Сварка меди твердым припоем
Обновлено: 16.05.2024
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.
Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом. Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.
Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.
В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.

Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
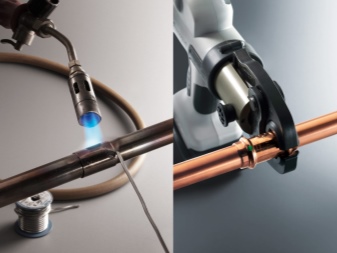
Пайка медных труб
Трубопроводы для перемещения воды, газа, других соединений используются из медных сплавов в промышленности, домашнем пользовании. Медные трубы имеют ряд положительных сторон, они не подвержены коррозии и температурным воздействиям, поэтому отлично подходят для подвода питьевой воды. Нередки случаи, когда соединения выходят из строя, дают течи. В этом случае существует два варианта исхода событий, обратиться к квалифицированному персоналу, или произвести ремонт своими руками. Большинство предпочитают второй способ, т.к. не зря существует поговорка «хочешь, чтобы было сделано хорошо – сделай сам».

Процесс пайки медных труб
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Не отожженные медные трубы Отожженные трубы из меди
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Содержание меди составом деталей контролируется ГОСТом, изделия должны иметь не менее 99 % меди по отношению к примесям.
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Уровень Рулетка
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.
Твердые типы припоев применяются соединениями, подверженными высокотемпературным воздействиям.
Алгоритм пайки мягким припоем
Процесс соединения медных изделий не представляет особых сложностей опытному мастеру. Перед тем, как паять медные трубы, необходимо изучить процесс, подготовить некоторые материалы:

- Резка кусков необходимой длины производится с помощью трубореза. При резке необходимо контролировать угол, для получения ровного отреза можно использовать строительный уголок.
- После резки подготовленного к пайке участка, происходит зачистка. Процесс подразумевает использование щетки, металлического ершика соответствующего диаметра. Важно знать, что нельзя использовать наждачную бумагу, при работе могут появиться царапины, металлический песок, что значительно понизит качество соединения.
- Вне зависимости от технологии пайки медных труб, один из концов соединяемых деталей расширяется специальным устройством. Диаметр увеличивается до состояния, когда второй конец свободно заходит, оставляя небольшой зазор.
- Зачищается расширенный конец металлической щеткой или ершиком, на противоположную сторону наносится паяльный флюс. Надежное соединение может быть достигнуто путем равномерного распределения флюса.
Перед процессом пайки медных труб подготовленные концы вставляются друг к другу, удалив избытки флюса. Процессом низкотемпературной пайки производится нагрев детали до тех пор, пока флюс не станет серебристого цвета, обычно это происходит при температуре около 350 °.
Полностью нагретое соединение обрабатывается припоем, который заполняет щели, поверхность стыка. Процесс считается законченным, когда припоем обработана вся окружность стыка. При пайке медных труб твердым припоем не нужно подвергать изделия деформации в процессе остывания, это может нарушить герметичность шва.
После остывания соединенного участка, остатки флюса удаляются тряпкой.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.

Фитинги под медную трубу
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
Обжимные фитинги для пайки меди Капиллярные фитинги для пайки меди
Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.
Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность. Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника. Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.
Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

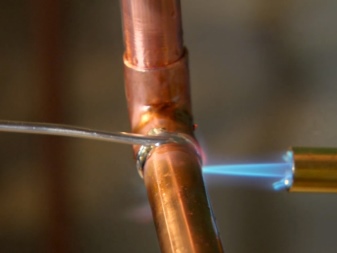
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб. Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно.

В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Припой для пайки меди
Соединение меди, представляет собой сложный технологический процесс, который позволяет выполнять неразъемное соединение.
Развитие загородного домостроения привело к тому, что в инженерных сетях все используют трубы, выполненные из цветных металлов и их сплавов. Для того, что бы трубопроводная система работала бесперебойно, а главное безопасно необходимо обеспечить качественное соединение между элементами трубопроводной арматуры. Такие соединения выполняют с применением пайки.

Припой для пайки меди
Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.

Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.

Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.

Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.

Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Особенности серебряных тинолей
Сплавы с содержанием серебра отличаются невысокой температурой плавления и хорошим смачиванием. Этот материал в расплавленном состоянии заполняет все пустоты и поры. При этом швы получаются высокого качества. Средства для стыковки медных труб нашли свое применение при производстве и обслуживаниихолодильных машин.
Пайка твердым тинолем
Твердые средства для пайки используют для капиллярной стыковки и соединения трубопроводной арматуры, которая используется для подачи воды.

Пример пайки припоем серебро 1%
При пайке медных труб используют специальную пасту, газ, вспомогательные инструменты и технологическое оснащение.
При соединении медных деталей твердым припоем необходимо соблюдать все необходимые меры безопасности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Разновидности и выбор припоев для пайки меди
С появлением индивидуального домостроительства востребованность пайки труб из цветных металлов, применяемых для инженерных сетей, стала довольно высокой. Для обеспечения бесперебойной работы такой трубопроводной системы требуется выполнять надежные стыки труб. Добиться этого можно с использованием процесса, называемого пайкой металлов.
Трубы в домах индивидуальной застройки нередко делают из меди. Чтобы выполнить разъемное соединение деталей из этого металла, потребуется применить сложный технологический процесс пайки.


Особенности
Сварка медных труб считается сложной в исполнении задачей. Дело в том, что этот цветной металл при определенной температуре плавления способен образовывать соединение водородом и кислородом, в результате чего получается вещество, называемое закисью меди. Если в области сварного шва образуется зона насыщения водородом, то после сварки готовый медный стык со временем будет покрыт сетью мелких трещин, что ведет к снижению качества работ и герметичности стыка.
Чтобы избежать проблем при стыковке медных труб, используют пайку, которая не требует наличия дорогостоящих приспособлений. Пайку меди можно выполнить как в условиях производства, так и дома.
Главное условие успешного выполнения этой задачи состоит в том, чтобы правильно выбрать припой для пайки меди и необходимые для работы инструменты.


Достоинствами пайки для медного материала являются:
- шов при стыковке деталей получается ровным, без деформирования;
- соединяемые между собой трубы не меняют своей первоначальной формы и структуры;
- после соединения у металла отсутствует сила внутреннего напряжения;
- прочность и герметичность полученного шва получается высокой и надежной;
- соединение двух труб устойчиво к перепадам температурных режимов, в том числе и к интенсивному быстрому нагреванию;
- при необходимости шов можно быстро демонтировать и рассоединить детали.


Для выполнения пайки применяют паяльник, паяльную лампу либо используют газовую горелку. Сам процесс соединения медных деталей выполняется достаточно быстро, но при этом необходимо строго соблюдать технологию процесса и правила техники безопасности. Для выполнения качественной пайки медных труб потребуются различные по своим компонентам припои. Эти продукты имеют существенные отличия друг от друга не только по своей форме, но и по составу химических компонентов, входящих в них. Кроме того, существуют припои с низкой, средней или высокой температурой плавления.
Припои, которые плавятся в диапазоне 150-450°C, относят к низкотемпературным, они хороши тем, что не изменяют физические показатели соединяемых между собой деталей. Шов пайки при применении таких припоев получается ровный и аккуратный, но его прочность невелика. Используют такие швы при пайке труб диаметром не более 100 мм, не подвергающихся серьезным механическим или термическим нагрузкам. Рабочая температура таких соединений составляет не более 120-130°C. Припои, которые плавятся в диапазоне температур от 450-1100°C и 450-1850°C, относят к средне- и высокотемпературным, они обеспечивают наиболее прочное соединение, на которое не влияют механические нагрузки и действие высоких температурных режимов.


Обзор видов
Припой представляет собой металлический компонент или сплав, в состав которого входят термопластичные элементы. Для того чтобы спаять между собой детали из меди, потребуется применение мягкого или твердого вида припоя. Мягкие припои расплавляются при температуре от 425°C, твердые припои можно расплавить при температуре 460-560°C. Во время выполнения работ по спайке используется газовая горелка.
Чтобы удобнее было применять припой во время работы, мягкие разновидности выпускают в виде проволоки диаметром 3 мм, намотанной на катушку, а твердые припои выглядят как толстая проволока, нарезанная на куски стандартной длины.


Мягкие
В данную позицию входят следующие виды материалов.
- Оловянные припои – плавятся при температуре 220°C и имеют в составе только олово, в процессе спайки они образуют шов, обладающий прочностью и пластичностью.

- Свинцовые припои – имеют температуру плавления 180-230°C и состоят только из свинца, этот вид припоя низкотемпературный.

- Оловянно-медные припои – в своем составе содержат как минимум 3% медного компонента, а остальная часть состоит из чистого олова. Этот вид припоя считается наиболее распространенным и востребованным среди мастеров. Стыковочный шов после пайки таким припоем получается ровным, надежным и устойчивым к образованию коррозии.

- Свинцово-оловянные припои – их расплавляют при температуре от 185 до 280°C, в составе может быть 20-90% чистого оловянного компонента.

- Припои из меди с серебром – в своем составе содержат как минимум 5% серебра, а остальная часть состоит из чистой меди. Соединительные швы при пайке обладают повышенной прочностью к механическим и температурным нагрузкам.

Легкоплавные припои мягкого типа образуют стыковочный шов, ширина которого может быть 0,5-0,8 мм. Эти материалы пригодны для пайки труб в общую систему, при этом диаметр труб может быть от 5 до 110 мм. Что касается свинцового припоя, то его нельзя применять для пайки трубопроводных систем, которые поставляют питьевую воду в жилые дома, учреждения или на предприятия, но для других водных коммуникаций ограничение на применение свинца не имеет распространения.
Объясняется это тем, что свинец является вредным металлом, оказывающим отрицательное воздействие на здоровье человека, поэтому на объектах, связанных с пищевой сферой, его не используют.


Твердые
- Серебряные припои – имеют в составе только серебряный компонент, при работе с ним потребуется применение флюса. Стыковочный шов получается надежным, пластичным и устойчивым к коррозии.

- Медно-фосфорный припой – в своем составе содержат как минимум 6% фосфорного компонента, а остальная часть состоит из чистого олова. Для выполнения работ использование флюса не потребуется. Готовый стыковочный шов получается крепким, но в низкотемпературных условиях спайка теряет свои эластичные свойства и может быть разрушена.

- Медно-цинковый припой – в нем присутствует еще и серебро, состав выглядит как 25% цинка, 45% серебра и 30% меди. Готовый шов имеет высокопрочные свойства, обладает пластичностью и антикоррозионной стойкостью. Стык с таким припоем способен к высокой степени теплопроводности.

Тугоплавкие припои пригодны для соединения труб в общую систему, при этом их диаметр может быть от 10 до 160 мм. Такой вид спайки подходит как для водопроводных, так и для газовых коммуникаций, а кроме того, применяется в отопительных системах, диаметр которых начинается от 30 мм.
При работе с тугоплавким припоем соединительные стыки можно паять внахлест, что создает дополнительную прочность системе трубопровода.


Как выбрать?
С помощью пайки можно осуществить стыковку труб практически любой сложности – водопровода и отопления, газовой системы, трубок холодильного оборудования, медных проводов. При работе в условиях производства применяют средне- и высокотемпературные припои, а для пайки в домашних условиях лучше использовать низкотемпературные составы, которые дают возможность выполнения стыков паяльником.
Высокотемпературными составами дома пользоваться сложно, так как добиться разогрева припоя до 1100°C без применения специальных приспособлений невозможно. Кроме того, выполнение таких работ пожароопасно, и при работе можно насквозь перфорировать медные тонкостенные трубы.


Чтобы избежать прожига трубы, рекомендуется выбирать для тонких труб низкоплавный мягкий припой, а толстостенные трубы паять твердыми составами.
При выполнении стыков газопроводных труб применяют серебряный или серебросодержащий припой. Серебро обеспечивает точность пайки, прочность готового шва, который устойчив к механическому воздействию, в том числе и к вибрациям различной интенсивности. Такой тип припоя не относится к недорогим вариантам, но качество результата оправдает затраченные средства долгими годами безупречной службы газового трубопровода.


Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.


Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.


Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
Как показывает практика, для выполнения пайки в небольших объемах, целесообразно использовать электрический паяльник, который способен плавить мягкие и твердые низкотемпературные припои.


- В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
- Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
- Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 0,5-0,7 мм
- Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
- При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность. В местах, куда флюс не попал, стыковочный шов разрушится.
- Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.
Работа по стыковке медных труб требует наличия опыта и знания технологии ее выполнения.


В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Сварка меди: особенности и технология


Стоит сразу оговориться, что сварка меди достаточно близка со сваркой её сплавов. В различных источниках эти термины даже употребляются как синонимы. Температура плавления меди составляет 1080-1083 градуса (колебания обусловлены, видимо, допустимым по стандарту вхождением примесей). Когда металл прогрет до 300-500 градусов, он становится ломким (профессионалы именуют это свойство горячеломкостью). В расплавленном состоянии медь начинает поглощать водород и кислород.
Тем не менее, эти трудности успешно преодолевают многие сварщики. Отлажено использование газовой сварки. А вот применение покрытых электродов не рекомендуется — оно неизбежно ведёт к засорению свариваемого металла.
Поскольку медь очень хорошо проводит тепло, её надо варить на больших токах. Это тоже создаёт известные затруднения при работе в домашних условиях.
Образование закиси меди в процессе работы заставляет действовать быстро. Поэтому сварщика ничто не должно отвлекать. Браться за дело имеет смысл тогда, когда уже есть определённый опыт.
Среди цветных металлов чаще всего приходится сваривать медь с алюминием. Но в этом случае вероятно появление промежуточной фазы, отличающейся особой хрупкостью.


Важно позаботиться, чтобы медная поверхность лучше смачивалась алюминием. Довольно часто приходится также сваривать медь со сталью (в обиходной речи — с железом). Для успеха требуется только прогреть металл до нужной температуры. На крупных производствах иногда применяется сварка взрывом, но по понятным причинам для рядового сварщика это недоступно. Красную медь со сталью обычно соединяют электродуговым способом с использованием металлических электродов.
Способы
Широкое распространение получила сварка меди инверторными аппаратами. Угол наклона при этом не должен превышать 20 градусов, работу ведут с перерывами. Инвертор должен выдавать постоянный ток. В промежутках между созданием отдельных участков (длиной не более 40 мм) поверхность металла остынет сама. Стоит учесть, что электрод должен быть всё же покрыт защитной оболочкой.
Но она подбирается с таким расчетом, чтобы минимизировать окисление шва и создание пористых участков. Применяются проволочные стержни.
В некоторых случаях также используют медно-кремниевый или медно-марганцевый сплав. Подаётся постоянный ток обратной полярности.
Темп работы может достигать 15 м за час, определяется силой тока и диаметром применяемой проволоки.
Толстую медь рекомендуется остужать и зачищать послойно перед созданием каждого следующего шва. А вот мелкие и средние конструкции правильнее соединять за один подход, так выйдет гораздо качественнее и быстрее. Чтобы сократить риск формирования трещин, швы наносят обратно-ступенчато. Треть длины обрабатывают после наплавления с противоположной стороны.
Иначе поступают при инверторной сварке. Тогда работают в нижнем положении. Для улучшения качества шва его обстукивают кувалдой либо молотком. Повысить надёжность установки помогают стальные подкладки. В целом инверторное соединение меди весьма стабильно. Стоит учесть, однако, что проволочные присадки, повышая прочность материала, понижают его пластичность.
Индустриальное предприятие, которое имеет крупные заказы, закономерно применяет полуавтоматы или даже автоматы. Для маленьких соединяемых участков стараются использовать неплавкие электроды и специально подобранные флюсы. До сварки меди полуавтоматом нужно обязательно зачищать кромки. Фаскосниматели пускают в ход, когда приходится обрабатывать большие детали. Технологические зазоры при обработке толстых и крупногабаритных медных деталей не требуются.


Большие части не получится соединить без заблаговременного прогрева. Полость должна быть подогрета до 250 градусов. Используют тонкую сварочную проволоку.
Прочность соединения определяется выбором флюса и проволоки. Но на неё влияет также химический состав свариваемых изделий.
Иногда медь варят и аргоном. Профессиональные сварщики вообще полагают, что это один из лучших методов. Аргонные швы могут быть применены и на декоративных изделиях. Для работы на постоянном токе используют вольфрамовые электроды. Подавая переменный ток, можно легко обработать алюминиевую бронзу.
Однако тут есть несколько тонкостей:
толстые изделия соединяют иногда и без присадочных проволок;
горелку водят в режиме совершения зигзагообразных колебаний;
бороться с прожогами тонких элементов помогает сварка короткими швами с постепенным отводом горелки.
В ряде случаев применяют угольные электроды. Но это решение подходит только для второстепенных конструкций. При этом толщина обрабатываемых частей не может превышать 15 мм. Для работы с более крупными изделиями нужны присадки на основе графита.


Специалисты советуют применять постоянное прямое напряжение в длинной дуге.
При сварке медных листов их раздвигают под определённым углом. Рекомендуемый зазор составляет 2-2,5% по отношению к величине шва. Но иногда листы не раздвигают. В этом случае их предварительно прихватывают короткими швами. Для этой работы используют более короткие, чем обычно, электроды.


Выбор припоя
Варить медь плавящимися при высокой температуре припоями нерационально. Эти материалы могут прожечь медный слой. Более привлекательны мягкие (низкой прочности) припои с низкой температурой плавления. Твёрдые вещества пригодны разве что для толстостенных труб и тому подобных изделий. Но их выбор — это уже прерогатива профессиональных сварщиков.
Варка медных труб для газораспределительных сетей должна производиться с помощью содержащих серебро припоев. Такие составы гарантируют отличную прочность шва. Он будет нейтрален к вибрациям, что особенно важно для сетей на промышленных объектах, вблизи транспортных магистралей. Сопротивляемость вредным воздействиям изнутри и снаружи также будет на высоте.


Технология
Для работы с медью и сплавами на её основе вполне могут применяться медные сварочные прутки. Неплохим выбором могут стать и латунные модели. Ручная дуговая сварка, как и при работе со сталью, ценится прежде всего за высокую производительность. Для медных изделий толщиной от 6 до 12 мм рекомендуется V-образная разделка. Общий угол разделки кромок составляет от 60 до 70 градусов.
Планируя сделать подварочный шов с противоположной стороны, стоит сократить этот угол до 50 градусов. А вот зазор делать нужно при любой возможности. Отказ от него сильно повышает риск перегрева листов.
Увеличивается опасность возникновения горячих трещин. Если металл толще 12 мм, требуется использовать Х-образную разделку.
Иногда это невозможно, и приходится использовать V-образную разделку. Надо чётко понимать, что такой режим увеличивает затрату ресурса электрода и длительность сварки более чем на 40%. Ручную дуговую сварку ведут постоянным током обратной полярности. Переменный ток применяют лишь тогда, когда в составе покрытия электрода присутствует железо. Силу тока поднимают сверх обычного показателя как минимум на 40-50%.
Стоит учитывать высокую вероятность образования оксидов. Особенно велика опасность там, где действует самая высокая температура. Перед работой нужно проверять соответствие медных изделий установленным ГОСТ и техническим условиям. Сварочную проволоку до начала работы надо очищать путём травления. Высота прихваток допускается не более трети от глубины разделки или шовного катета.
Контроль качества
Проверка сварных соединений на дефекты производится в соответствии с ГОСТ 3242-79. Запрещается приёмка изделий, в которых отклонения от сплошной геометрии либо от заданных размеров превышают 0,1 мм. Под запрет попадает также поверхностное окисление металла на всех участках, подвергавшихся плавлению. При радиационном контроле отклонения от нормы составляют 0,5-10% измеряемой величины (в зависимости от нюансов методики). Для контроля качества также могут использоваться:
поверхностный технический осмотр.
О том, как варить медь аргоном, смотрите далее.
Читайте также: