитывать, что выгорание цинка затрудняет розжиг дуги. Впрочем, лучший вариант — все равно использование газовой сварки. Многие отзывы опытных сварщиков говорят, что варить латунь способом TIG весьма мучительно.
Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.
О том, как выполняется сварка латуни, смотрите далее.
Как провести сварку латуни аргоном?
Сварка – процесс, подразумевающий задействование высоких температур для образования шва с целью соединения двух и более элементов. Одна из проблем, которая может возникнуть при проведении подобной процедуры с цветными металлами, это их деформация под воздействием повышенных температур. Дополнительной проблемой при сварке латунных элементов является входящий в состав материала Zn. Он начинает испаряться, когда температура нагрева достигает +420 ºC. В процессе обработки происходит выделением ядовитой составляющей – окиси металла. Стоит подробнее рассмотреть, как провести сварку латуни аргоном или другим электродом.


Особенности
Латунь немного напоминает бронзу. Теплопроводность медного материала в 6 раз больше, если сравнивать с показателями железа. Поэтому методика проведения сварки в этом случае имеет заметные отличия, если сравнивать ее со сваркой элементов из железа или стали. Изделия из латуни или бронзы применяют преимущественно в качестве декоративных элементов.
При использовании аргонодуговой или другой технологии сварочных работ важно получить гладкий шов и обеспечить долговечность соединения.


У всех сплавов с медью имеются общие черты, а также ряд уникальных свойств, которые отличают материалы друг от друга. Особенность латуни – содержание цинка, который усложняет процесс сварки. При выполнении задачи возникают следующие трудности.
- Повышение температуры приводит к окислению цинка. Процесс осуществляется за счет поглощения расплавленным металлом газов. Это приводит к образованию водородных пузырьков, которые возникают в сварном шве.
- В случае перегрева на поверхности обрабатываемого материала образуются трещины или поры.
- Цинк выгорает быстрее других элементов состава из-за низкого показателя точки кипения. Следует учитывать этот момент и предпринимать необходимые меры для снижения количества окислов цинка.
Как подготовиться?
В работе с латунью используют электродуговую, газопламенную или аргоновую виды сварок. Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Делается это с помощью плотной наждачной бумаги или заточенного напильника.


Зачастую на поверхности латунных изделий образуются окислы. Они способны ухудшить качество сварки в несколько раз. Поэтому от окислов во время подготовки необходимо избавляться. Сделать это помогут концентрированные растворы азотной или соляной кислоты. Стоит отметить, что чистка поверхности должна проводиться перед основными работами.
Технология сварки
Методика проведения процедуры не зависит от выбранного метода проведения процедуры. Выделяют несколько ключевых правил, требований и рекомендаций, способствующих успешному выполнению поставленной задачи.
- При проведении сварки рекомендуется следить за скоростью процедуры. Она должна быть не менее 15 см шва за 1 минуту. Чем меньше скорость, тем выше риск образования пор в шве. Кроме того, длительный процесс сварки способствует чрезмерному испарению цинка, что негативно сказывается на здоровье окружающих и качестве материала.
- Вертикальная сварка должна проводиться снизу вверх. Если требуется, стоит дополнительно прогреть место стыковки материалов.
- Потолочную сварку в случае соединения латунных элементов проводить запрещено. Объясняется это требование высокими свойствами текучести металла.
Тип сварки определяется индивидуальными пожеланиями того, кто будет заниматься проведением процесса. Также при выборе технологии следует обращать внимание на толщину свариваемого листа и характеристики, которых хочется добиться от готового изделия. Преимущественно используют следующие методики:
- аргоновую;
- электродуговую;
- газопламенную.



Аргоновая считается наиболее эффективной, если сравнивать ее с остальными. Посредством использования данной методики удается организовать быстрое соединение латунных элементов.
Применяют подобную технологию в основном для заваривания элементов толщиной до 5 мм. Газ, используемый в процессе, защищает шов от повреждений и деформаций.
Для проведения сварки латунь нагревают с помощью дуги, которая пропускает ток. У аргонового способа много преимуществ. Электродуговой способ подходит для самостоятельной сварки или полуавтомата. В последнем случае потребуется подготовить специальные электроды, при выборе которых следует учитывать особенности материалов при выборе элементов.
Электродуговая сварка подразумевает задействование электрического тока обратной полярности. При необходимости можно использовать короткие дуги, снижающие количество испарений цинка во время образования шва. Перед тем как приступить к сварке, рекомендуется обработать место стыка, протереть его. Также следует прокалить электроды.
После проведения электродуговой сварки потребуется провести проковку шва или отжиг металла. Последний подразумевает медленное снижение температуры. Проводить отжиг можно после того, как будет осуществлен мгновенный нагрев материала. Подобные процедуры повысят качество сырья и улучшат эксплуатационные характеристики шва.
Газопламенная технология используется для образования надежного соединения высокой прочности. Ее можно использовать, если требуется организовать соединение латунных элементов со стальными.
Однако для создания долговечного стыка потребуется дополнительно задействовать окислительное пламя. Оно образует на поверхности шва защитную пленку и предотвратит выгорание цинка.
Проведение газопламенной технологии осуществляют с помощью специальных проволок, марка и тип которых определяется в зависимости от вида материала. Опытные сварщики рекомендуют использовать расходные материалы, в составе которых содержится бор. Этот элемент позволяет обойтись без нанесения на поверхность латуни флюса.
Полезные рекомендации
Как уже было отмечено, в процессе сварки выгорает цинк. Он образует токсичный оксид. Определить его наличие можно по небольшим белым хлопьям. Также процесс выделения оксида цинка сопровождается потрескиванием. Если сварочные работы проходят в домашних условиях, необходимо самостоятельно позаботиться о средствах индивидуальной защиты. При проведении соединения латунных элементов в помещении требуется организовать принудительную вентиляцию. Оптимальным решением станет сварка на открытом воздухе.
Еще один полезный совет – соблюдение техники безопасности. К ней относится ношение одежды из плотной негорючей ткани, а также тщательная подготовка рабочего пространства. Под рукой при проведении сварки должен находиться огнетушитель. В некоторых случаях сварке предпочитают пайку латуни специальной паяльной лампой. Присадкой при использовании такого метода выступает оловянный припой, а в качестве флюса выступает бура. Расплавленное олово заполняет образованную трещину, что придает диффузному слою необычный бронзовый оттенок.
Как варить латунь, смотрите далее.
Латунные фитинги можно приварить к стальной трубе обычным электродом ?
Латунные сантех фитинги (или кто их там знает, из чего их обычно делают) можно приварить к стальной трубе обычным электродом ?
Нет конечно! А собственно чего Вы хотите?
SergeyE написал :
(или кто их там знает, из чего их обычно делают)
есть и латунь. есть и сплав силуминовый. могут даже и "подлатунь" напыление сделать. Может быть также и медь. и нержавейка. и пластик. и чугун
SergeyE написал :
Латунные сантех фитинги (или кто их там знает, из чего их обычно делают) можно приварить к стальной трубе обычным электродом ?
Можно. Только отвалится.
попробовал - не варится
Не понятен сам смысл мероприятия!
их можно прикрутить, к стальной трубе. А резьбы приварить.
ASN написал :
их можно прикрутить, к стальной трубе. А резьбы приварить.
Или нарезать клупом
По ходу топикстартер просто прикалывается над толпой
Garik_31 написал :
По ходу топикстартер просто прикалывается над толпой
Та то он латунных электродов не нашел.
Никак не ожидал от Вас. Имея сварку, руки и вдруг резать клуппом. !
Ни в коем случае! Даже если резьба уже имеется на трубе, её нужно отрезать. и приварить!
Приехали! Ну неужели я такой злой?
Пора осваивать газовую горелку
Холостяк написал :
Пора осваивать газовую горелку
Молчи, а то вдруг получится Правда бура нужна
Знакомый чел говорил, что однажды пришлось ему заваривать какой-то медный здоровый чан на хлебзаводе, "обычными электродами", "обычным трансом". Надо полагать АНО-4.
И ничего грит! Заварил как-то! Чан под давлением используется и герметичный, и порвало его, как-то весьма прилично, т.е. не просто дырку заплавил. Человек надежный, проверенный, пи* не будет.
Наверное, и с латунью подобный фокус может быть произведен. Токма, думается, латунная "байда", должна быть достаточно здоровой и толстой, чтобы сварилось более-менее.
У Сергея получится-он дотошный
Вообще я паял латунный змеевик в трубу титана дровяного для бани,на концы ставил 1/2" чугуневые угольники. держатся уже лет 15
Холостяк , паял, но не варил же?
ASN написал :
Знакомый чел говорил, что однажды пришлось ему заваривать какой-то медный здоровый чан на хлебзаводе, "обычными электродами", "обычным трансом". Надо полагать АНО-4.
ИМХО электрод скорее всего был угольным.
ASN написал :
Знакомый чел говорил, что однажды пришлось ему заваривать какой-то медный здоровый чан на хлебзаводе, "обычными электродами", "обычным трансом". Надо полагать АНО-4.
И ничего грит! Заварил как-то! Чан под давлением используется и герметичный, и порвало его, как-то весьма прилично, т.е. не просто дырку заплавил. Человек надежный, проверенный, пи* не будет.
Наверное, и с латунью подобный фокус может быть произведен. Токма, думается, латунная "байда", должна быть достаточно здоровой и толстой, чтобы сварилось более-менее.
Медь - чистый металл с довольно высокой температурой плавления, вполне возможно сварить электродом из меди или из другого металла с близкой температурой. Латунь,бронза и прочее - сплавы в составе которых присутствуют легкоплавкие металлы. При сварке дугой они выгорают в первую очередь.
Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого - человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
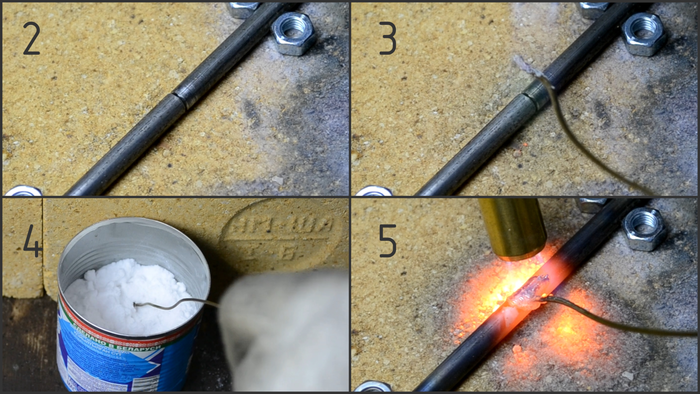
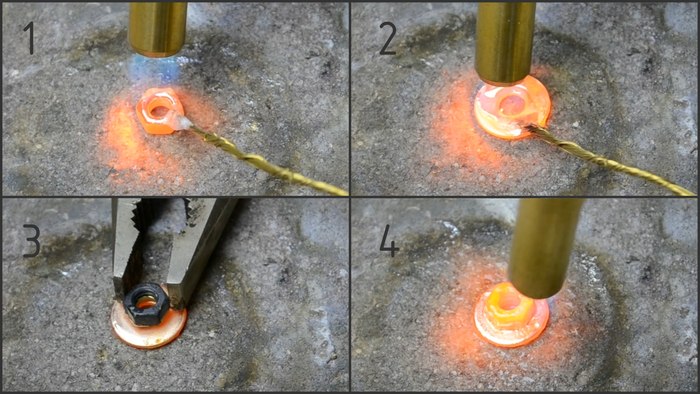
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
Есть и другие способы пайки:
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
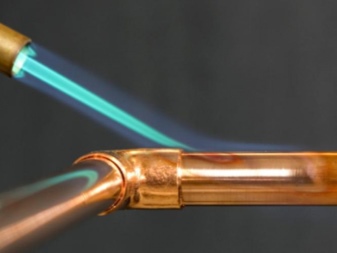
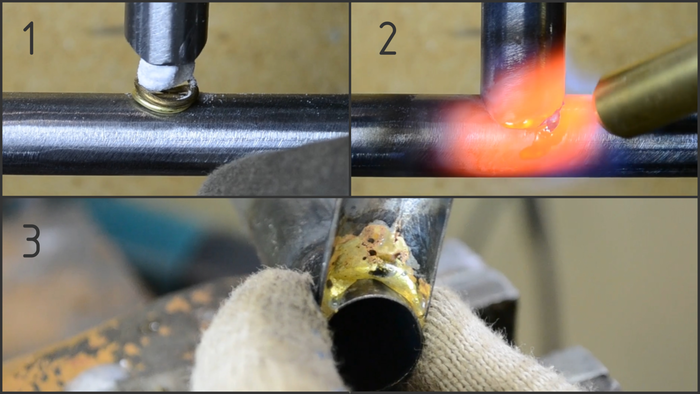
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
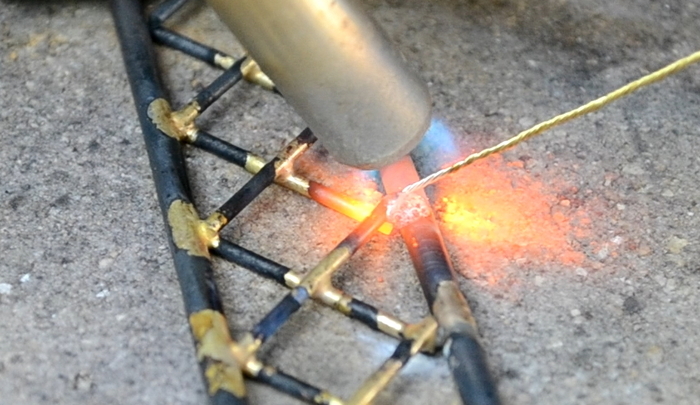
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
А ещё на пайке иногда собирают рамы велосипедов.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Читайте также: